一種嵌套反諧振空芯光纖及其制備方法
本發明屬于光纖通信,具體涉及一種空芯光纖及光纖及其制備方法。
背景技術:
1、傳統的實芯光纖例如階躍折射率光纖,纖芯使用較高折射率的材料,包層使用較低折射率的材料,以便通過全反射來導光。新型的空芯光纖不再局限于傳統的全反射導光原理,其光纖的纖芯折射率可以低于包層折射率,低折射率纖芯的光纖也可以進行光傳輸。根據導光機理的不同,空芯光纖大致分成三大類:空芯bragg包層光纖、空芯光子帶隙光纖,以及空芯反諧振光纖。與早期的空芯光子帶隙光纖不同,空芯反諧振光纖的導光機理不依賴光子帶隙效應,因此包層折射率排布要求并不嚴格,其擁有結構簡單、高傳輸帶寬、纖芯尺寸大以及模場能量與包層材料交疊程度低等獨特優勢。
2、空芯光纖有其獨特的優勢,與實芯光纖相比,由于空氣的克爾非線性比二氧化硅材料低3個數量級,使得空芯光纖的非線性系數極大地降低,并且此類光纖具有更小的色散,以及30%的時延降低,特別適用于光通信傳輸,已成為光纖技術研究領域的前沿和熱點。
3、即使空芯光纖在應用方面有很大優勢,然而其傳輸損耗一直高于傳統的實芯光纖,近年發現基于反諧振原理的空芯光纖在合理的結構設計之下,能有效減小其傳輸損耗,特別是具有嵌套結構元件的光纖具有作為超長距離通信光纖的潛力。在反諧振光纖中,通過環繞多個石英管環,將空氣中的光線限制在纖芯中,傳輸損耗主要由泄漏損耗和表面散射損耗決定。另外,由于石英管環之間交接處有節點存在,尤其是這些節點具有不同和多種厚度,在反諧振區域內引入雜散及光譜稠密的諧振損耗峰,產生了額外損耗。
4、進一步降低損耗,是空芯光纖制造領域的一個重要課題。但是由于其內部形狀較為復雜,特別是那些具有嵌套結構元件的光纖,為了保持反諧振條件,幾何上與傳導光的工作波長同樣數量級的微小偏差都可能導致反諧振條件發生變化,使得精確、可重復地制備變得困難。與目標幾何形狀的偏差可能是由光纖預制件的配置以及拉制中間體時超出比例的形變造成的。
5、文獻wo2018169487a1公開了一種制造反諧振空芯光纖預制件的方法,其中第一包層區域包括多個棒,第二包層區域包括多個被外包層管包圍的管。通過“堆疊-拉絲”技術將棒、管和包層管結合到一起形成預制件。在拉伸預制件之前,通過涂抹密封劑密封預制件的端部。例如,將uv粘合劑用作密封劑。該方法復雜的內部幾何形狀,使得很難精確且可重復地進行制備,微小范圍的幾何形狀偏差,就會導致反諧振條件被破壞,影響低衰減和寬透射光譜性能。
6、文獻cn115521059a提出了一種在多邊形內孔套管和多邊形毛細管來組裝成光纖預制棒,再通過在拉絲過程中往多邊形毛細管中進行增壓控制來實現負曲率反諧振環結構的光纖。但該方法中的多邊形毛細管加工難度極大,拉絲過程中連接片結構的穩定性也不足,導致所拉制光纖的光學性能重復性不佳。
7、文獻cn115745391a提出了一種一體式空芯光纖預制件及光纖的制備方法,采用鉆孔法得到初始預制件,拉絲時向軸向孔內充入高于套管中心的氣壓,軸向孔向套管中心孔方向凸出,形成負曲率的反諧振環。但實際充氣時由于軸向孔和套管中心孔之間的石英壁厚為弧狀不均勻,導致形成的反諧振環壁厚波動較大,影響反諧振效果。并且其鉆孔后軸向孔和中心孔內壁的粗糙度會使空芯光纖表面散射損耗急劇增大,無法達成低損耗性能。
8、在已知的空芯光纖“堆疊-拉絲”技術中,許多元件必須位置精確地接合在一起,反諧振空芯光纖的制備中必須將數個無節點反諧振管件連接固定到包層管的內表面上,尤其是嵌套結構反諧振空芯光纖的反諧振管件由外管和內管組成,多層反諧振結構的制備難度更大,均勻性難以保證。然而,反諧振管件的壁厚及方位角的均勻性都是實現低損耗值和較寬的傳輸光譜的必要條件,使用“堆疊-拉絲”技術無法輕易實現。
技術實現思路
1、針對現有技術存在的問題,本發明的目的在于提供一種高精度、低難度、高性能的反諧振空芯光纖及其制備方法。
2、本發明首先提供一種用于制備反諧振空芯光纖的反諧振空芯光纖預制件;通過光纖預制件內各管件的貼合固定,再進行熔接、吹鼓形成穩定的結構,使得光纖預制件內各部件之間定位更牢靠、更精確,防止后續拉絲過程中光纖預制件內的反諧振環位置發生偏移和扭轉。相比較傳統的堆疊法,內部結構大大簡化,但能夠以足夠穩定和可重復地實現反諧振結構元件的高精度定位;在后續的拉絲制備反諧振空芯光纖的過程中光纖預制件內各部件全程粘連緊實,可以將反諧振環拉得更薄,使反諧振空芯光纖保持較低的傳輸損耗,避免傳統制造方法的局限性和復雜性。
3、本發明提供的反諧振空芯光纖預制件,包括:套管、內嵌元件和管狀元件;其中:
4、所述套管,采用石英管,其橫截面外部為圓形,內部為多邊形;所述內嵌元件和管狀元件包裹在套管內部。
5、所述內嵌元件,為石英管結構;內嵌元件原始為圓形管,在套管內部并且其外邊與套管內的多邊形內腔壁相切(參見圖1)。經過加熱,并在內嵌元件內通入適量壓力的氣體撐大內嵌元件,使其與套管內多邊形的接觸范圍從切點變成部分面貼合(參見圖2),形成內嵌元件。
6、所述管狀元件,具體為石英毛細管,固定設置于套管內多邊形內腔相鄰內壁面所形成的夾角處,與套管的兩個內壁面貼合,若干毛細管圍成的區域構成預制棒中心孔。管狀元件的數量與套管內部多邊形內腔的邊數相同,參見圖3。
7、本發明提供的反諧振空芯光纖的制備方法,具體步驟如下:
8、(一)制備反諧振空芯光纖預制件,具體步驟為:
9、(1)準備石英棒,對其進行外圓磨加工和內部多邊形鉆孔,制成套管;其橫截面外部為圓形,內部為多邊形;
10、準備圓形石英管,加工使其外徑等于套管內多邊形的內切圓直徑,壁厚達到設計目標值,制得內嵌元件;
11、(2)將圓形石英裝配插入套管內,對組合后的套管和內嵌元件采用氫氧焰、加熱爐或激光焊接等各類方式進行加熱,并在內嵌元件內通入適量壓力的氣體撐大內嵌元件,使其與套管內多邊形的接觸范圍從切點變成部分面貼合,形成內嵌元件;
12、(3)將管狀元件置于套管內多邊形內腔相鄰壁面所形成的夾角處,與套管的兩個內壁面貼合;采用氫氧焰、加熱爐或激光焊接等各類加熱方式將其固定在套管內部多邊形的每個棱角上;管狀元件的數量與套管內部多邊形內腔的邊數相同。由此,制得反諧振空芯光纖預制件。
13、(二)制備反諧振空芯光纖,具體步驟為:
14、(1)將所制備的反諧振空芯光纖預制件拉制成中間體,拉制時在管狀元件內通入壓力0.5~4kpa的氮氣,在內嵌元件和管狀元件之間通入壓力為0.1~1kpa的氮氣,撐大內嵌元件和管狀元件,并且保持內嵌元件和管狀元件處于不接觸的狀態;參見圖4所示;
15、(2)將所制備的空芯光纖中間體插入石英外套管中,參見圖4所示。并與充氣模具進行組裝,在內嵌元件內、管狀元件內、內嵌元件和管狀元件之間分別插入不同尺寸的充氣微管進行獨立供氣,在空芯光纖中間體與石英外套管之間抽真空;
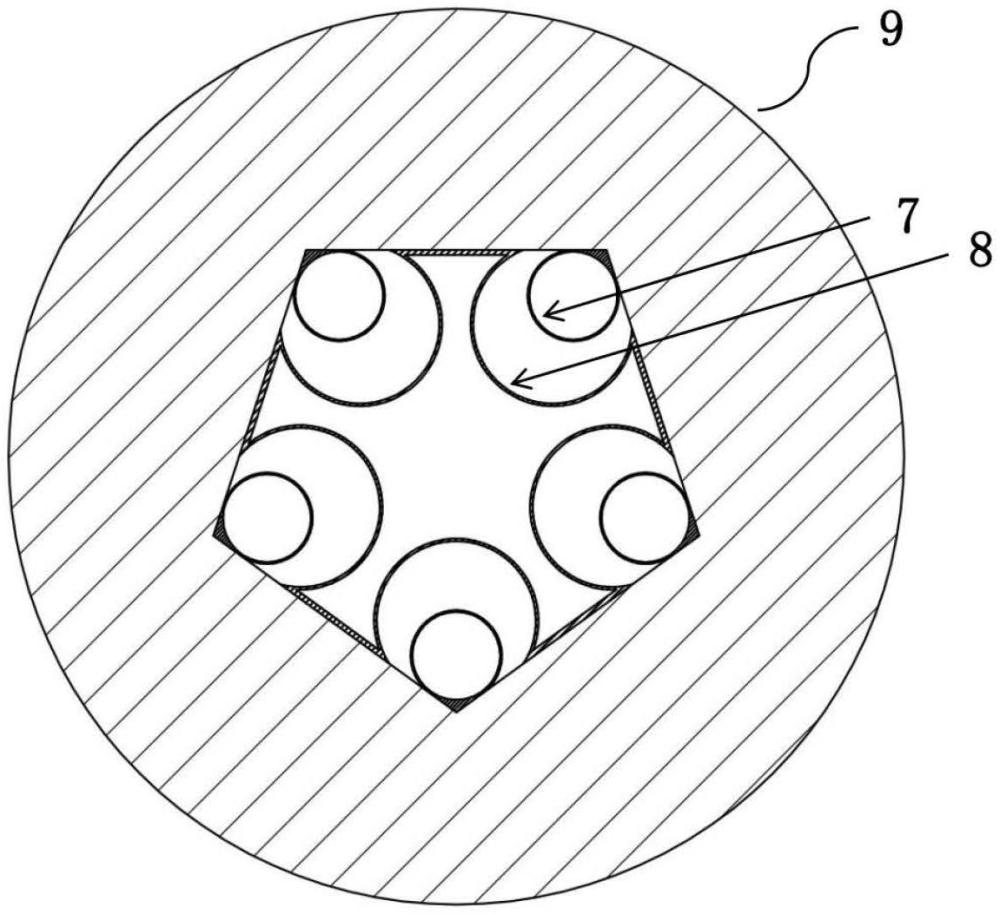
16、(3)通過調節不同壓力值控制內嵌元件和管狀元件的尺寸和形狀,在內嵌元件內、管狀元件內、內嵌元件和管狀元件之間充氣的壓力分別為0.1~2.0kpa、10~20kpa和2~10kpa,由此控制內嵌元件和管狀元件的尺寸和形狀;由于內外壓差以及表面張力的作用,拉絲形成負曲率的嵌套反諧振內環和嵌套反諧振外環,組成嵌套反諧振環(其個數即為管狀元件個數),相鄰反諧振環之間不接觸;所有反諧振環一起構成環形的反諧振層,反諧振層圍成的區域構成空芯光纖的纖芯,反諧振層和拉絲后的套管、外套管一起構成保護纖芯的包層。由此,制得嵌套反諧振空芯光纖,其結構包括:光纖外包層(即石英外套管)、嵌套反諧振環層和纖芯區,纖芯區由多個均勻排布的反諧振環圍成區域的內切圓界定。
17、進一步地,步驟(一)中:
18、所述套管內部為正多邊形,其邊數大于或等于4。
19、所述內嵌元件和管狀元件均為圓形。
20、所述套管的外徑為20~80mm,套管內部正多邊形的外接圓直徑與套管的外徑之比為0.2~0.8。
21、所述內嵌元件的壁厚范圍為1~8mm。
22、所述管狀元件的外徑為1~5mm,壁厚范圍為0.2~2mm。
23、通入內嵌元件內的氣體為壓縮空氣、氮氣、氦氣及氬氣中的任意一種或者幾種。
24、所述內嵌元件與套管內多邊形的部分貼合,具體是指內嵌元件與套管內多邊形任一條邊的貼合長度不低于管內多邊形邊長的40%,并且內嵌元件的邊與管狀元件之間的距離不低于管狀元件外徑的10%。套管內多邊形各邊與內嵌元件部分貼合的長度差異不超過5%。
25、進一步地,步驟(二)中:
26、所述石英外套管的外徑由目標嵌套反諧振空芯光纖的纖芯直徑和包層直徑決定。
27、通入所述套管內各元件內的氣體為壓縮空氣、氮氣、氦氣及氬氣中的任意一種或者幾種。
28、拉絲后形成的相鄰反諧振環之間不接觸(即具有間距)。
29、所述纖芯直徑為8~55μm,包層直徑為80~330μm。
30、所述光纖嵌套反諧振環的壁厚t范圍為0.1~2μm,并且還滿足反諧振反射條件:
31、
32、其中λm為諧振波長,m為反諧振層階數,n為嵌套反諧振環折射率。
33、制備的嵌套反諧振空芯光纖具備較低的傳輸損耗,其1550nm處最低的傳輸損耗≤1db/km,更優的≤0.2db/km。
34、與現有技術相比,本發明具有下列有益效果。
35、(1)本發明所提出反諧振空芯光纖預制件,通過其內各管件的貼合固定,再進行熔接、吹鼓形成穩定的結構,使得光纖預制件內各部件之間定位更牢靠、更精確,防止后續拉絲過程中光纖預制件內的反諧振環位置發生偏移和扭轉。
36、(2)本發明制備方法中,通過一個內嵌元件和在套管內部正多邊形棱角上熔接固定管狀元件,實現負曲率的嵌套反諧振環。只采用圓形和管狀石英件即可制備反諧振空芯光纖預制件,內部結構大大簡化,制備工藝簡單易實現且穩定性高,可顯著提高光纖的傳輸性能。
37、(3)本發明將上述反諧振空芯光纖預制件拉絲制備嵌套反諧振空芯光纖,能夠以足夠穩定和可重復地實現反諧振結構元件的高精度定位,拉絲過程中光纖預制件內各部件全程粘連緊實,可以將反諧振環拉得更薄,提高每個反諧振環的一致性,使反諧振空芯光纖保持較低的傳輸損耗,避免了傳統制造方法的局限性和復雜性。
- 還沒有人留言評論。精彩留言會獲得點贊!