一種臥式三維攪拌裝置的制作方法
本技術屬于臥式攪拌機制造領域,更具體地說,涉及一種臥式三維攪拌裝置。
背景技術:
1、臥式工業攪拌機廣泛運用于混過凝土攪拌、水泥攪拌等領域,為了能經濟、高效的生產高品質的產品,攪拌機的生產商不斷的對攪拌機的結構進行優化和改進,使攪拌機在混合均勻度、混合效率等性能方面得到進一步的改進。比如授權公告號為cn201067678y),公開日2015.09.30,公開了一種高效臥式攪拌機及商品砂漿攪拌設備,包括臥式圓筒體、沿軸向穿過所述圓筒體且可旋轉的支撐的攪拌軸、設置在攪拌軸上的多個攪拌單元,每個所述攪拌單元均包括連接在所述攪拌軸上的直立的攪拌臂、設置在所述攪拌臂端部的第一攪拌葉片、以及垂直設置在所述攪拌臂中部且朝背向所述第一攪拌葉片的方向伸出的第二攪拌葉片。該種臥式攪拌機通過第一攪拌葉片和第二攪拌葉片產生三維的攪拌效果,使物料在短時間內實現均勻混合,隨著對攪拌機效果性能的不斷提高。其使用的攪拌葉片整體呈螺旋狀,螺旋攪拌的設計螺旋參數,包括螺旋外徑、螺旋導程、螺旋角度、螺旋頭數和耐磨參數是影響整個磨機性能的關鍵參數,當有多個螺旋層時,螺旋狀一體成型產品,需要將耐磨合金鑄造葉片成型后直接焊接在主軸上,磨損后需要整體更換或花費較大成本去修補,近幾年世界各國磨機廠家都在研發拆分式螺旋攪拌器結構,方便螺旋葉片的安裝拆卸,更換具有互換性的螺旋攪拌葉片,拆分式的結構不僅要容易連接固定還要保證連接后螺旋攪拌器的工藝參數保持一致,難度較大,安裝精度難以保證,而且,攪拌軸的圓形周面使攪拌臂的垂直安裝以及安裝后的穩定性效果均有待改進。
2、針對以上問題,經檢索,中國專利公布號cn?71889978?a,公開日2022.02.25的專利文獻,公開了一種大型立式磨機螺旋攪拌葉片的制作方法,可有效解決現有技術操作不便、不能保證螺旋攪拌器的工藝參數的問題,其解決的技術方案是,通過計算機二維和三維模擬螺旋葉片的流動場狀態得到運行參數,綜合試驗數據和理論計算結果,優化葉片形狀及葉片拖板下料尺寸,放樣展開得到初步下料圖,再模擬反推出3d胎具圖及樣箱圖,制作出配套的胎具后利用胎具進行冷壓成型,托板下料后留出合理的變形補償,再進一步完善螺旋攪拌葉片下料圖,該發明提高生產效率的同時嚴格控制質量,達到高精度標準,提高了產品一次合格率。該發明工藝復雜,成型需要計算機多次模擬補償,圓筒體內也需要很多的冗余設計,應用場景有限。
技術實現思路
1、1、要解決的問題
2、針對現有臥式攪拌裝置攪拌葉片、攪拌軸等各部件安裝精度及穩定性均有待改進的問題,本實用新型提供一種臥式三維攪拌裝置,對分拆后生產的螺旋面板兩端部進行特殊化的互為弧形水平面和弧形斜面設置,方便焊接連接和連接精度控制,再將攪拌軸的軸周面改進為方便攪拌臂垂直安裝的平面,提高螺旋攪拌葉片的一致性和參數精度的同時,也有效提高了攪拌工作時的穩定性效果。
3、2、技術方案
4、為解決上述問題,本實用新型采用如下的技術方案:
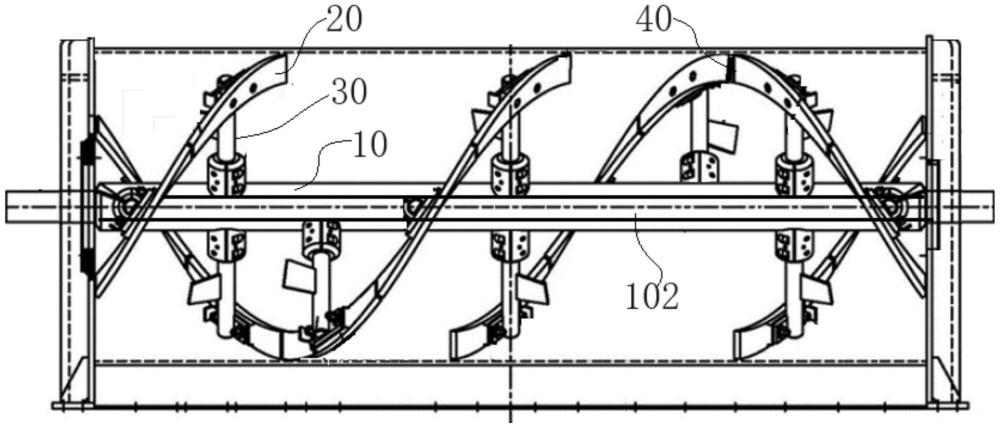
5、一種臥式三維攪拌裝置,包括橫向轉動式固定于臥式圓筒體的攪拌軸以及通過攪拌臂固定連接于攪拌軸上的螺旋攪拌葉片,攪拌軸的軸身為截面呈多邊形的對稱平面,攪拌臂垂直固定連接于該平面上;螺旋攪拌葉片由至少兩個螺旋面板呈螺旋狀首、尾相互焊接連接而成,螺旋面板包括一體式連接于螺旋面板兩端的端板一和端板二,端板一和端板二互為弧形水平面和弧形斜面設置。制作時,可以將多螺旋層的螺旋攪拌葉片分拆為多個單層甚至半層的螺旋面板單元,單層甚至半層的螺旋面板單元設計或生產時容易的多,只需要解決連接后各螺旋參數的一致性問題,單層甚至半層的螺旋面板出爐后,經過簡單的熱鍛加工就能加工出兩端互為弧形水平面和弧形斜面,即,一端為弧形水平面時,另一端為弧形斜面,相較于不平整的弧面,水平面和斜面的兩端更容易固定和焊接,焊接完成后,也方便與攪拌臂固定連接;攪拌軸的軸周面改進為方便攪拌臂垂直安裝的平面,提高螺旋攪拌葉片的一致性和參數精度的同時,也有效提高了攪拌工作時的穩定性效果。
6、進一步的技術方案,攪拌軸的軸身加工對稱的平面時,通過攪拌軸加工工裝將攪拌軸夾緊式固定,以提高攪拌軸的平面切削加工時的穩定性以及加工精度;螺旋攪拌葉片焊接連接時,通過葉片焊接工裝將一螺旋面板的端板一和另一螺旋面板的端板二焊接固定,以提高螺旋攪拌葉片焊接加工時的穩定性以及加工精度。
7、更進一步的技術方案,葉片焊接工裝包括焊接平臺以及由左至右依次呈弧形線分布并固定于焊接平臺上的坡臺二、方臺和坡臺一,可將兩個螺旋面板的端板一和端板二分別適配式固定,方便焊接工藝的一致性操作;葉片焊接工裝包括操作平臺、卡臺和壓緊機構;卡臺并列橫向固定于操作平臺上,壓緊機構與卡臺一一配合設置;攪拌軸兩端的軸頸分別搭接在兩個卡臺后,通過壓緊機構將軸頸壓緊在兩個卡臺中,然后對待加工攪拌軸的軸身進行切削加工出方形的平面。通過卡臺和壓緊機構配合設置,達到將攪拌軸在切削加工過程中穩定夾緊固定的目的,以有效提高方形平面的加工精度。
8、更進一步的技術方案,坡臺二、方臺和坡臺一的高度依梯次下降,也可以稱為順次下降,下降距離與螺旋參數中的螺旋導程一致,焊接時保持其加工精度;在操作平臺上沿攪拌軸的軸向設置有滑槽,一般是并列的多個滑槽;卡臺和壓緊機構均通過固定件與滑槽固定連接,可通過滑槽調整工裝位置,操作省力。
9、更進一步的技術方案,坡臺二和坡臺一的坡度與螺旋面板的螺旋角相適配,進一步保證焊接后螺旋攪拌葉片的一致性;卡臺包括v型槽,v型槽底部向兩側延伸出翼凸,方便固定,上部為開放的v型槽口,方便放入攪拌軸兩端的軸頸;翼凸通過固定件與滑槽固定連接,固定件可以是螺接件、卡接件等可拆卸連接件,方便拆裝和轉移、調整位置。
10、更進一步的技術方案,弧形線的曲率與螺旋面板的上投影曲率相適配,與螺旋參數中的螺旋外徑相一致;壓緊機構包括支臺和平板,平板的兩端分別與支臺和軸頸搭接后,再通過固定件與滑槽固定連接,固定件可以是螺接件、卡接件等可拆卸連接件,方便拆裝和轉移、調整位置。
11、更進一步的技術方案,坡臺二、方臺和坡臺一上設置有擋桿、螺接孔和/或導向桿與端板一、端板二上豎向洞穿設置的導向孔和/或固定孔相適配,方便焊接時穩定,確保焊接后產品的一致性;焊接時,可在焊接平臺上將一螺旋面板的端板一和另一螺旋面板的端板二,兩者可在焊接平臺上并列平鋪后,再焊接固定,操作簡單,無需計算機再模擬補償,焊接成本低、精度高;支臺和平板之間還墊設有墊塊,根據軸頸的直徑調節相應的平板兩端的平衡。
12、更進一步的焊接工裝,還包括壓板,將一螺旋面板的端板一和另一螺旋面板的端板二壓緊在方臺上,避免焊接時出現螺旋面板的位移而影響焊接質量。
13、更進一步的焊接工裝,壓板的端部預留有插槽,方便與固定孔協同作用,保持焊接時的穩定。v型槽和支臺的底部均向下延伸出底凸,并通過底凸滑動連接于滑槽中,方便在槽中滑動,操作省力。
14、一種臥式三維攪拌裝置的焊接方法,步驟為:
15、將待加工攪拌軸兩端的軸頸分別搭接在兩個卡臺后,通過壓緊機構將軸頸壓緊在兩個卡臺中,通過切削機床對待加工攪拌軸的軸身進行切削加工出方形的平面;翻轉攪拌軸軸身,依次加工出其它平面;
16、將一螺旋面板的端板二依坡臺一的坡面固定,另一螺旋面板的端板一依坡臺二的坡面固定,兩螺旋面板另一端的端板一和端板二,呈并列平鋪在方臺上,中間預留出焊縫間隙,沿焊縫間隙將兩螺旋面板焊接連接成螺旋攪拌葉片;
17、將攪拌臂垂直固定連接于攪拌軸的平面上,再將螺旋攪拌葉片呈螺旋狀固定于攪拌臂上。
18、整個焊接和夾緊步驟操作簡單,實用性強,焊接時既適合手工焊接,也適合焊接機器人按設計焊接路線焊接,容易推廣。
19、3、有益效果
20、相比于現有技術,本實用新型的有益效果為:
21、(1)本實用新型的臥式三維攪拌裝置,相較于現有臥式三維攪拌裝置有多個螺旋層,一體式生產螺旋攪拌葉片難度過大,分拆后生產,再連接各螺旋參數又難以保證的問題,本實用新型將多螺旋層的螺旋攪拌葉片分拆為多個單層甚至半層的螺旋面板單元,單層甚至半層的螺旋面板單元設計或生產時容易的多,只需要解決連接后各螺旋參數的一致性問題,單層甚至半層的螺旋面板出爐后,經過簡單的熱鍛加工就能加工出兩端互為弧形水平面和弧形斜面,即,一端為弧形水平面時,另一端為弧形斜面;焊接時,可在焊接平臺上將一螺旋面板的端板一和另一螺旋面板的端板二,兩者可在焊接平臺上并列平鋪后,再焊接固定,操作簡單,無需計算機再模擬補償,焊接成本低、精度高。
22、(2)本實用新型的臥式三維攪拌裝置,通過v型槽、支臺和平板的協同配合,將待加工的攪拌軸穩定夾持,并通過t型槽和t型螺栓的配合,將整個工裝穩定的固定在操作平臺上,再通過機床對軸身進行平穩的切削加工,提高了方形平面的加工精度;
23、(3)本實用新型的臥式三維攪拌裝置,互為弧形水平面和弧形斜面的螺旋攪拌葉片,方便螺旋攪拌葉片焊接連接的同時,與攪拌軸軸身的方形平面協同配合,提高了攪拌臂將螺旋攪拌葉片和攪拌軸可拆卸固定連接安裝的方便性和穩定性,避免了弧面安裝的冗余設計和精度偏差,提高了安裝精度。
- 還沒有人留言評論。精彩留言會獲得點贊!