一種氧化鋁溶出過程智能檢測設定系統的制作方法
本發明涉及氧化鋁,具體為一種氧化鋁溶出過程智能檢測設定系統。
背景技術:
1、氧化鋁的溶出過程是鋁制品生產的關鍵初步階段,主要目的是從鋁土礦中提取氧化鋁。這一過程通常包括將礦石與燒堿溶液在高溫和高壓的條件下反應,使得氧化鋁從礦石中溶解形成溶液。溶出的氧化鋁隨后通過冷卻、沉淀和過濾等一系列步驟從溶液中分離出來,得到純度較高的氧化鋁產品。整個溶出過程對溫度、壓力、化學濃度和反應時間等參數非常敏感,這些參數的優化直接影響到氧化鋁的回收率和產品質量。
2、氧化鋁的生產效率和質量在很大程度上取決于溶出過程的準確控制。傳統方法依賴于經驗操作和周期性的實驗室測試,這不僅耗時耗力,而且難以實現過程參數的實時優化。智能檢測設備能夠實時監控溶出過程中的關鍵參數,如溫度、壓力和化學成分濃度,通過數據分析和機器學習模型預測和調整這些參數,從而確保過程的穩定性和產品的一致性。此外,智能系統還可以通過分析歷史數據來識別潛在的問題和改進點,顯著提高生產效率和降低能源及原料消耗。
3、當前,氧化鋁溶出過程的監控多依賴于傳統的傳感器,這些系統能夠提供基本的過程監控,但缺乏高度的自動化和優化能力。這種傳統方法的主要缺陷在于反應時間慢,不能根據實時數據進行動態優化,且對環境變化和非標準操作條件的適應性較差。
4、現有技術在氧化鋁溶出過程的智能檢測設定上還存在一定的缺陷,例如,申請號為cn202110679077.6的中國專利提出的一種氧化鋁溶出過程的自動控制方法,該方法基于預先建立的氧化鋁溶出過程領域知識庫的設定值,收集過程和化驗數據,以及通過數據回溯和前饋補償進行設定值的動態調整,這種方法主要利用歷史和實時數據來優化加堿流量的設定,從而提高溶出效率和苛性比值的合格率;然而該方法采用了基于規則的控制策略,這可能在處理復雜或非線性變化時缺乏較好的靈活性和適應性。又如,申請號為202011633801.3的中國專利提出的一種氧化鋁溶出的熱平衡控制系統及方法,首先通過數據獲取單元收集末級套管加熱器的溫度數據,然后利用知識庫中存儲的多組生產參數,通過智能處理模塊對這些數據進行分析和模糊推理,以確定各級套管加熱器的新蒸汽調節輸入設定值。操作系統根據這些設定值自動調整蒸汽支管上的調節閥,實時精確控制加熱器的溫度,以優化熱平衡,提高氧化鋁的溶出率和產品質量;然而該方法主要依賴于溫度控制和蒸汽調節,沒有充分利用其他相關數據,包括化學組分和壓力等,這限制了優化的深度和范圍。目前,現有技術對于氧化鋁溶出過程中的數據監測完整性和參數設定精準性均有待提升。
5、為此,提出一種氧化鋁溶出過程智能檢測設定系統。
技術實現思路
1、本發明的目的在于提供一種氧化鋁溶出過程智能檢測設定系統。首先,從生產線上獲取實時數據,包括第一數據集合、第二數據集合和第三數據集合;然后,獲取歷史數據中的三個模塊歷史數據集并進行預處理,得到三個預處理集;根據三個所述預處理集,分別進行模型訓練,得到三個參數預測模型;進一步,三個參數預測模型分別對第一數據集合、第二數據集合和第三數據集合進行分析,得到第一預測結果、第二預測結果和第三預測結果;最后,根據三個預測結果,分別對溶出過程中的第一參數組、第二參數組和第三參數組進行設定。
2、為實現上述目的,本發明提供如下技術方案:
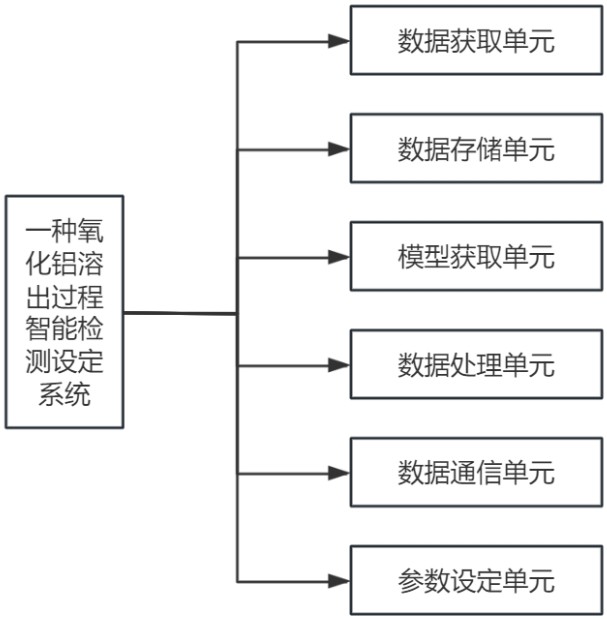
3、一種氧化鋁溶出過程智能檢測設定系統,包括:
4、數據獲取單元,用于從生產線獲取實時數據,包括粉碎工作模塊的第一數據集合、融合工作模塊的第二數據集合和溫控工作模塊的第三數據集合;
5、數據存儲單元,用于存儲從生產線收集的所有數據,包括實時數據和歷史數據;所述歷史數據包括三個工作模塊的多源歷史數據,形成三個模塊歷史數據集;三個所述工作模塊包括所述粉碎工作模塊、所述融合工作模塊和所述溫控工作模塊;
6、模型獲取單元,用于獲取三個參數預測模型,包括第一參數預測模型、第二參數預測模型和第三參數預測模型;所述模型獲取單元通過對三個所述模塊歷史數據集分別進行預處理,得到三個預處理集;根據三個所述預處理集,分別進行模型訓練,得到三個參數預測模型;
7、數據處理單元,包括三個處理模塊,分別為第一處理模塊、第二處理模塊和第三處理模塊;每個所述處理模塊對應一個所述參數預測模型,用于分析一個所述工作模塊的數據集合,獲取預測結果;
8、數據通信單元,包括工業以太網,用于傳輸數據;
9、參數設定單元,包括pid控制算法,用于基于所述數據處理單元的所述預測結果,對溶出過程中的第一參數組、第二參數組和第三參數組進行設定。
10、所述第一數據集合包括目標粒徑、原材料硬度、原材料重量、球磨大小、球磨數量和原材料初始粒徑等級。
11、所述原材料初始粒徑等級獲取過程包括:
12、使用激光衍射粒度分析儀對原材料進行粒徑測量,獲得粒徑集合;
13、設定粒徑閾值;當粒徑超過或等于所述粒徑閾值時,標記為大粒徑;
14、當所述粒徑小于所述粒徑閾值時,標記為小粒徑;
15、使用malvern?panalytical軟件計算所述粒徑集合中所述大粒徑和所述小粒徑分別的占有比例,得到所述原材料初始粒徑等級;所述原材料初始粒徑等級的判定公式為:
16、;
17、其中,為所述原材料初始粒徑等級,為所述大粒徑,為粒徑集合;
18、所述目標粒徑為預先設置;所述目標粒徑的獲取過程包括:
19、在生產運行中收集每一批次的生產數據;所述生產數據包括進入襯鎳罐的氧化鋁顆粒的粒徑大小、原材料硬度、堿溶液濃度、堿溶液量和襯鎳罐溶出物質的氧化鋁含量;
20、對所述生產數據進行處理:將所述原材料硬度、所述堿溶液濃度和所述堿溶液量三個數值均相差不超過10%的生產數據進行合并,形成一個生產數據組;
21、使用回歸分析方法分析所述生產數據組中氧化鋁顆粒的粒徑大小與襯鎳罐溶出物質的氧化鋁含量之間的關系,確定目標粒徑;
22、建立所述目標粒徑的持續獲取機制,定期復審目標粒徑的設定;
23、所述原材料重量通過稱重設備來獲取;所述原材料硬度通過超聲波硬度測試器來獲取;所述球磨大小和所述球磨數量為預設數值。
24、所述第二數據集合包括原材料顆粒中氧化鋁含量、第一雜質含量、第二雜質含量、第三雜質含量和第四雜質含量以及原材料顆粒粒徑和氧化鋁目標純度。
25、所述原材料顆粒粒徑的獲取包括:使用激光衍射粒度分析儀對原材料顆粒進行粒徑測量,獲取顆粒粒徑集合;計算所述顆粒粒徑集合中粒徑的平均值作為所述原材料顆粒粒徑;所述氧化鋁目標純度為根據生產要求所預設的數值;
26、所述原材料顆粒中氧化鋁含量、第一雜質含量、第二雜質含量、第三雜質含量和第四雜質含量通過原子吸收光譜儀來獲取;第一雜質為鐵,第二雜質為硅酸鹽,第三雜質為鈣,第四雜質為鎂。
27、所述第三數據集合包括原材料顆粒粒徑、原材料硬度、原材料重量、溶出液中氧化鋁質量濃度、溶出液中碳酸鈉的質量濃度、溶出液的目標質量濃度以及溶出液碳堿比。
28、所述溶出液中氧化鋁質量濃度通過近紅外光譜儀對溶液中氧化鋁的吸光度進行監測來獲取;所述溶出液中碳酸鈉的質量濃度通過近紅外光譜儀獲取;所述溶出液的目標質量濃度為根據生產要求所預設的數值;所述溶出液碳堿比為溶出液中碳酸鈉和氫氧化鈉的比率,通過在線離子色譜儀來獲取。
29、所述第一參數組包括破碎設備破碎速度和破碎設備破碎時間;所述第一處理模塊包括第一參數預測模型,用于對所述第一數據集合進行分析,獲取第一預測結果;根據所述第一預測結果對所述第一參數組進行設定;
30、所述第一參數預測模型通過第一模塊歷史數據集進行訓練;所述第一模塊歷史數據集中每條數據包括多個特征列和多個目標列;多個所述特征列包括目標粒徑、原材料硬度、原材料重量、球磨大小、球磨數量和原材料初始粒徑;多個所述目標列包括破碎設備破碎速度和破碎設備破碎時間;
31、通過所述第一模塊歷史數據集對所述第一參數預測模型進行所述模型訓練的步驟包括:
32、數據預處理:對所有數據進行歸一化處理,得到第一預處理集;
33、數據集劃分:將所述第一預處理集按照7:3的比例劃分為訓練集和測試集;
34、訓練模型:將所述訓練集輸入至所述第一參數預測模型,直到符合模型訓練停止條件,得到初始第一參數預測模型;所述模型訓練停止條件為所述第一參數預測模型的損失達到收斂;
35、測試模型:將所述測試集輸入至所述第一參數預測模型進行測試,根據測試結果對所述第一參數預測模型進行優化,得到最優第一參數預測模型;
36、所述第一參數預測模型包括第一預處理層、第一特征分析層和第一參數預測層;所述第一預處理層用于對所述第一數據集合進行預處理操作,獲取第一標準數據集合;所述預處理操作包括數據清洗、標準化、歸一化和缺失值處理;所述第一特征分析層包括lstm網絡結構,用于對所述第一標準數據集合進行分析,獲取第一特征向量;所述第一參數預測層包括兩個輸出神經元,每個所述輸出神經元對應一個預測目標;所述預測目標包括破碎設備破碎速度和破碎設備破碎時間;所述第一參數預測層用于根據所述第一特征向量,對所述第一參數組中的參數進行預測,獲取第一預測結果。
37、所述第二參數組包括堿溶液量和堿溶液濃度;所述第二處理模塊用于對所述第二數據集合進行分析,獲取第二處理結果;所述第二處理模塊包括第二參數預測模型,用于對所述第二數據集合進行分析,獲取第二預測結果;根據所述第二預測結果對所述第二參數組進行設定;
38、所述第二參數預測模型包括第二預處理層、第二特征分析層、第二特征融合層和第二參數預測層;
39、所述第二預處理層用于對所述第二數據集合進行預處理操作,獲取第二標準數據集合;所述預處理操作包括數據清洗、標準化、歸一化和缺失值處理;
40、所述第二特征分析層包括兩個lstm網絡結構,用于分別對所述第二標準數據集合和雜質信息進行分析,獲取第二特征向量和雜質特征向量;所述雜質信息包括第一雜質含量、第二雜質含量、第三雜質含量和第四雜質含量;
41、所述第二特征融合層包括雜質注意力機制;所述第二特征融合層用于將所述第二特征向量和所述雜質特征向量進行拼接,得到綜合特征向量;通過所述雜質注意力機制對所述綜合特征向量中的雜質特征進行加權,得到加權綜合特征向量;
42、所述雜質注意力機制的計算公式為:
43、;
44、;
45、其中,是在時間步的注意力得分;是注意力機制的參數;是雙曲正切激活函數;是權重矩陣;是lstm網絡在時間步的輸出;是對所有雜質影響得分的加權總和;為偏置項;是網絡參數;是第個雜質的含量;為第個雜質的影響得分;是激活函數,用于確保輸出在0至1之間;
46、所述第二參數預測層包括兩個輸出神經元,每個所述輸出神經元對應一個預測目標;所述預測目標包括堿溶液量和堿溶液濃度;所述第二參數預測層用于根據所述第二特征向量,對所述第二參數組中的參數進行預測,獲取第二預測結果。
47、所述第三參數組包括溶出過程中的升溫速率、目標溫度和保溫時間;所述第三處理模塊用于對所述第三數據集合進行分析,獲取第三處理結果;所述第三處理模塊包括第三參數預測模型,用于對所述第三數據集合進行分析,獲取第三預測結果;
48、根據所述第三預測結果對所述第三參數組進行設定;
49、所述第三參數預測模型通過第三模塊歷史數據集進行訓練;所述第三模塊歷史數據集中每條數據包括多個特征列和多個目標列;多個所述特征列包括原材料顆粒粒徑、原材料硬度、原材料重量、溶出液中氧化鋁質量濃度、溶出液中碳酸鈉的質量濃度、溶出液的目標質量濃度以及溶出液碳堿比;多個所述目標列包括升溫速率、目標溫度、保溫時間和能耗;所述能耗通過電能表獲取;
50、通過所述第三模塊歷史數據集對所述第三參數預測模型進行所述模型訓練的步驟包括:
51、數據預處理:對所有數據進行歸一化處理,得到第三預處理集;
52、數據集劃分:將所述第三預處理集按照7:3的比例劃分為訓練集和測試集;
53、訓練模型:將所述訓練集輸入至所述第三參數預測模型,直到符合模型訓練停止條件,得到初始第三參數預測模型;所述模型訓練停止條件為所述第三參數預測模型的損失達到收斂;所述訓練模型包括獎勵機制函數,用于評價當前操作狀態的效益;所述獎勵機制函數的公式為:
54、;
55、;
56、;
57、;
58、其中,為在時間點t的獎勵值;為權重系數;為衰減系數;表示能耗;分別表示升溫速率、目標溫度和保溫時間對于總能耗的影響;表示氧化鋁的提取效率;是溶出液中氧化鋁的當前質量濃度;是目標氧化鋁質量濃度;表示原材料屬性的復合函數;是用于調節升溫速率、目標溫度和保溫時間對于能耗影響的系數;是分別為目標粒徑、原材料的硬度和原材料重量的系數,為目標粒徑;是原材料的硬度;是原材料重量;
59、測試模型:將所述測試集輸入至所述第三參數預測模型進行測試,根據測試結果對所述第三參數預測模型進行優化,得到最優第三參數預測模型;
60、所述第三參數預測模型包括第三預處理層、第三特征分析層和第三參數預測層;
61、所述第三預處理層用于對所述第三數據集合進行預處理操作,獲取第三標準數據集合;所述預處理操作包括數據清洗、標準化、歸一化和缺失值處理;
62、所述第三特征分析層包括lstm網絡結構,用于對所述第三標準數據集合進行分析,獲取第三特征向量;
63、所述第三參數預測層包括三個輸出神經元,每個所述輸出神經元對應一個預測目標;所述預測目標包括升溫速率、目標溫度和保溫時間;所述第三參數預測層用于根據所述第三特征向量,對所述第三參數組中的參數進行預測,獲取第三預測結果。
64、與現有技術相比,本發明的有益效果為:
65、1、本發明通過實時監控原材料的目標粒徑、硬度、重量及粒徑等級,以及破碎設備的球磨大小和球磨數量,并提出了一個通過第一模塊歷史數據集訓練的第一參數預測模型,實現了對破碎設備相關參數的精確控制。該模型確保了原材料精確達到預設的目標粒徑,優化了原料的準備過程。通過對原材料的初始粒徑進行分級,并結合歷史數據分析來優選目標粒徑,本系統不僅提高了氧化鋁的溶出效率,還保證了原材料的處理一致性和質量控制,從而提升整個生產流程的效率和經濟效益。
66、2、本發明提出了一種通過訓練得到的第二參數預測模型,該模型使用第二模塊歷史數據集進行訓練,能夠實時分析原材料中氧化鋁含量和原材料中的多種雜質含量、原材料顆粒粒徑和氧化鋁目標純度,對堿溶液的添加量和濃度進行精確設定。通過這種方法,可以確保溶出液中化學成分的最優比例,優化氧化鋁的溶解效率。此外,該模型集成了雜質注意力機制,通過對各種雜質的影響進行加權分析,從而預測雜質與堿液的可能反應。這不僅提升了氧化鋁的提取效率,還有助于減少化學浪費和控制生產成本,同時保持環境的可持續性和溶出反應的穩定性。
67、3、本發明提出了一個經過第三模塊歷史數據集訓練的第三參數預測模型,在訓練過程中融入了創新的獎勵機制函數,以實現在優化氧化鋁溶出過程中效率和能耗的平衡;通過第三參數預測模型對原材料顆粒粒徑、溶出液中氧化鋁質量濃度、溶出液中碳酸鈉的質量濃度、溶出液的目標質量濃度以及溶出液碳堿比進行分析,得到最優溶出過程中的壓力、升溫速率、目標溫度和保溫時間,第四參數組的設定有助于精確控制化學反應的動態,確保化學反應完全且高效。這種精細的溫度控制優化了能源使用,減少了能耗,同時確保了最終產品的質量和一致性,從而提高了整體生產效率和經濟效益。
- 還沒有人留言評論。精彩留言會獲得點贊!