彈力綿柔布及生產工藝、生產裝置的制作方法
本發明涉及無紡布,更具體地,涉及一種彈力綿柔布,還涉及一種彈力綿柔布的生產工藝,以及一種彈力綿柔布的生產裝置。
背景技術:
1、無紡布,也被廣泛稱為非織造布或不織布,其基礎結構由定向或隨機排列的纖維組成。在特定應用場景中,如一次性內褲、紙尿褲等產品中,對無紡布提出了彈性性能的需求,更需要兼具彈性、透氣的效果。為了滿足這一需求,當前常見的解決方案是在無紡布表面復合并粘結彈力絲,賦予無紡布必要的彈性,從而使其能夠適應多樣化的產品使用需求。
2、彈力絲的方案雖有效,但也存在局限性,首先,單根彈力絲的受力能力有限,通常需要多條彈力絲并排布置,以形成足夠的寬度和彈性覆蓋區域,從而滿足整體彈性性能的要求;而且,彈力絲之間不可避免地存在間隔,這些間隔削弱了無紡布整體的彈性均勻性,進而影響了布料的彈性伸縮效果和用戶體驗。
3、因此需要提出一種新的方案來解決這個問題。
技術實現思路
1、本發明的目的在于克服上述現有技術的不足,提供一種彈力綿柔布,具有良好的彈性和透氣性。
2、為了實現上述目的,本發明采用如下技術方案:
3、一種彈力綿柔布,包括第一無紡布層、第二無紡布層和彈性膜層,所述彈性膜層位于第一無紡布層、第二無紡布層之間,所述第一無紡布層、所述第二無紡布層和所述彈性膜層之間超聲波焊接;
4、所述彈性膜層能夠彈性拉伸,所述彈力綿柔布能夠沿長度方向彈性伸縮,并具有松弛狀態和彈性拉伸狀態,在松弛狀態時,所述彈性膜層為初始長度,所述第一無紡布層和第二無紡布層形成若干褶皺部;在彈性拉伸狀態時,所述彈性膜層為被彈性拉伸,所述第一無紡布層和第二無紡布層的褶皺部舒展。
5、本發明進一步設置為,所述彈性膜層開設有若干通孔部。
6、本發明進一步設置為,所述第一無紡布層、第二無紡布層和彈性膜層之間的連接位置呈點狀分布,形成有若干點狀的焊接部。
7、本發明進一步設置為,所述彈性膜層的焊接部貫通,形成通孔部。
8、本發明進一步設置為,所述焊接部分為若干列,各列所述焊接部沿彈力綿柔布的寬幅方向并排間隔分布;每列焊接部中,各焊接部沿彈力綿柔布的長度方向呈均勻間隔分布。
9、本發明進一步設置為,沿所述彈力綿柔布的長度方向,在松弛狀態時,所述第一無紡布層和第二無紡布層在兩個相鄰焊接部之間形成褶皺部。
10、本發明還提供一種彈力綿柔布的生產工藝,沿長度方向對彈性膜層進行拉伸,彈性膜層將彈性伸長;彈性拉伸的彈性膜層與第一無紡布層、第二無紡布層相互層疊,而后進行超聲波焊接,彈性拉伸的彈性膜層與第一無紡布層、第二無紡布層將復合得到彈力綿柔布;
11、超聲波焊接過程中,彈性拉伸的彈性膜層與第一無紡布層、第二無紡布層同時繞過支撐輥,超聲波焊接頭能夠隔著彈力綿柔布與支撐輥相抵,實現超聲波焊接;所述支撐輥的外周形成有若干凸點的紋理,所述凸點與彈力綿柔布接觸處形成焊接部,彈力綿柔布與支撐輥的外周相對靜止,與超聲波焊接頭相對運動,在超聲波焊接過程中,焊接部的彈性膜層被熔融貫通形成通孔部。
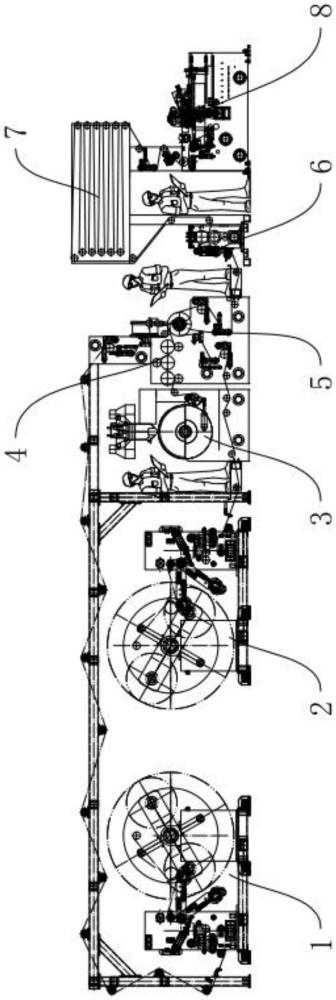
12、本發明還提供一種彈力綿柔布的生產裝置,包括第一放卷組件、第二放卷組件、成膜組件、拉伸組件、超聲波焊接組件和收卷組件;
13、所述第一放卷組件用于供給第一無紡布層,所述第二放卷組件用于供給第二無紡布層,所述成膜組件用于所述彈性膜層擠出成型,所述拉伸組件位于所述成膜組件的下游,用于彈性拉伸所述彈性膜層;
14、所述超聲波焊接組件包括支撐輥、超聲波焊接頭和伸縮桿,所述支撐輥用于供彈性拉伸的彈性膜層與第一無紡布層、第二無紡布層同時繞過,所述超聲波焊接頭通過伸縮桿安裝于所述支撐輥的外周,所述超聲波焊接頭能夠與支撐輥外周相抵,實現超聲波焊接;
15、所述收卷組件用于收卷復合后的彈力綿柔布。
16、本發明進一步設置為,所述超聲波焊接頭設置有兩組,均位于支撐輥的上部;每組超聲波焊接頭均沿著支撐輥的軸向方向均勻間隔設置,并且實現同步升降動作;兩組超聲波焊接頭呈錯位分布;且同一組中,相鄰兩個超聲波焊接頭的間隔寬度要小于超聲波焊接頭的寬度。
17、本發明進一步設置為,所述支撐輥的外周形成有若干凸點的紋理;
18、本發明進一步設置為,所述成膜組件包括擠出機構和冷卻成型輥,所述擠出機構位于冷卻成型輥的上側,用于將彈性膜層的原料擠出在冷卻成型輥外,所述冷卻成型輥用于對彈性膜層冷卻成型;
19、本發明進一步設置為,還包括打孔組件,所述打孔組件位于超聲波焊接組件與收卷組件之間,用于對彈力綿柔布打孔;
20、本發明進一步設置為,還包括緩存組件,所述緩存組件位于超聲波焊接組件與收卷組件之間,用于暫存待收卷的彈力綿柔布,所述緩存組件包括若干緩存輥,所述彈力綿柔布依次繞過各緩存輥,通過調節緩存輥的位置改變彈力綿柔布的繞經長度。
21、綜上所述,本發明具有以下有益效果:
22、采用第一無紡布層、第二無紡布層和彈性膜層,三層復合式的結構,彈性膜層位于兩層無紡布層之間,并通過超聲波焊接的方式將三個復合,形成一個整體;彈性膜具有良好的彈性,并且在超聲波焊接的過程中,彈性膜處于彈性拉伸的狀態,使得復合后的無紡布整體具有良好的彈性伸縮性能。
23、本發明的彈力綿柔布采用超聲波焊接進行復合,在超聲波焊接的過程中,不僅能夠將各層熔融粘結形成一個整體,而且,還能夠在熔融粘結的過程中,將彈性膜層貫通,形成密布的通孔部。
24、兩層無紡布層本身就具有彈性,而中間的彈性膜層開設有若干通孔部,使得彈性膜層也具有透氣性能,進而使得復合無紡布整體也具有良好的透氣性能。
技術特征:
1.一種彈力綿柔布,其特征在于,包括第一無紡布層(101)、第二無紡布層(102)和彈性膜層(103),所述彈性膜層(103)位于第一無紡布層(101)、第二無紡布層(102)之間,所述第一無紡布層(101)、所述第二無紡布層(102)和所述彈性膜層(103)之間超聲波焊接;
2.根據權利要求1所述的一種彈力綿柔布,其特征在于,所述彈性膜層(103)開設有若干通孔部(1031)。
3.根據權利要求1所述的一種彈力綿柔布,其特征在于,所述第一無紡布層(101)、第二無紡布層(102)和彈性膜層(103)之間的連接位置呈點狀分布,形成有若干點狀的焊接部(104)。
4.根據權利要求3所述的一種彈力綿柔布,其特征在于,所述彈性膜層(103)的焊接部(104)貫通,形成通孔部(1031)。
5.根據權利要求3所述的一種彈力綿柔布,其特征在于,所述焊接部(104)分為若干列,各列所述焊接部(104)沿彈力綿柔布的寬幅方向并排間隔分布;每列焊接部(104)中,各焊接部(104)沿彈力綿柔布的長度方向呈均勻間隔分布。
6.根據權利要求5所述的一種彈力綿柔布,其特征在于,沿所述彈力綿柔布的長度方向,在松弛狀態時,所述第一無紡布層(101)和第二無紡布層(102)在兩個相鄰焊接部(104)之間形成褶皺部(105)。
7.一種如權利要求1-6任一項所述彈力綿柔布的生產工藝,其特征在于,沿長度方向對彈性膜層(103)進行拉伸,彈性膜層(103)將彈性伸長;彈性拉伸的彈性膜層(103)與第一無紡布層(101)、第二無紡布層(102)相互層疊,而后進行超聲波焊接,彈性拉伸的彈性膜層(103)與第一無紡布層(101)、第二無紡布層將復合得到彈力綿柔布;
8.一種彈力綿柔布的生產裝置,其特征在于,包括第一放卷組件(1)、第二放卷組件(2)、成膜組件(3)、拉伸組件(4)、超聲波焊接組件(5)和收卷組件(8);
9.根據權利要求8所述的一種彈力綿柔布的生產裝置,其特征在于,所述超聲波焊接頭(523)設置有兩組,均位于支撐輥(51)的上部;每組超聲波焊接頭(523)均沿著支撐輥(51)的軸向方向均勻間隔設置,并且實現同步升降動作;兩組超聲波焊接頭(523)呈錯位分布;且同一組中,相鄰兩個超聲波焊接頭(523)的間隔寬度要小于超聲波焊接頭(523)的寬度。
10.根據權利要求(8)所述的一種彈力綿柔布的生產裝置,其特征在于,所述支撐輥(51)的外周形成有若干凸點(511)的紋理;
技術總結
本發明公開一種彈力綿柔布及生產工藝、生產裝置,包括第一無紡布層、第二無紡布層和彈性膜層,所述彈性膜層位于第一無紡布層、第二無紡布層之間,所述第一無紡布層、所述第二無紡布層和所述彈性膜層之間超聲波焊接;所述彈性膜層能夠彈性拉伸,在超聲波焊接過程中,彈性膜層處于拉伸狀態,所述彈力綿柔布能夠沿長度方向彈性伸縮,并具有松弛狀態和彈性拉伸狀態。本發明具有良好的彈性和透氣性,能夠滿足多方面的使用需求。
技術研發人員:胡立江
受保護的技術使用者:浙江漢維新材料科技有限公司
技術研發日:
技術公布日:2024/10/21
- 還沒有人留言評論。精彩留言會獲得點贊!