低壓大功率不等匝線圈的裝配方法與流程
本發明涉及電機制造,尤其是一種低壓大功率不等匝線圈的裝配方法。
背景技術:
1、對于低壓大功率電機而言,常見的問題是線圈匝數較少。現有技術下往往采用等匝線圈,每個線圈的匝數都是相同的。然而,在實際應用中,由于電機工作條件和性能需求的不同,需要調整線圈匝數以達到最優的性能表現。但是,在等匝線圈設計中,調整匝數往往面臨諸多困難,如設計復雜度增加、制造成本上升以及性能損失。
2、為了解決這一問題,目前的解決方式是采用調節鐵心長度的辦法來實現線圈匝數的調整。雖然這種方法在一定程度上可以實現匝數的變化,但同時也帶來了新的問題:調節鐵心長度需要增加或減少鐵心材料,導致材料的浪費,增加生產成本。
3、因此,研發一種低壓大功率不等匝線圈的裝配方法是迫在眉睫的。
技術實現思路
1、本申請人針對上述現有生產技術中的缺點,提供一低壓大功率不等匝線圈的裝配方法,從而解決低壓大功率電機定子線圈匝數的設置問題。
2、本發明所采用的技術方案如下:一種低壓大功率不等匝線圈的裝配方法,包括以下步驟:
3、步驟一:將多根漆包線組成線束一股并在繞線模具上從左邊依次向右連續繞制,繞線時將每極每相下的線圈作為一聯線圈,繞線模具上每槽內的匝數不相等;
4、步驟二:將線圈從繞線模具上拆下,對線圈匝數做標記,一聯線圈制作完成;
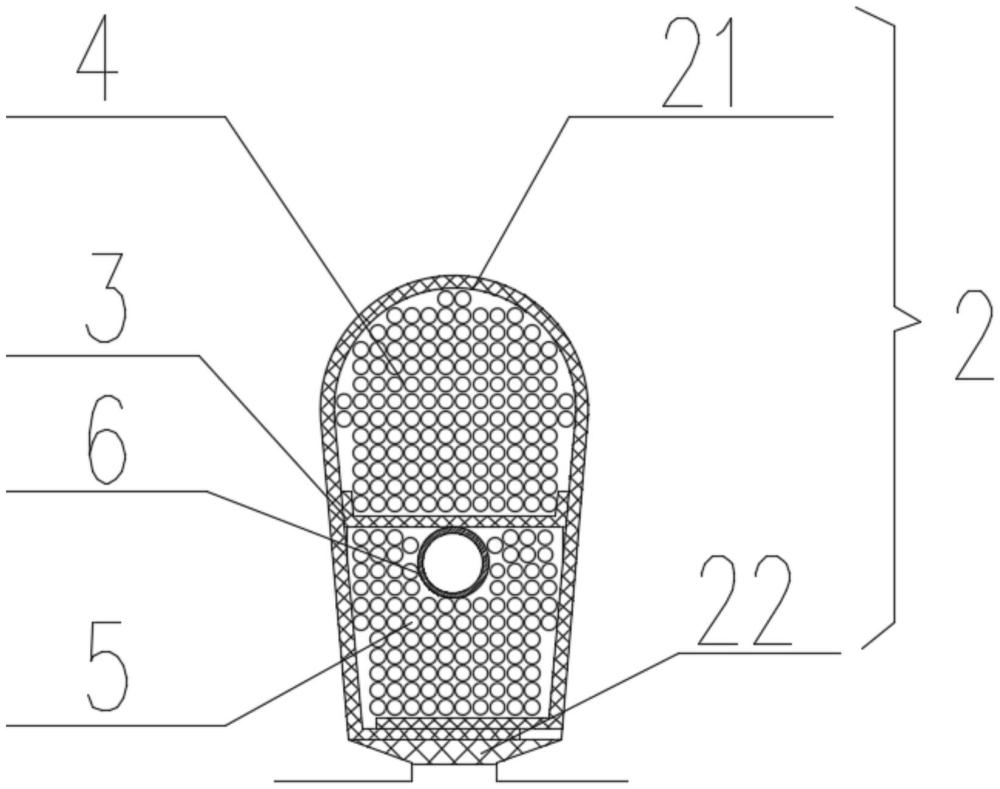
5、步驟三:在鐵心槽內放入槽底絕緣,槽底絕緣的兩端伸出鐵心;
6、步驟四:將一聯線圈的線圈下層邊依次放入槽內的最深處,直至槽內下層中全部槽的下層邊下完;
7、步驟五:槽內線圈匝數分為2n或2n+1,槽內線圈匝數為2n時在槽內墊入環氧玻璃布管;
8、步驟六:在鐵心槽的中部鋪設層間絕緣,層間絕緣完全蓋住槽內下層;
9、步驟七:在鐵心槽內的槽內上層下一聯線圈的線圈上層邊;
10、步驟八:下線完成,在鐵心槽的槽口打入槽楔,最終理順過橋線并綁扎壓型。
11、作為上述技術方案的進一步改進:
12、優選的,所述步驟一中的繞線模具的結構為:包括多個沿豎向排布的裝配板,多個裝配板之間通過裝配螺栓進行連接;每兩個裝配板之間形成繞線槽。
13、優選的,所述裝配板為六邊形結構,包括兩個相對的斜邊形成上端部,兩個相對的斜邊形成下端部以及兩側由直線部分形成側部。
14、優選的,所述步驟二中制作完成的一聯線圈的結構為:包括線圈下層邊、線圈上層邊和線圈引線,還在線圈上設置匝數標識。
15、優選的,所述線圈下層邊和線圈上層邊均為直線狀。
16、優選的,所述步驟三中槽底絕緣的兩端伸出鐵心的長度為2-5cm。
17、優選的,所述步驟五中的n是每個線圈匝數,n為整數。
18、優選的,所述步驟八中槽楔是磁性槽楔。
19、優選的,所述步驟八中下線完成后鐵心槽內上下層線圈匝數波動小于等于一匝。
20、本發明的有益效果如下:
21、本發明結構緊湊,裝配操作方便,本發明每極相組內的線圈匝數通過不同的排列,達到最大的槽占用率,同時使得每相繞組在每對極下,磁動勢沿著定子槽圓周呈現正弦規律分布,有效削弱了定子磁勢諧波,提升電機的效率;
22、本發明還具有以下優點:
23、本發明針對部分槽內空隙較大的情況,增設環氧玻璃布管進行層間填充,減少槽內空隙,使得電機的散熱效果提高。
技術特征:
1.一種低壓大功率不等匝線圈的裝配方法,其特征在于:
2.如權利要求1所述的低壓大功率不等匝線圈的裝配方法,其特征在于:所述步驟一中的繞線模具(8)的結構為:包括多個沿豎向排布的裝配板(81),多個裝配板(81)之間通過裝配螺栓(82)進行連接;
3.如權利要求2所述的低壓大功率不等匝線圈的裝配方法,其特征在于:所述裝配板(81)為六邊形結構,包括兩個相對的斜邊形成上端部,兩個相對的斜邊形成下端部以及兩側由直線部分形成側部。
4.如權利要求1所述的低壓大功率不等匝線圈的裝配方法,其特征在于:所述步驟二中制作完成的一聯線圈(7)的結構為:包括線圈下層邊(71)、線圈上層邊(72)和線圈引線(74),還在線圈上設置匝數標識(73)。
5.如權利要求4所述的低壓大功率不等匝線圈的裝配方法,其特征在于:所述線圈下層邊(71)和線圈上層邊(72)均為直線狀。
6.如權利要求1所述的低壓大功率不等匝線圈的裝配方法,其特征在于:所述步驟三中槽底絕緣(21)的兩端伸出鐵心的長度為2-5cm。
7.如權利要求1所述的低壓大功率不等匝線圈的裝配方法,其特征在于:所述步驟五中的n是每個線圈匝數,n為整數。
8.如權利要求1所述的低壓大功率不等匝線圈的裝配方法,其特征在于:所述步驟八中槽楔(22)是磁性槽楔。
9.如權利要求1所述的低壓大功率不等匝線圈的裝配方法,其特征在于:所述步驟八中下線完成后鐵心槽(2)內上下層線圈匝數波動小于等于一匝。
技術總結
本發明涉及一種低壓大功率不等匝線圈的裝配方法,屬于電機制造的技術領域。本發明利用繞線模具進行不等匝線圈的連續繞制,繞線時將每極每相下的線圈作為一聯線圈,繞線模具上每槽內的匝數不相等;繞制完成后通過在鐵心槽內下線,并針對槽滿率低的槽墊入環氧玻璃布管,減少槽內空隙,使得電機的散熱效果提高。本發明能解決低壓大功率電機定子線圈匝數的設置難題。
技術研發人員:劉松俊,王皓
受保護的技術使用者:瑪龍通電氣(無錫)有限公司
技術研發日:
技術公布日:2024/10/21
- 還沒有人留言評論。精彩留言會獲得點贊!