一種提升X射線管散熱性能的管芯組件以及管殼制造方法與流程
本發明涉及x射線管技術應用領域,具體涉及一種提升x射線管散熱性能的管芯組件以及管殼制造方法。
背景技術:
1、x射線管熱陰極產生自由電子,在高壓作用下,電子獲得120-160kv能量并轟擊陽極靶盤產生x射線,其中99%能量轉化為熱能,只有1%轉化為x射線進行向窗口進行輻射。在x射線管實際工作過程中,發射流強通常在百毫安量級,對應的熱功率為幾十千瓦。
2、傳統x射線管采用輻射換熱的方法,實現陽極靶盤熱量和管殼熱量之間的熱交換。對于玻璃管殼的x射線管,玻璃的熱輻射系數在0.9左右,無需進行特別的工藝處理即可實現高效輻射換熱,但玻璃殼的缺點是不具備剛性,易碎裂。對現在主流的金屬管殼,其通常為不銹鋼材料,具有良好的機械性能,但金屬的熱輻射系數只有0.01-0.1,無法實現高效的熱交換。為此,對管殼通常進行黑化處理,以提高其輻射換熱系數。
3、傳統的x射線管黑化涂層是氮化鋁或者fe304,輻射系數可以提升至0.85-0.9,和玻璃管殼接近。但實踐表明,由于x射線管工作過程中管殼的溫度達到200-400℃,管殼表面的黑化層存在脫落的現象,這會引起x射線管內部打火,ct整機被迫停機,嚴重影響了其使用效率。
4、現有技術中,專利名稱為“一種提高熱輻射系數的fe304涂層的制備方法及應用”,專利號為zl111153440a提出了一種雙層涂層,表層是fe304,里層是fe304-tio2復合材料,通過共沉淀、改性、混合等方法得到fe304-tio2混合粉,再電子束物理氣相沉積方法在管殼表面鍍10μm的fe304-tio2涂層,經過固化后在外部磁場作用下得到厚度1mm的fe304表涂層。上述復雜的工藝后實現了雙層涂層鍍在管殼內表面以避免涂層脫落的問題,其輻射系數標稱值0.94-0.95。
5、現有的采用噴涂方法對x射線管金屬管殼內部進行黑化,能顯著增強輻射換熱系數,但也給x射線管的穩定運行帶來隱患。實踐表明,報廢的管芯中,有相當比例是由于管殼表面黑化層脫落引起的打火。由于涂層涉及pvd鍍膜工藝,鍍膜過程中的溫度、真空度、電壓、膜厚度以及靶的大小等參數均會影響鍍膜質量,給管芯引入了潛在打火的風險。
6、由于x射線管在高溫、高壓、高真空、10g及以上離心載荷和電離輻射環境下運行,大多數鍍膜廠家沒有這類專用設備的鍍膜經驗,摸索鍍膜參數也是一個長期的過程,并且各種管殼尺寸的不同,鍍膜環境的不同,其參數也需要調整,這也給產品的穩定性帶來了隱患。
技術實現思路
1、為解決上述技術問題,本發明提供了一種提升x射線管散熱性能的管芯組件,通過在金屬管殼內壁釬焊散熱條,再進行管殼內壁表面粗糙化處理,提升x射線管散熱性能,另由于沒有引入涂層物質,從根本上避免了涂層脫落引起的管芯內部打火問題,并且工藝步驟比鍍膜過程更易控制,提高了x射線管運行的穩定性。
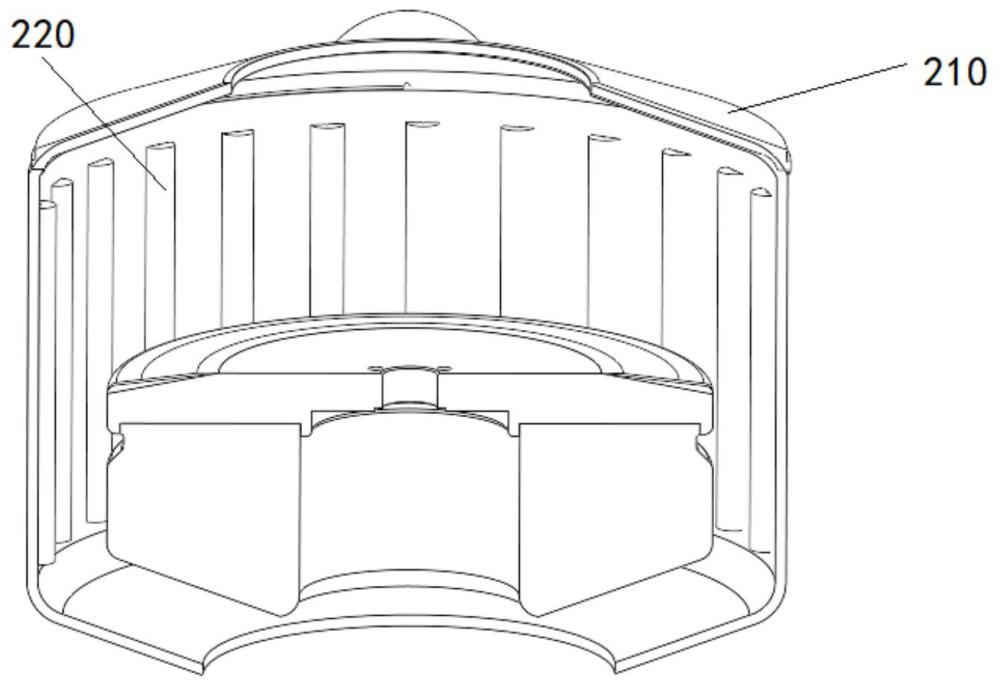
2、本發明的技術方案是:一種提升x射線管散熱性能的管芯組件,包括陰極組件、連接于所述陰極組件的殼體組件以及位于所述殼體組件內并沿著殼體組件軸向旋轉的陽極組件,所述殼體組件包括管殼,所述管殼內壁設有多個散熱條,多個所述散熱條將所述陽極組件圍合在管殼中間;
3、所述陰極組件對陽極組件發射電子束時,通過管殼以及散熱條對殼體組件內部散熱。
4、進一步的,所述散熱條的橫截面為正半圓或橢圓結構。
5、進一步的,所述散熱條的輻射散熱角為177°。
6、進一步的,所述散熱條沿著管殼的軸向曲面整列焊接于所述管殼內壁。
7、進一步的,所述散熱條靠近管殼內壁的背部設有焊接槽,所述焊接槽內設有焊料,通過所述焊料將所述散熱條與管殼內壁焊接。
8、進一步的,所述散熱條設有24個。
9、進一步的,相鄰所述散熱條之間的夾角為15°。
10、一種管殼制造方法,包括以下步驟:
11、步驟1、選擇與管殼高度相匹配的散熱條長度;
12、步驟2、使用銑刀在散熱條背部的長度方向銑出焊接槽,所述焊接槽的寬、高分別為1mm*1mm或0.5mm*0.5mm,所述焊接槽的長度等于所述散熱條的長度;
13、所述散熱條的貼合曲面與管殼的內壁曲面相同;
14、步驟3、將焊料放置于焊接槽內并用工裝固定;
15、步驟4、將管殼放入真空爐或氫爐中,加熱至800-1200℃,使焊料融化,利用毛細效應,焊料均勻鋪展在散熱條和管殼內壁的縫隙中;
16、步驟5、待冷卻后,對管殼內表面進行粗糙化處理。
17、進一步的,步驟1中,所述管殼和散熱條為無氧銅或彌散銅材料制成,使得管殼和散熱條的熱膨脹相同。
18、進一步的,步驟5中,粗糙化采用了噴砂工藝或激光照射工藝。
19、本發明的有益技術效果是:
20、1、散熱條采用曲面陣列配合表面粗糙化對x射線管金屬管殼進行處理,提升x射線管的散熱效率,并且從根本上解決了涂層脫落的問題,極大提高了設備的穩定性。
21、2、散熱條的截面為正半圓或橢圓結構,利用輻射角的作用,在靶盤和管殼進行熱交換時,實現多次反射疊加,配合表面粗糙化工藝,其散熱效果優于傳統的涂覆fe304工藝,模擬表明陽極靶盤的最高溫度下降了10%-15%。
22、3、采用釬焊曲面陣列代替傳統的噴涂工藝,成本大幅度降低,并且減少了涂層脫落引起管芯打火的風險。
23、上述說明僅是本發明技術方案的概述,為了能夠更清楚了解本發明的技術手段,并可依照說明書的內容予以實施,以下以本發明的較佳實施例并配合附圖詳細說明如后。
技術特征:
1.一種提升x射線管散熱性能的管芯組件,包括陰極組件、連接于所述陰極組件的殼體組件以及位于所述殼體組件內并沿著殼體組件軸向旋轉的陽極組件,其特征在于,所述殼體組件包括管殼,所述管殼內壁設有多個散熱條,多個所述散熱條將所述陽極組件圍合在管殼中間;
2.根據權利要求1所述的一種提升x射線管散熱性能的管芯組件,其特征在于,所述散熱條的橫截面為正半圓或橢圓結構。
3.根據權利要求2所述的一種提升x射線管散熱性能的管芯組件,其特征在于,所述散熱條的輻射散熱角為177°。
4.根據權利要求1所述的一種提升x射線管散熱性能的管芯組件,其特征在于,所述散熱條沿著管殼的軸向曲面整列焊接于所述管殼內壁。
5.根據權利要求4所述的一種提升x射線管散熱性能的管芯組件,其特征在于,所述散熱條靠近管殼內壁的背部設有焊接槽,所述焊接槽內設有焊料,通過所述焊料將所述散熱條與管殼內壁焊接。
6.根據權利要求1所述的一種提升x射線管散熱性能的管芯組件,其特征在于,所述散熱條設有24個。
7.根據權利要求6所述的一種提升x射線管散熱性能的管芯組件,其特征在于,相鄰所述散熱條之間的夾角為15°。
8.一種管殼制造方法,采用了權利要求1-7中任一項所述的一種提升x射線管散熱性能的管芯組件,其特征在于,包括以下步驟:
9.根據權利要求8所述的管殼制造方法,其特征在于,步驟1中,所述管殼和散熱條為無氧銅或彌散銅材料制成,使得管殼和散熱條的熱膨脹相同。
10.根據權利要求8所述的管殼制造方法,其特征在于,步驟5中,粗糙化采用了噴砂工藝或激光照射工藝。
技術總結
本發明公開了一種提升X射線管散熱性能的管芯組件以及管殼制造方法,包括陰極組件、連接于陰極組件的殼體組件以及位于殼體組件內并沿著殼體組件軸向旋轉的陽極組件,其特征在于,殼體組件包括管殼,管殼內壁設有多個散熱條,多個散熱條將陽極組件圍合在管殼中間;所述殼體組件的制造方法包括以下步驟:步驟1、選擇與管殼高度相匹配的散熱條長度;步驟2、使用銑刀在散熱條背部的長度方向銑出焊接槽;步驟3、將焊料放置于焊接槽內并用工裝固定;步驟4、將管殼放入真空爐或氫爐中,加熱至800?1200℃,使焊料融化,利用毛細效應,焊料均勻鋪展在散熱條和管殼內壁的縫隙中;步驟5、待冷卻后,對管殼內表面進行粗糙化處理。
技術研發人員:高斌,王少哲,潘峰,鄒建軍,李永明
受保護的技術使用者:昆山國力電子有限公司
技術研發日:
技術公布日:2024/10/21
- 還沒有人留言評論。精彩留言會獲得點贊!