一種汽車后視鏡線束剝皮打端子蘸錫插針組裝機的制作方法
本技術屬于汽車bsd盲點監測系統線束的精密組裝,特別涉及一種汽車后視鏡線束剝皮打端子蘸錫插針組裝機。
背景技術:
1、隨著科技的發展,汽車上擁有著越來越多的電子設備,連接這些設備的線束看著不起眼,它卻是一輛汽車的“神經系統”,汽車運行是否穩定、功能能否實現,全靠線束做支撐,線束質量不過關,可能導致汽車功能失靈甚至自燃,因此需要連接穩定可靠.即線纜具有可靠的防水,防塵,高穩定連接性能,而傳統的人工生產模式已無法滿足現代化大規模高精度高品質的生產需求,產品工藝的各個流程還處于單機治具生產模式,無法大規模高效生產,單機治具無法保持最優良的產品中轉狀態,產品在搬運程中會失去工作姿態,需要重復定位,并且人工無法做到快速切換料號,需要眾多輔助治具且無法智能防錯.?治具需要額外的廠房面積存放和保養,費時費力有品質隱患。
技術實現思路
1、本實用新型的目的在于提供一種汽車后視鏡線束剝皮打端子蘸錫插針組裝機,其優點是布局合理,操作方便靈活,節省人力成本,高效率多功能,兼容多料號,并避免造成額外損失的功能。
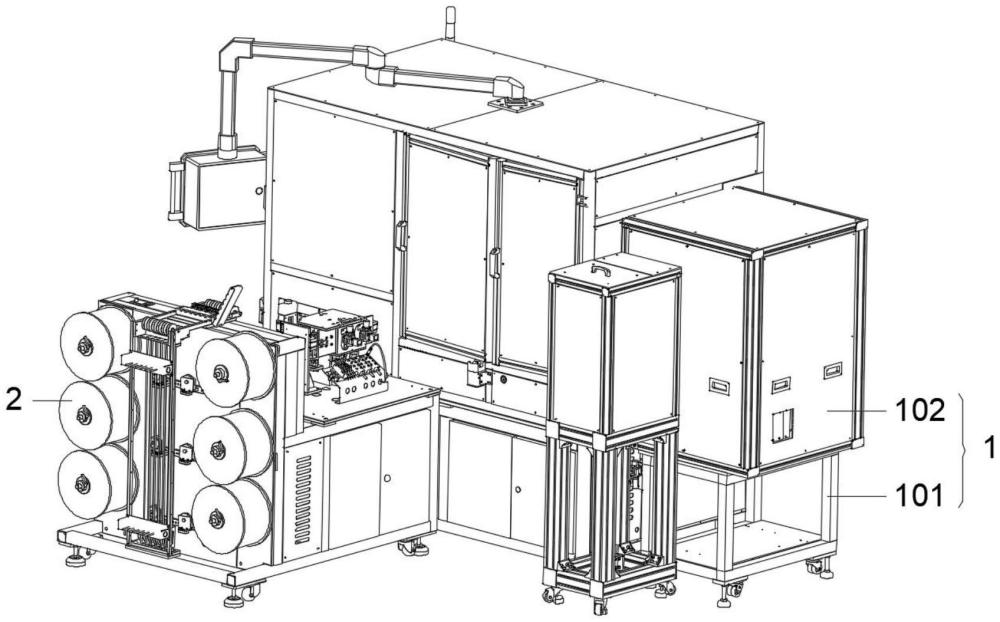
2、本實用新型的上述技術目的是通過以下技術方案得以實現的:一種汽車后視鏡線束剝皮打端子蘸錫插針組裝機,包括外殼結構,所述外殼結構包括底座和防護罩,所述底座的頂部分別設有送線機構、剝皮/蘸錫機構、打端子/搬運/ccd視覺檢測機構、塑殼裝載及載座搬運機構、插針機構和檢測/成品排出機構,所述送線機構包括放線機構和拉線機構,所述放線機構包括線卷旋轉機構、線卷和緩存機構,所述拉線機構包括線纜整平機構、送線伺服機構和送料伺服機構,所述剝皮/蘸錫機構包括裁切機構和沾錫機構,所述沾錫機構包括xy伺服移動模組、氣缸模組一、旋轉頭、錫爐和助焊劑回流機構,所述打端子/搬運/ccd視覺檢測機構包括打端子機構、搬運機構和ccd視覺檢測機構,所述打端子機構包括打端子機、打端子模具和伺服送料機構,所述塑殼裝載及載座搬運機構包括振動盤、四軸機械手機構和載座輸送機構,所述檢測/成品排出機包括檢測機構和成品排出機構。
3、采用上述技術方案:該汽車后視鏡線束剝皮打端子蘸錫插針組裝機,具有更合理的布局,設備操作方便靈活,節省人力成本,高效率多功能,兼容多料號,設備自檢產品防呆,換料號方便快捷,便于頻繁換料號的小批量訂單生產,采用了全自動化的生產方案對產品進行了精密組裝檢測,產量穩定高效,優良實用的進料出料,節約了大量的人力物力成本,采用兩面進料,中間處理,前邊出料的布局方式來完成設備的布局,精密穩定的組裝測試得以保證,產品的品質也能保持穩定。
4、本實用新型進一步設置為,所述線卷的數量為六個,所送料伺服機構的前端設有計量機構。
5、采用上述技術方案:通過線卷用于順訪存放線纜物料,計量機構通過旋轉編碼器原理來旋轉計量線纜長度。
6、本實用新型進一步設置為,所述裁切機構包括切剝刀和切斷刀,所述切剝刀的數量為兩個,所述錫爐包括錫池和自動送錫絲機構,所述氣缸模組一的輸出端與旋轉頭之間相互固定連接。
7、采用上述技術方案:通過兩把切剝刀和一把切斷刀,能夠實現線纜的切斷和線纜頭尾兩端的剝皮,錫爐通過錫池和自動送錫絲機構,實現自動補錫的功能,氣缸模組一的運行可以夾持線纜導引線頭沾助焊劑。
8、本實用新型進一步設置為,所述搬運機構包括滑軌導向機構、氣缸夾爪和旋轉夾爪,所述ccd視覺檢測機構包括ccd視覺檢測系統一和氣動夾爪。
9、采用上述技術方案:搬運機構通過可直線滑動的氣缸夾爪和滑軌導向機構,將線纜依次搬運。
10、本實用新型進一步設置為,所述載座輸送機構包括載座、循環金屬軌道和氣缸模組二。
11、采用上述技術方案:通過氣缸模組二對循環金屬軌道內的載座進行撥動移位,達到使載座依次完成裝載塑膠、插端子、檢測和成品線纜取出等功能。
12、本實用新型進一步設置為,所述插針機構并位于載座輸送機構的正上方,所述檢測/成品排出機并位于插針機構后側。
13、采用上述技術方案:通過插針機構、載座輸送機構、檢測/成品排出機相互配合使用。
14、本實用新型進一步設置為,所述四軸機械手機構包括ccd視覺檢測系統二和氣動吸嘴,所述插針機構包括xyz三軸移動機構和氣缸模組三。
15、采用上述技術方案:通過四軸機械手機構的氣動吸嘴去吸取符合搬運姿態的產品,插針機構通過氣缸模組三完成對端子和線纜的夾持,xyz三軸移動機構帶動線纜移動到載座上的塑殼位置,通過xyz三軸移動機構的移動完成線纜和塑殼插針動作。
16、本實用新型進一步設置為,所述檢測機構包括氣缸模組四、拉壓力傳感器、氣缸模組五和位置傳感器,所述成品排出機構包括移位氣缸、提升氣缸、夾爪氣缸和推料氣缸。
17、采用上述技術方案:通過氣缸模組四和一個拉壓力傳感器形成一個組合,用來檢測端子插入后的拔出力,而氣缸模組五和一個位置傳感器形成一個組合,用來完成端子插入后塑膠的鎖止附件組裝,并同時檢測端子插入深度,成品排出機構將通過夾爪氣缸夾取成品線纜,隨后通過提升氣缸提升到出料高度,再移位到放料位置,通過推料氣缸來達到分類排放的功能。
18、綜上所述,本實用新型具有以下有益效果:
19、本實用新型該汽車后視鏡線束剝皮打端子蘸錫插針組裝機,具有更合理的布局,設備操作方便靈活,節省人力成本,高效率多功能,兼容多料號,設備自檢產品防呆,換料號方便快捷,便于頻繁換料號的小批量訂單生產,采用了全自動化的生產方案對產品進行了精密組裝檢測,產量穩定高效,優良實用的進料出料,節約了大量的人力物力成本,采用兩面進料,中間處理,前邊出料的布局方式來完成設備的布局,精密穩定的組裝測試得以保證,產品的品質也能保持穩定。
技術特征:
1.一種汽車后視鏡線束剝皮打端子蘸錫插針組裝機,包括外殼結構(1),其特征在于:所述外殼結構(1)包括底座(101)和防護罩(102),所述底座(101)的頂部分別設有送線機構(2)、剝皮/蘸錫機構(3)、打端子/搬運/ccd視覺檢測機構(4)、塑殼裝載及載座搬運機構(5)、插針機構(6)和檢測/成品排出機構(7),所述送線機構(2)包括放線機構(201)和拉線機構(202),所述放線機構(201)包括線卷旋轉機構(2011)、線卷(2012)和緩存機構(2013),所述拉線機構(202)包括線纜整平機構(2021)、送線伺服機構(2022)和送料伺服機構(2023),所述剝皮/蘸錫機構(3)包括裁切機構(301)和沾錫機構(302),所述沾錫機構(302)包括xy伺服移動模組(3021)、氣缸模組一(3022)、旋轉頭(3025)、錫爐(3023)和助焊劑回流機構(3024),所述打端子/搬運/ccd視覺檢測機構(4)包括打端子機構(401)、搬運機構(402)和ccd視覺檢測機構(403),所述打端子機構(401)包括打端子機(4011)、打端子模具(4012)和伺服送料機構(4013),所述塑殼裝載及載座搬運機構(5)包括振動盤(501)、四軸機械手機構(502)和載座輸送機構(503),所述檢測/成品排出機包括檢測機構(701)和成品排出機構(702)。
2.根據權利要求1所述的一種汽車后視鏡線束剝皮打端子蘸錫插針組裝機,其特征在于:所述線卷(2012)的數量為六個,所送料伺服機構(2023)的前端設有計量機構(2024)。
3.根據權利要求1所述的一種汽車后視鏡線束剝皮打端子蘸錫插針組裝機,其特征在于:所述裁切機構(301)包括切剝刀(3011)和切斷刀(3012),所述切剝刀(3011)的數量為兩個,所述錫爐(3023)包括錫池(30231)和自動送錫絲機構(30232),所述氣缸模組一(3022)的輸出端與旋轉頭(3025)之間相互固定連接。
4.根據權利要求1所述的一種汽車后視鏡線束剝皮打端子蘸錫插針組裝機,其特征在于:所述搬運機構(402)包括滑軌導向機構(4021)、氣缸夾爪(4022)和旋轉夾爪(4023),所述ccd視覺檢測機構(403)包括ccd視覺檢測系統一(4031)和氣動夾爪(4032)。
5.根據權利要求1所述的一種汽車后視鏡線束剝皮打端子蘸錫插針組裝機,其特征在于:所述載座輸送機構(503)包括載座(5031)、循環金屬軌道(5032)和氣缸模組二(5033)。
6.根據權利要求1所述的一種汽車后視鏡線束剝皮打端子蘸錫插針組裝機,其特征在于:所述插針機構(6)并位于載座輸送機構(503)的正上方,所述檢測/成品排出機并位于插針機構(6)后側。
7.根據權利要求1所述的一種汽車后視鏡線束剝皮打端子蘸錫插針組裝機,其特征在于:所述四軸機械手機構(502)包括ccd視覺檢測系統二(5021)和氣動吸嘴(5022),所述插針機構(6)包括xyz三軸移動機構(601)和氣缸模組三(602)。
8.根據權利要求1所述的一種汽車后視鏡線束剝皮打端子蘸錫插針組裝機,其特征在于:所述檢測機構(701)包括氣缸模組四(7011)、拉壓力傳感器(7012)、氣缸模組五(7013)和位置傳感器(7014),所述成品排出機構(702)包括移位氣缸(7021)、提升氣缸(7022)、夾爪氣缸(7023)和推料氣缸(7024)。
技術總結
本技術公開了一種汽車后視鏡線束剝皮打端子蘸錫插針組裝機,應用在汽車BSD盲點監測系統線束的精密組裝技術領域,本技術通過所述外殼結構包括底座和防護罩,該汽車后視鏡線束剝皮打端子蘸錫插針組裝機,具有更合理的布局,設備操作方便靈活,節省人力成本,高效率多功能,兼容多料號,設備自檢產品防呆,換料號方便快捷,便于頻繁換料號的小批量訂單生產,采用了全自動化的生產方案對產品進行了精密組裝檢測,產量穩定高效,優良實用的進料出料,節約了大量的人力物力成本,采用兩面進料,中間處理,前邊出料的布局方式來完成設備的布局,精密穩定的組裝測試得以保證,產品的品質也能保持穩定。
技術研發人員:張猛
受保護的技術使用者:東莞市漢楚自動化科技有限公司
技術研發日:20231227
技術公布日:2024/10/21
- 還沒有人留言評論。精彩留言會獲得點贊!