一種基于標準組件及標準線程的通用編程方法及系統與流程
本發明涉及工業自動化,尤其涉及一種基于標準組件及標準線程的通用編程方法及系統。
背景技術:
1、隨著技術的不斷發展,各種類型的自動化設備層出不窮,自動化設備也發展為更加復雜的控制邏輯、要求更短時間的調試周期、更長時間的穩定運行、更低的后期升級維護難度,相應地,對電氣自動化編程人員也提出了更高的要求。
2、但是,當前的傳統的設備編程調試模式存在兩個問題,一是對標準組件的控制因人而異,每個工程師對標準組件的編程都不一樣,重復的步驟比較多,更復雜的項目需要頻繁的修改標準組件的控制程序,二是整機工藝流程的實現沒有統一的架構,面對復雜的控制邏輯和程序變量,使得編寫完成的程序在完成后只有作者理解,從而在后續設備程序的維護、升級、項目移交給其他人時,需要花大量的時間理解程序所表達的功能,費時費力。
技術實現思路
1、針對現有技術中存在的問題,本發明實施例提供一種基于標準組件及標準線程的通用編程方法及系統。
2、本發明實施例提供一種基于標準組件及標準線程的通用編程方法,包括:
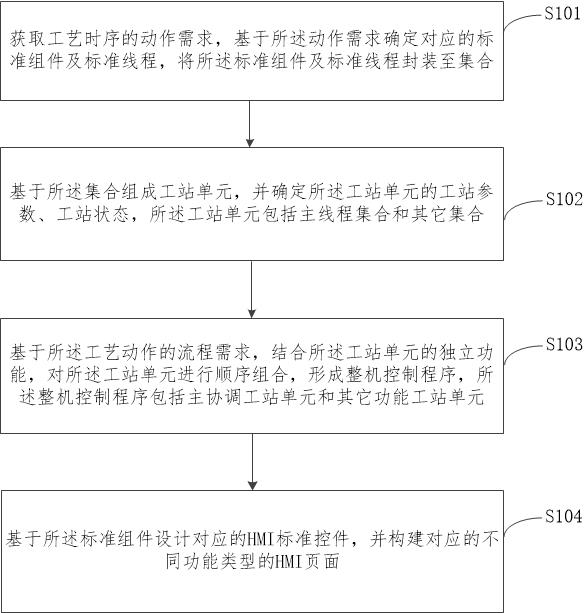
3、獲取工藝時序的動作需求,基于所述動作需求確定對應的標準組件及標準線程,將所述標準組件及標準線程封裝至集合;
4、基于所述集合組成工站單元,并創建所述工站單元的工站參數、工站狀態,所述工站單元包括主線程集合和其它集合;
5、基于所述工藝動作的流程需求,結合所述工站單元的獨立功能,對所述工站單元進行順序組合,形成整機控制程序,所述整機控制程序包括主協調工站單元和其它功能工站單元;
6、基于所述標準組件設計對應的hmi標準控件,并構建對應的不同功能類型的hmi頁面。
7、在其中一個實施例中,所述方法還包括:
8、所述標準組件的基本模型由指令接口、執行狀態、執行日志組成。
9、在其中一個實施例中,所述方法還包括:
10、所述標準線程基于所述基本模型,還包括控制接口,步序跳轉接口以及子程序接口,所述控制接口控制所述標準組件并監控標準組件的執行狀態,實現工藝時序的自動跳轉,所述子程序接口控制子程序的執行,并根據子程序的完成狀態,實現工藝時序的自動跳轉。
11、在其中一個實施例中,所述方法還包括:
12、基于所述工藝時序的動作需求,使用所述標準線程的命令結構控制標準組件,實現工藝步序的自動跳轉,并記錄所述工藝時序的執行日志信息。
13、在其中一個實施例中,所述方法還包括:
14、跳轉接口默認設置時,當標準線程檢測到所述標準組件的指令執行完成信號時,步序號加1,進入下一步序流程,當檢測到所述標準組件的指令執行異常信號時,取反步序號;
15、跳轉接口特定設置時,當標準線程檢測到所述標準組件的指令執行完成信號,且設置了下一步的步序號時,跳轉至設置的步序號,當檢測到所述調用標準組件的指令執行異常信號,且設置了異常步序后時,跳轉至設置的異常步序號;
16、當檢測到標準組件的調用子流程的指令執行完成信號時,步序號加1。
17、在其中一個實施例中,所述方法還包括:
18、基本頁面、自動頁面、手動頁面、出廠頁面、參數頁面、監控頁面、彈窗頁面。
19、本發明實施例提供一種基于標準組件及標準線程的通用編程系統,包括:
20、集合模塊,用于獲取工藝時序的動作需求,基于所述動作需求確定對應的標準組件及標準線程,將所述標準組件及標準線程封裝至集合;
21、工站模塊,用于基于所述集合組成工站單元,并確定所述工站單元的工站參數、工站狀態,所述工站單元包括主線程集合和其它集合;
22、整機模塊,用于基于所述工藝動作的流程需求,結合所述工站單元的獨立功能,對所述工站單元進行順序組合,形成整機控制程序,所述整機控制程序包括主協調工站單元和其它功能工站單元;
23、頁面模塊,用于基于所述標準組件設計對應的hmi標準控件,并構建對應的不同功能類型的hmi頁面。
24、鑒于上述,在本說明書一個或多個實施例中,獲取工藝時序的動作需求,基于動作需求確定對應的標準組件及標準線程,將標準組件及標準線程封裝至集合;基于集合組成工站單元,并創建工站單元的工站參數、工站狀態,工站單元包括主線程集合和其它集合;基于工藝動作的流程需求,結合工站單元的獨立功能,對工站單元進行順序組合,形成整機控制程序,整機控制程序包括主協調工站單元和其它功能工站單元;基于標準組件設計對應的hmi標準控件,并構建對應的不同功能類型的hmi頁面。這樣能夠對底層的執行件,即標準組件的對應流程進行標準化,以及對工藝流程進行標準化,從而降低了工程師的理解時長,也降低了工程師操作時的人機交互量。
技術特征:
1.一種基于標準組件及標準線程的通用編程方法,其特征在于,包括:
2.根據權利要求1所述的基于標準組件及標準線程的通用編程方法,其特征在于,所述方法還包括:
3.根據權利要求2所述的基于標準組件及標準線程的通用編程方法,其特征在于,所述方法還包括:
4.根據權利要求1所述的基于標準組件及標準線程的通用編程方法,其特征在于,所述方法還包括:
5.根據權利要求4所述的基于標準組件及標準線程的通用編程方法,其特征在于,所述工藝步序的自動跳轉包括:
6.根據權利要求1所述的基于標準組件及標準線程的通用編程方法,其特征在于,所述hmi頁面,包括:
7.一種基于標準組件及標準線程的通用編程系統,其特征在于,所述系統包括:
技術總結
本發明實施例提供一種基于標準組件及標準線程的通用編程方法及系統,所述方法包括:獲取工藝時序的動作需求,基于動作需求確定對應的標準組件及標準線程,將標準組件及標準線程封裝至集合;基于集合組成工站單元,并創建工站單元的工站參數、工站狀態,工站單元包括主線程集合和其它集合;基于整機工藝動作的流程需求,結合工站單元的獨立功能,對工站單元進行順序組合,形成整機控制程序,整機控制程序包括主協調工站單元和其它功能工站單元;基于標準組件設計對應的HMI標準控件,并構建對應的不同功能類型的HMI頁面。
技術研發人員:李俊鋒,周忠玲
受保護的技術使用者:杭州景志自動化科技有限公司
技術研發日:
技術公布日:2024/10/21
- 還沒有人留言評論。精彩留言會獲得點贊!