一種非完全回套工裝下的產品機加基準提取方法與流程
本發明涉及一種非完全回套工裝下的產品機加領域,特別涉及一種非完全回套工裝下的產品機加基準提取方法。
背景技術:
1、復合材料產品外形精度直接影響飛機等整機產品的可靠性、安全性,是決定產品整體質量的關鍵環節。由于復材零件在膠接工裝脫模后產生變形,難以完全回套膠接工裝,導致無法利用數控機床對復材零件外型面進行精修,即欠基準。此外,配合數字化測量設備的測量數據進行人工打磨精修,容易出現外型面超差的情況。
2、在《某高精度星載主反射面天線制備工藝》中,王磊等人提到了一種通過旋轉和平移將主反射面基準轉移到成型模具基準孔的方法,以基準轉換后模具基準孔作為基準組合機加工,得到了更好的裝配精度。但是這種方法需要在產品凹面型面精度滿足技術指標的前提下,且只針對某種特定形狀,無法解決復雜形狀零件數控加工中的欠基準問題。
技術實現思路
1、發明目的
2、本發明要解決的技術問題主要有:
3、本發明的目的在于提供一種非完全回套工裝下的產品機加基準提取方法,以解決上述背景技術中提出的問題。
4、(1)變形零件難以完全回套工裝,導致無法利用數控機床對變形零件外型面進行精修,即欠基準。
5、(2)配合數字化測量設備的測量數據進行人工打磨精修,容易出現外型面超差。
6、技術方案
7、請參閱圖1-2,為實現上述目的,本發明提供如下技術方案:
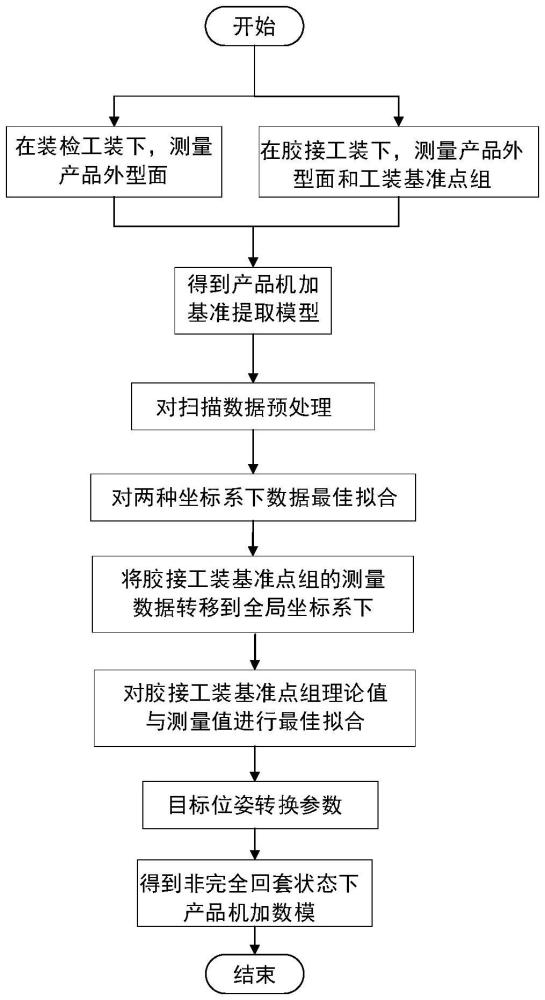
8、一種非完全回套工裝下的產品機加基準提取方法,首先獲取產品機加基準提取模型:
9、步驟1.1:使用數字化測量設備獲取要進行返修產品的外型面在全局坐標系下的測量數據;
10、步驟1.2:將返修產品非完全回套工裝,得到返修產品的外型面和工裝基準點組在數字化測量設備坐標系下的測量數據,從而得到產品機加基準提取模型。
11、然后將全局坐標系和數字化測量設備坐標系兩種坐標系下的外型面測量數據進行最佳擬合,步驟包括:
12、步驟2.1:對掃描數據預處理,包括點云數據去噪、點云數據精簡和點云數據分塊。在點云數據去噪方面,選中去除偏離物體外形的噪點即可;在點云數據精簡方面,采用基于網格的簡化算法;在點云數據分塊方面,采用基于邊界特征的方法實現模型分解。
13、步驟2.2:將處理好的全局坐標系和數字化測量設備坐標系下外型面掃描數據利用數據配準算法進行最佳擬合,得到位姿轉換參數。
14、最后依據最佳擬合的位姿轉換參數,結合工裝基準點組特征實測數據和理論數據進行機加基準提取包括:
15、步驟3.1:利用最佳擬合的位姿轉換參數,將工裝基準點組在數字化測量設備坐標系下的測量數據轉移到全局坐標系下。
16、步驟3.2:將工裝基準點理論值與工裝基準點在全局坐標系下的實際坐標使用多點擬合算法進行擬合,得到目標位姿轉換參數。最終將完全回套狀態下的產品機加數模按照此目標位姿轉換參數進行位姿變換,即得到非完全回套狀態下的產品機加數模。
17、進一步的,所述機加基準提取方法適用于各種復雜曲面。例如凹面型面,凸起形面或者其他不規則形面的基準提取。
18、進一步的,所述數字化測量設備包括激光跟蹤儀、三維激光掃描儀。
19、進一步的,所述獲取全局坐標系下的測量數據,可采用工裝的基準點進行坐標轉換,此坐標轉換在測量過程中可以通過使用測量軟件自動完成。
20、進一步的,所述點云數據配準算法包括icp迭代最近點算法。
21、進一步的,所述多點擬合算法包括三點法、加權最小二乘法、四元數法、奇異值分解法。
22、進一步的,若全局坐標系和數字化測量設備坐標系的復雜曲面數據最佳擬合結果差,說明整個產品回套工裝時已經變形。
23、進一步的,本發明適用于剛性較強的產品,回套工裝產生的型面變形應低于機加工精度要求的四分之一。
24、進一步的,所述的產品機加基準提取方法,用于復合材料產品外形加工。
25、技術效果
26、與現有技術相比,本發明的有益效果是:本發明一種非完全回套工裝下的產品機加基準提取方法,在構建機加基準提取模型的基礎上,結合工裝基準點組特征實測數據和理論數據,來獲得非完全回套工裝下的產品機加基準,這提高了產品外型面的精度控制能力。該方法脫離理論數模的束縛,以實測數據建立機加基準提取模型,適合各種變形零件無法完全回套工裝下提取機加基準,能夠有效保證外型面加工精度。該發明為變形零件無法獲取數控加工基準提供新的方法和思路,可以將其應用在火箭、飛機、汽車產品的機加過程中。
技術特征:
1.一種非完全回套工裝下的產品機加基準提取方法,其特征在于,首先獲取產品機加基準提取模型:
2.如權利要求1所述的方法,其特征在于,所述機加基準提取方法適用于各種復雜曲面。
3.如權利要求2所述的方法,其特征在于,所述數字化測量設備包括激光跟蹤儀、三維激光掃描儀。
4.如權利要求3所述的方法,其特征在于,所述獲取全局坐標系下的測量數據,可采用工裝的基準點進行坐標轉換,此坐標轉換在測量過程中可以通過使用測量軟件自動完成。
5.如權利要求4所述的方法,其特征在于,所述點云數據配準算法包括icp迭代最近點算法。
6.如權利要求5所述的方法,其特征在于,所述多點擬合算法包括三點法、加權最小二乘法、四元數法、奇異值分解法。
7.如權利要求6所述的方法,其特征在于,若全局坐標系和數字化測量設備坐標系的復雜曲面數據最佳擬合結果差,說明整個產品回套工裝時已經變形。
8.如權利要求1所述的方法,其特征在于,所述方法適用于剛性較強的產品,回套工裝產生的型面變形應低于機加工精度要求的四分之一。
9.一種非完全回套工裝,其特征在于,采用了如權利要求1所述的產品機加基準提取方法。
10.如權利要求1所述的產品機加基準提取方法,其特征在于,用于復合材料產品外形加工。
技術總結
本發明涉及一種非完全回套工裝下的產品機加領域,特別涉及一種非完全回套工裝下的產品機加基準提取方法。在構建機加基準提取模型的基礎上,結合工裝基準點組特征實測數據和理論數據,來獲得非完全回套工裝下的產品機加基準,這提高了產品外型面的精度控制能力。該方法脫離理論數模的束縛,以實測數據建立機加基準提取模型,適合各種變形零件無法完全回套工裝下提取機加基準,能夠有效保證外型面加工精度。該發明為變形零件無法獲取數控加工基準提供新的方法和思路,可以將其應用在火箭、飛機、汽車產品的機加過程中。
技術研發人員:牛振,張波,劉華秋
受保護的技術使用者:中國航空工業集團公司濟南特種結構研究所
技術研發日:
技術公布日:2024/10/21
- 還沒有人留言評論。精彩留言會獲得點贊!