基于焊縫監測的電焊機節能控制系統的制作方法
本申請涉及電焊焊接技術相關領域,具體涉及基于焊縫監測的電焊機節能控制系統。
背景技術:
1、在現代工業制造領域,焊接技術扮演著至關重要的角色,其應用范圍覆蓋了汽車、航空航天、船舶、建筑等多個行業,隨著對焊接質量要求的不斷提高,尤其是在大規模、連續性的焊接生產中,焊縫監測技術的重要性也日益凸顯,然而傳統的基于焊縫監測的電焊機節能控制主要是通過焊接電流、電壓等參數的設定和調整來實現節能,在面對焊接過程中的環境變化、設備磨損等因素時,其焊縫監測結果的準確性和可靠性難以保證,并且人工監測的效率低下,無法滿足大規模、高效率焊接生產的需求,從而影響到焊接質量和能源消耗。
2、因此,現階段電焊機節能控制相關技術中,存在焊接過程的焊縫監測結果不精準,導致電焊機調整焊接參數不夠實時、準確,使得電焊機能源消耗高、焊接效率低的技術問題。
技術實現思路
1、本申請通過提供基于焊縫監測的電焊機節能控制系統,采用維度聯合尋優、建立數字控制器等技術手段,解決了現有電焊機節能控制存在的焊接過程的焊縫監測結果不精準,導致電焊機調整焊接參數不夠實時、準確,使得電焊機能源消耗高、焊接效率低的技術問題,達到了電焊機自動調整焊接參數、降低能源消耗及提高焊接效率的技術效果。
2、本申請提供基于焊縫監測的電焊機節能控制系統,所述系統包括:初始控制方案確定模塊,所述初始控制方案確定模塊基于目標構件的焊接標準與電焊機工作參數,確定初始控制方案,所述初始控制方案為周期動態方案;維度聯合節能尋優模塊,所述維度聯合節能尋優模塊用于以方案參控維度與外部介入維度為基準,以所述焊接標準為約束,進行維度聯合節能尋優,確定預控制方案;數字控制器建立模塊,所述數字控制器建立模塊基于數字控制功能,建立可編程控制模組,進行模組協同性連通與上位器統籌,建立數字控制器,其中,所述可編程控制模組基于功能邏輯程序配置,內置有指令查找表;電焊機制動控制模塊,所述電焊機制動控制模塊用于建立所述數字控制器與智能中控系統的通信連接,將所述預控制方案下放至所述數字控制器,進行電焊機制動控制;異常控制決策模塊,所述異常控制決策模塊用于同步進行電焊監測,以焊縫質量與控制能耗為基準,進行異常控制決策,定位預調控制點;電焊反饋控制模塊,所述電焊反饋控制模塊基于所述預調控制點,響應于所述數字控制器,進行電焊反饋控制。
3、在可能的實現方式中,所述維度聯合節能尋優模塊,還執行以下處理:基于所述焊接標準,確定尋優約束空間;以控制參數為第一尋優維度,以外部介入調控為第二尋優維度,以低能耗為目標,基于所述尋優約束空間進行迭代尋優,確定滿足收斂條件的所述周期動態方案,其中尋優原則為優向迭代與劣向回退。
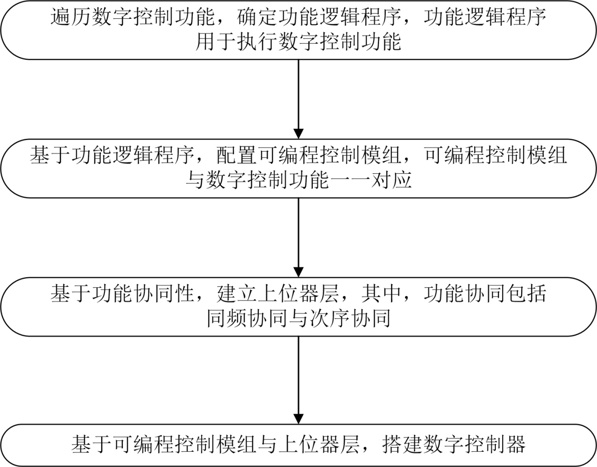
4、在可能的實現方式中,所述數字控制器建立模塊,還執行以下處理:遍歷所述數字控制功能,確定功能邏輯程序,所述功能邏輯程序用于執行數字控制功能;基于所述功能邏輯程序,配置所述可編程控制模組,所述可編程控制模組與所述數字控制功能一一對應;基于功能協同性,建立上位器層,其中,功能協同包括同頻協同與次序協同;基于所述可編程控制模組與所述上位器層,搭建所述數字控制器。
5、在可能的實現方式中,所述數字控制器建立模塊,還執行以下處理:所述上位器層包括至少一個上位器;對所述可編程控制模組與所述上位器層進行通道連通,生成可編程門陣列;遍歷所述可編程門陣列,基于指令查找表進行配置訓練,生成所述數字控制器,所述指令查找表用于輔助進行指令邏輯匹配-邏輯運算處理-控制信號的執行。
6、在可能的實現方式中,所述數字控制器建立模塊,還執行以下處理:確定所述數字控制器的調整維度,包括基于控制需求變遷的第一調整維度,基于能耗趨勢超限的第二調整維度與基于外源輔助介入的第三調整維度;基于所述調整維度,對所述數字控制器進行重配置管理與新增管理。
7、在可能的實現方式中,所述數字控制器建立模塊,還執行以下處理:設定空載管理原則,所述空載管理原則為基于預設空載時長的停電管控;基于所述空載管理原則,配置空載管理模塊;將所述空載管理模塊加裝至所述數字控制器。
8、在可能的實現方式中,所述異常控制決策模塊,還執行以下處理:確定多級預設步長,所述多級預設步長的鄰級間隔一致;基于所述多級預設步長,逐次序進行隨機步長等級的確定,定位分布于焊縫的檢測焊點;以所述檢測焊點為基準,基于回傳的電焊監測數據,進行電焊質量檢測與異常控制決策。
9、在可能的實現方式中,所述異常控制決策模塊,還執行以下處理:基于電焊監測數據,進行實時能耗超限判定,確定第一判定結果;若所述第一判定結果超限,結合前步能耗判定結果,進行能耗趨勢判定,確定第二判定結果;若所述第一判定結果超限,且所述第二判定結果為能耗增向,進行異常控制決策。
10、擬通過本申請提出的基于焊縫監測的電焊機節能控制系統,基于目標構件的焊接標準與電焊機工作參數,確定初始控制方案;以方案參控維度與外部介入維度為基準,以焊接標準為約束,進行維度聯合節能尋優;基于數字控制功能,建立可編程控制模組,進行模組協同性連通與上位器統籌,建立數字控制器;建立數字控制器與智能中控系統的通信連接,將預控制方案下放至數字控制器,進行電焊機制動控制;同步進行電焊監測,以焊縫質量與控制能耗為基準,進行異常控制決策,定位預調控制點;基于預調控制點,響應于數字控制器,進行電焊反饋控制。解決了現有電焊機節能控制存在的焊接過程的焊縫監測結果不精準,導致電焊機調整焊接參數不夠實時、準確,使得電焊機能源消耗高、焊接效率低的技術問題,達到了電焊機自動調整焊接參數、降低能源消耗及提高焊接效率的技術效果。
技術特征:
1.基于焊縫監測的電焊機節能控制系統,其特征在于,所述系統包括:
2.如權利要求1所述的基于焊縫監測的電焊機節能控制系統,其特征在于,所述維度聯合節能尋優模塊,執行的步驟包括:
3.如權利要求1所述的基于焊縫監測的電焊機節能控制系統,其特征在于,所述數字控制器建立模塊,執行的步驟包括:
4.如權利要求3所述的基于焊縫監測的電焊機節能控制系統,其特征在于,所述數字控制器建立模塊,執行的步驟包括:
5.如權利要求4所述的基于焊縫監測的電焊機節能控制系統,其特征在于,所述數字控制器建立模塊之后,執行的步驟包括:
6.如權利要求1所述的基于焊縫監測的電焊機節能控制系統,其特征在于,所述系統執行的步驟還包括:
7.如權利要求1所述的基于焊縫監測的電焊機節能控制系統,其特征在于,所述異常控制決策模塊,執行的步驟包括:
8.如權利要求1所述的基于焊縫監測的電焊機節能控制系統,其特征在于,所述異常控制決策模塊,執行的步驟包括:
技術總結
本發明公開了一種基于焊縫監測的電焊機節能控制系統,涉及電焊焊接技術領域,該系統包括:確定初始控制方案;以方案參控維度與外部介入維度為基準,以焊接標準為約束,進行維度聯合節能尋優;建立可編程控制模組,建立數字控制器;建立數字控制器與智能中控系統的通信連接,進行電焊機制動控制;以焊縫質量與控制能耗為基準,進行異常控制決策,定位預調控制點;基于預調控制點,響應于數字控制器,進行電焊反饋控制。解決了現有電焊機節能控制存在的焊接過程的焊縫監測結果不精準,導致電焊機調整焊接參數不夠實時、準確,使得電焊機能源消耗高、焊接效率低的技術問題,達到了電焊機自動調整焊接參數、降低能源消耗及提高焊接效率的技術效果。
技術研發人員:范陳杰
受保護的技術使用者:江蘇拓爾奇光電技術有限公司
技術研發日:
技術公布日:2024/10/21
- 還沒有人留言評論。精彩留言會獲得點贊!