鋼管直徑預檢裝置及方法
本發明涉及機械、鋼管直徑自動測量,特別涉及一種鋼管直徑預檢裝置及方法。
背景技術:
1、目前,各個鋼管生產企業對鋼管管端周長、直徑、橢圓度、壁厚等測量絕大多數是人工利用一定的測量工具進行手動測量,測量后將測量數據輸入電腦或者手寫至表格,自動化程度不高,不需要鋼管直徑預檢裝置。隨著自動化程度的提高,有些鋼管生產企業采用機器人自動化管徑測量裝置對鋼管管端直徑周長、直徑、橢圓度、壁厚等參數進行自動測量。由于生產過程中存在不同直徑鋼管混檢的情況,如果是人工檢測,不會存在撞擊或者損壞測量設備的危險,但如果采用的是機器人自動化管徑測量裝置,就必須要采用必要的手段或者儀器設備,對擺放到測量工位的鋼管直徑進行預檢,以確保被檢測鋼管直徑與機器人自動化管徑測量裝置中設定的鋼管直徑為同一規格。如果沒有鋼管直徑的預檢裝置,機器人自動化管徑測量裝置的測量工作將存在較大碰撞甚至是損壞的風險。因此,機器人自動化管徑測量裝置的可靠工作迫切需要一種能夠對被放置到檢測工位的鋼管直徑進行預檢的裝置。
技術實現思路
1、本發明的目的在于提供一種鋼管直徑預檢裝置及方法,解決了實際鋼管生產中不同直徑鋼管混檢給機器人自動化管徑測量裝置帶來的碰撞甚至是損壞的安全問題。本發明在機器人自動化管徑測量裝置對鋼管管端周長、橢圓度、壁厚等參數進行自動測量之前對鋼管直徑預檢測,提高了機器人自動化管徑測量裝置運行的安全性。
2、本發明的上述目的通過以下技術方案實現:
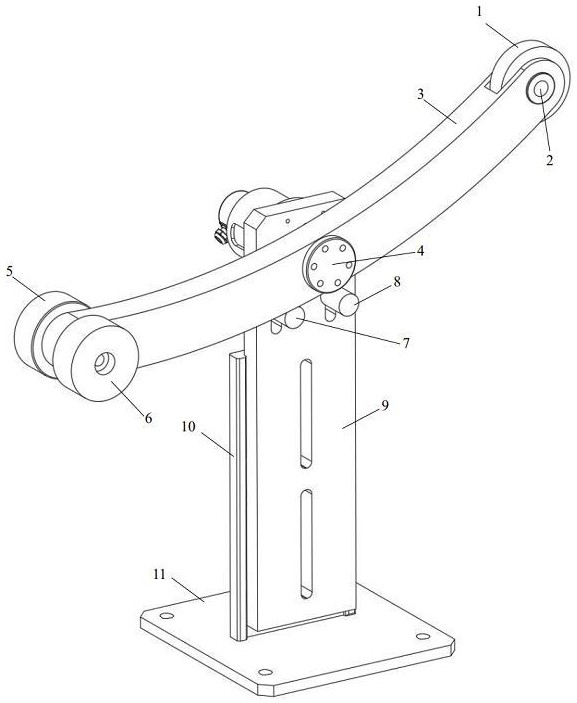
3、鋼管直徑預檢裝置,滾輪1通過軸2安裝于滾輪支架3的一端,滾輪支架3繞法蘭軸4旋轉,法蘭軸4穿過鋁板9中的軸承,法蘭軸4另一端通過聯軸器13與單圈絕對值編碼器14的軸連接并同步運轉,單圈絕對值編碼器14通過法蘭件12固定于鋁板9;滾輪支架3另一端裝有配重件一5、配重件二6,沒有被測量鋼管壓下滾輪1的狀態下,滾輪支架3傾斜于配重件一5、配重件二6側;鋁板9與鐵板件10固定連接,鋁板9上加工有長孔,便于調節鋁板9與底座11之間的距離,鐵板件10與底座11焊接固定,通過底座11將鋼管直徑預檢裝置安裝于鋼管15下方,鋼管15擺放于v型支架16上,限位件一7、限位件二8限制滾輪支架3繞法蘭軸4旋轉時的極限位置。
4、采用單圈絕對值編碼器14作為檢測元件。
5、所述的鋼管15擺放于v型支架16上,限位件一7、限位件二8限制滾輪支架3繞法蘭軸4旋轉時的極限位置。
6、本發明的另一目的在于提供一種鋼管直徑預檢方法,不同直徑的鋼管擺放于v型支架16上,鋼管外表面與滾輪1接觸后,滾輪支架3繞法蘭軸4旋轉角度不同,因此,通過聯軸器13連接的單圈絕對值編碼器14的軸轉角也不相同;測量使用之前,首先將生產規格中各種直徑的鋼管分別擺放到v型支架16上,以表格形式記錄鋼管的直徑及對應的單圈絕對值編碼器14的輸出值,并保存起來作為參考基準;測量使用時,當待檢測鋼管擺放到v型支架16上,系統讀取單圈絕對值編碼器數值,通過查詢已經保存的表格,得到待檢測鋼管的預檢直徑;將測量得到的預檢直徑與機器人自動管徑測量裝置設定的鋼管直徑進行對比,判斷放置到v型支架16上的待檢鋼管直徑是否符合自動檢測鋼管直徑要求。
7、本發明的有益效果在于:本發明提供的鋼管直徑預檢裝置及方法,對v型臺架上的鋼管直徑預檢測,構思新穎,結構簡單,實用性強,能夠在機器人鋼管直徑自動測量裝置對鋼管管端周長、橢圓度、壁厚等參數進行自動測量前對鋼管直徑進行預檢測,提高了機器人鋼管直徑自動測量裝置運行安全性。
技術特征:
1.一種鋼管直徑預檢裝置,其特征在于:滾輪(1)通過軸(2)安裝于滾輪支架(3)的一端,滾輪支架(3)繞法蘭軸(4)旋轉,法蘭軸(4)穿過鋁板(9)中的軸承,法蘭軸(4)另一端通過聯軸器(13)與單圈絕對值編碼器(14)的軸連接并同步運轉,單圈絕對值編碼器(14)通過法蘭件(12)固定于鋁板(9);滾輪支架(3)另一端裝有配重件一(5)、配重件二(6),沒有被測量鋼管壓下滾輪(1)的狀態下,滾輪支架(3)傾斜于配重件一(5)、配重件二(6)側;鋁板(9)與鐵板件(10)固定連接,鋁板(9)上加工有長孔,便于調節鋁板(9)與底座(11)之間的距離,鐵板件(10)與底座(11)焊接固定,通過底座(11)將鋼管直徑預檢裝置安裝于鋼管(15)下方。
2.根據權利要求1所述的鋼管直徑預檢裝置,其特征在于:采用單圈絕對值編碼器(14)作為檢測元件。
3.根據權利要求1所述的鋼管直徑預檢裝置,其特征在于:所述的鋼管(15)擺放于v型支架(16)上,限位件一(7)、限位件二(8)限制滾輪支架(3)繞法蘭軸(4)旋轉時的極限位置。
4.一種利用權利要求1或2或3所述的鋼管直徑預檢裝置實現的鋼管直徑預檢方法,其特征在于:不同直徑的鋼管擺放于v型支架(16)上,鋼管外表面與滾輪(1)接觸后,滾輪支架(3)繞法蘭軸(4)旋轉角度不同,因此,通過聯軸器(13)連接的單圈絕對值編碼器(14)的軸轉角也不相同;測量使用之前,首先將生產規格中各種直徑的鋼管分別擺放到v型支架16上,以表格形式記錄鋼管的直徑及對應的單圈絕對值編碼器(14)的輸出值,并保存起來作為參考基準;測量使用時,當待檢測鋼管擺放到v型支架(16)上,系統讀取單圈絕對值編碼器數值,通過查詢已經保存的表格,得到待檢測鋼管的預檢直徑;將測量得到的預檢直徑與機器人自動管徑測量裝置設定的鋼管直徑進行對比,判斷放置到v型支架(16)上的待檢鋼管直徑是否符合自動檢測鋼管直徑要求。
技術總結
本發明涉及一種鋼管直徑預檢裝置及方法,機械及鋼管直徑自動測量技術領域。將不同直徑鋼管擺放于V型支架上,鋼管外表面與滾輪接觸后滾輪支架繞法蘭軸旋轉角度不同,因此,通過聯軸器連接的單圈絕對值編碼器的軸轉角也不相同,將某一直徑范圍的鋼管分別擺放到V型支架上,記下單圈絕對值編碼器輸出值,利用這些數值,可以對放置到V型支架上的鋼管直徑進行預檢,預檢到的鋼管直徑與機器人自動管徑測量裝置設定的鋼管直徑進行對比,即可判斷放置到V型支架上的鋼管直徑是否合格,可以在機器人鋼管直徑自動測量裝置對鋼管管端周長、橢圓度、壁厚等參數進行自動測量前對鋼管直徑預檢測,提高機器人鋼管直徑自動測量裝置運行安全性。
技術研發人員:毛亞芬
受保護的技術使用者:平頂山學院
技術研發日:
技術公布日:2024/10/21
- 還沒有人留言評論。精彩留言會獲得點贊!