一種基于振動信號的砂輪動平衡調整系統的制作方法
本技術涉及砂輪動平衡,具體為一種基于振動信號的砂輪動平衡調整系統。
背景技術:
1、磨加工生產中砂輪是磨削的關鍵部件,其平衡性直接影響被加工件的表面質量及加工精度,隨著機械設備向高精度發展,對砂輪動平衡提出了更高要求,因此需要對砂輪動平衡進行調整,常規方法是需要將砂輪拆卸后,在專用平衡儀上進行調整,費時、費力的同時還會因砂輪裝配問題引入其它不平衡量,且不易被發現。
技術實現思路
1、鑒于現有技術的缺陷,本實用新型提供了一種基于振動信號的砂輪動平衡調整系統,當砂輪存在不平衡時,以一定轉速旋轉,會產生與轉速相關的一階振動,不平衡量越大,振動幅值越大,此時測量砂輪臨近固定部位的振動,同時調整砂輪滑塊位置,逐漸降低振動,即可降低不平衡量;無需拆卸砂輪,更無需專用平衡儀,省時省力;避免了因砂輪裝配問題引入其它不平衡量,減小了其他因素對動平衡的影響。
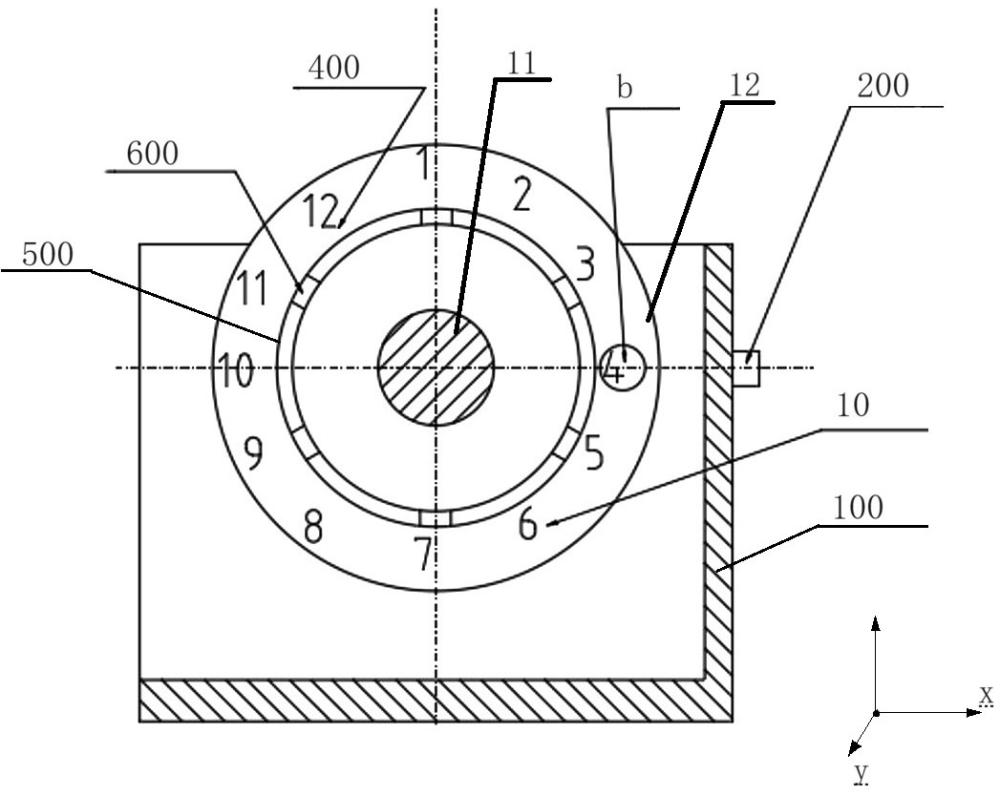
2、為了達到上述目的,本實用新型提供的技術方案為一種基于振動信號的砂輪動平衡調整系統,用于在線砂輪的動平衡調整,其包括固定靜止部、加速度傳感器、振動測量裝置、多個標記、環形滑道、多個滑塊以及發光二極管;固定靜止部,設置于所述砂輪的一側;加速度傳感器安裝于所述固定靜止部,且位于與所述砂輪周向表面距離最小的位置,所述加速度傳感器用于在第一方向上測量砂輪的振動加速度;振動測量裝置與所述加速度傳感器電連接;多個標記設于所述砂輪,砂輪端面在圓周方向上等角度分割為多個區域,每個區域對應設置一個標記;環形滑道同軸設置于所述砂輪端面;多個滑塊滑動連接于所述環形滑道內部,以使所述滑塊能夠沿著所述環形滑道移動;發光二極管在第二方向上照射在與加速度傳感器同高度且與砂輪距離最小的砂輪端面上,所述第二方向垂直于所述第一方向;所述發光二極管與所述振動測量裝置電連接。
3、進一步地,所述加速度傳感器與電荷放大器電連接,所述電荷放大器與所述振動測量裝置電連接,所述電荷放大器與比較器連接,所述振動測量裝置與比較器電連接,所述比較器與所述發光二極管電連接。
4、進一步地,所述標記包括粉筆標記、編號貼紙或數字貼牌。
5、進一步地,所述固定靜止部為平行于所述砂輪的主軸、且垂直于所述砂輪的端面設置的平面。
6、進一步地,所述固定靜止部為l型支架,所述l型支架具有平行于所述砂輪的主軸、且垂直于所述砂輪的端面設置的固定板。
7、進一步地,所述砂輪端面在圓周方向上每隔30度分割為一個區域,分割為12個區域。
8、一種基于振動信號的砂輪動平衡調整方法,其在基于振動信號的砂輪動平衡調整系統中運行,所述基于振動信號的砂輪動平衡調整方法包括:
9、?s1、砂輪旋轉一周,所述加速度傳感器測量并獲取砂輪的振動加速度信號;
10、?s2、振動加速度信號經電荷放大器放大后發送至振動測量裝置,確定振動加速度信號中的最大值作為最大振動信號;
11、?s3、根據所述最大振動信號,預先調節比較器,并設置振動閾值,以使當振動信號達最大時,發光二極管點亮,且確保發光二極管調節到從點亮到熄滅的臨界狀態;
12、?s3、旋轉砂輪,所述加速度傳感器測量并獲取砂輪的實時振動加速度信號,經電荷放大器放大后,發送所述實時振動加速度信號至比較器;
13、?s4、所述比較器接收實時振動加速度信號,并于所述振動閾值比較,當實時振動加速度信號等于所述振動閾值時,所述發光二極管點亮,并照射砂輪端面的某個區域;
14、?s5、確定與照射的標記區域對稱的標記區域為調整區域;
15、?s6、調節所述調整區域內或臨近所述調整區域的滑塊位置;
16、?s7、重復步驟1-6,直至所述最大振動信號小于振動允許值,停止調節。
17、進一步地,步驟s5中所述確定與照射的標記區域對稱的標記區域為調整區域中所述對稱為在所述第一方向上對稱。
18、本實用新型的有益效果:無需拆卸砂輪,更無需專用平衡儀,省時省力;避免了因砂輪裝配問題引入其它不平衡量,減小了其他因素對動平衡的影響。
技術特征:
1.一種基于振動信號的砂輪動平衡調整系統,用于砂輪的動平衡調整,其特征在于:包括
2.根據權利要求1所述的一種基于振動信號的砂輪動平衡調整系統,其特征在于:所述加速度傳感器與電荷放大器電連接,所述電荷放大器與所述振動測量裝置電連接,所述電荷放大器與比較器連接,所述振動測量裝置與比較器電連接,所述比較器與所述發光二極管電連接。
3.根據權利要求1或2所述的一種基于振動信號的砂輪動平衡調整系統,其特征在于:所述標記包括粉筆標記、編號貼紙或數字貼牌。
4.根據權利要求1或2所述的一種基于振動信號的砂輪動平衡調整系統,其特征在于:所述固定靜止部為平行于所述砂輪的主軸、且垂直于所述砂輪的端面設置的平面。
5.根據權利要求1或2所述的一種基于振動信號的砂輪動平衡調整系統,其特征在于:所述砂輪端面在圓周方向上每隔30度分割為一個區域,分割為12個區域。
技術總結
本技術涉及砂輪動平衡技術領域,具體為一種基于振動信號的砂輪動平衡調整系統,固定靜止部設置于砂輪的一側;加速度傳感器安裝于固定靜止部,且位于與砂輪周向表面距離最小的位置,加速度傳感器用于測量振動加速度;振動測量裝置與加速度傳感器電連接;多個標記設于砂輪,砂輪端面在圓周方向上等角度分割為多個區域,每個區域對應設置一個標記;環形滑道同軸設置于砂輪端面;多個滑塊滑動連接于環形滑道內部,以使滑塊能夠沿著環形滑道移動;發光二極管在第二方向上照射在與加速度傳感器同高度且與砂輪距離最小的砂輪端面上;發光二極管與振動測量裝置電連接,其無需拆卸砂輪,更無需專用平衡儀,避免了因砂輪裝配問題引入其它不平衡量。
技術研發人員:張雅娜,徐巍,張麗娜,張茜,倪強,胡衛平,劉晶,常偉
受保護的技術使用者:瓦房店軸承集團國家軸承工程技術研究中心有限公司
技術研發日:20231229
技術公布日:2024/10/21
- 還沒有人留言評論。精彩留言會獲得點贊!