一種焊接型流量管、模具及其生產方法與流程
本發明涉及管道制造工藝領域,特別是涉及一種焊接型流量管、模具及其生產方法。
背景技術:
1、流量管,常用在燃氣管道閥門連接位置,包括若干支管,在支管端部設置有螺紋頭,支管的側壁設置有螺絲柱,傳統用結構用鋁壓一體鑄成型,然后機加工,工藝復雜,成本較高。
技術實現思路
1、為解決上述技術問題,本發明提供了一種焊接型流量管、模具及其生產方法,采用鋼管焊接的方式,相比傳統的鋁合金壓鑄的方式強度更高,不容易變形,加工工藝更加簡單,制造成本更低。
2、本發明解決其技術問題所采用的技術方案是:一種焊接型流量管,包括主管、螺紋頭和螺絲柱;
3、所述主管包括相對固定的鋼管;
4、所述主管的端頭焊接所述螺紋頭;
5、所述主管的側壁焊接所述螺絲柱。
6、本方案采用鋼管的結構,強度比傳統的鋁合金壓鑄的方式更高,采用焊接連接的方式,不用復雜的壓鑄或者機加工工藝,加工工藝更加簡單,制造成本更低。
7、優選地,所述螺紋頭包括外螺紋頭和內螺紋頭。便于各種連接的需求。
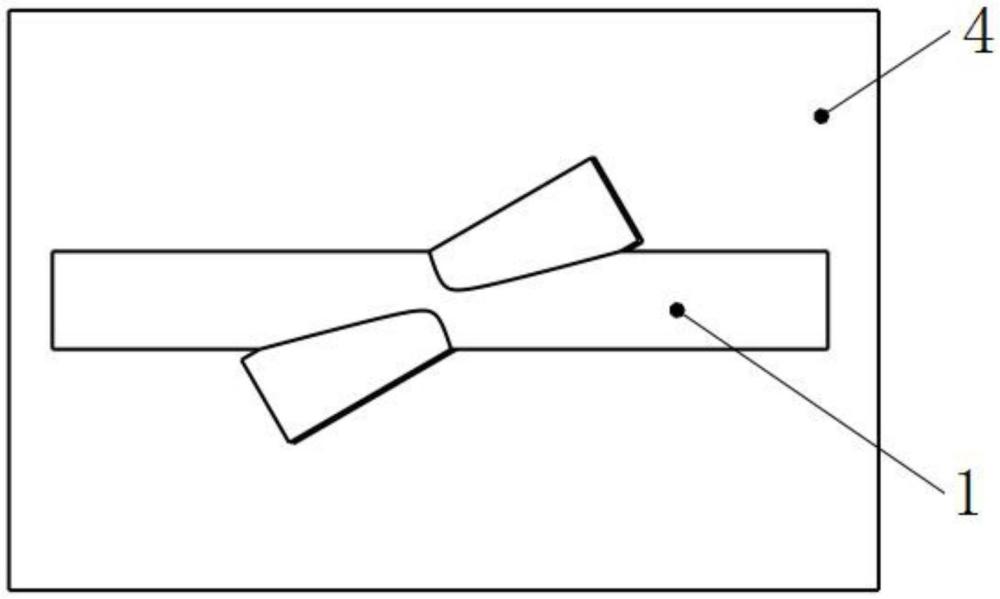
8、一種焊接型流量管的模具,所述磨具包括基座和蓋板;
9、所述基座的端面對應所述主管的形狀設置有凹槽,所述基座的端面蓋合有所述蓋板,所述蓋板對應所述螺絲柱的位置設置有定位孔;
10、所述凹槽和或所述蓋板對應所述螺絲柱與所述主管連接處設置有焊接接孔。
11、能夠快速定位各部分的相對位置,以便為點焊做準備,使得點焊過程更加高效,并且相對位置更加準確。
12、優選地,所述凹槽對應所述螺紋頭留設有空間。以便快速定位螺紋頭和主管的相對位置。
13、優選地,所述基座的端面對應所述蓋板側邊設置有定位邊。以便快速確定蓋板相對基座的位置,即可以快速確定螺紋頭與主管的相對位置。
14、優選地,所述蓋板與所述基座通過螺釘固定。提高蓋板與基座之間的穩定性,便于拆卸安裝。
15、一種焊接型流量管的生產方法,包括如下步驟:
16、s1,將鋼管對應放置在基座的凹槽內并點焊固定鋼管相對位置;
17、s2,將螺紋頭裝在主管的端部后放在基座的凹槽內,并點焊固定螺紋頭與主管相對位置;
18、s3,蓋上蓋板,并將螺絲柱裝至定位孔內;
19、s4,將焊絲從焊接孔延伸進入基座內部,并點焊固定螺絲柱與主管的相對位置;
20、s5,將流量管從模具內取出,并對各連接處滿焊處理。
21、本方案主要思路為通過模具快速確定需要連接的各部分的相對位置,然后利用點焊鎖定相對位置,后續去除滿焊處理,徹底實現連接。
22、本發明的優點:
23、本方案采用鋼管焊接的方式,相比傳統的鋁合金壓鑄的方式強度更高,不容易變形,加工工藝更加簡單,制造成本更低。
技術特征:
1.一種焊接型流量管,其特征在于,包括主管(1)、螺紋頭和螺絲柱(3);
2.根據權利要求1所述的一種焊接型流量管,其特征在于:所述螺紋頭包括外螺紋頭(2)和內螺紋頭(9)。
3.根據權利要求1所述的一種焊接型流量管的模具,其特征在于:所述磨具包括基座(4)和蓋板(5);
4.根據權利要求3所述的一種焊接型流量管的模具,其特征在于:所述凹槽(10)對應所述螺紋頭留設有空間。
5.根據權利要求3所述的一種焊接型流量管的模具,其特征在于:所述基座(4)的端面對應所述蓋板(5)側邊設置有定位邊(7)。
6.根據權利要求3所述的一種焊接型流量管的模具,其特征在于:所述蓋板(5)與所述基座(4)通過螺釘固定。
7.根據權利要求1所述的一種焊接型流量管的生產方法,其特征在于:包括如下步驟:
技術總結
本發明公開了一種焊接型流量管、模具及其生產方法,涉及管道制造工藝領域,本發明的技術包括主管、螺紋頭和螺絲柱;所述主管包括相對固定的鋼管;所述主管的端頭焊接所述螺紋頭;所述主管的側壁焊接所述螺絲柱。采用鋼管焊接的方式,相比傳統的鋁合金壓鑄的方式強度更高,不容易變形,加工工藝更加簡單,制造成本更低。
技術研發人員:楊義權
受保護的技術使用者:四川迅宏精密工業有限公司
技術研發日:
技術公布日:2024/10/21
- 還沒有人留言評論。精彩留言會獲得點贊!