一種玻管在線快速轉接與分類系統及在線快速轉接與分類方法與流程
本發明涉及玻璃管分類領域,具體涉及一種玻管在線快速轉接與分類系統。
背景技術:
1、目前,受玻璃拉管工藝穩定性影響,生產的玻管質量存在一定的波動,造成生產的合格玻管參差不齊。因此,對合格玻管進行細分,滿足后續生產的要求,是整個行業的普遍需求。
2、現有拉管生產線上玻管僅能區分合格品與廢品,基于現有工藝生產的合格玻管質量差異較大,影響后需加工的成品率和質量,因此企業急需玻管多檔分選與包裝,將合格玻管細分,好中擇優,以區別使用。現有的玻管分選設備多為離線設置,即在合格品玻管成捆后再進行篩選,由于增加了玻管流轉過程以及人工的參與,造成刮擦、破損等情況不可避免。
技術實現思路
1、為解決上述技術方案的不足,本發明提出的一種玻管在線快速轉接與分類系統。所述技術方案如下:
2、本發明提出種玻管在線快速轉接與分類系統,包括在線快速轉接裝置與分類裝置;
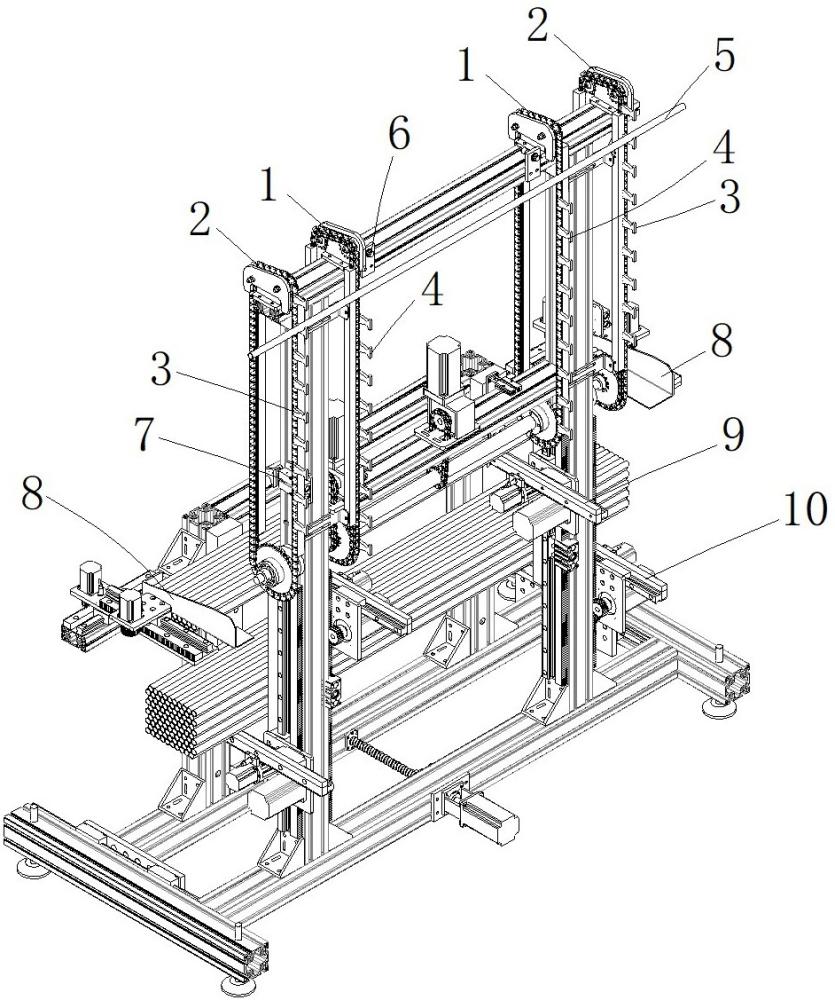
3、所述在線快速轉接裝置用于接收來管輸送設備(11)上的玻管(13),所述在線快速轉接裝置包括具有相同輸送軌跡的內組鏈式輸送機構(1)與外組鏈式輸送機構(2),所述內組鏈式輸送機構(1)一側鏈條上間隔設置有多組內組承托凸起(3),所述外組鏈式輸送機構(2)一側鏈條上間隔設置有多組外組承托凸起(4),每組承托凸起能夠承托輸送一根玻管(5),所述內外鏈式輸送機構分別連接plc以分別控制其輸送速度,以及控制其承托凸起在預設的位置啟動/停止;
4、所述分類裝置包括設置于在線快速轉接裝置輸送軌跡上的光電開關(6)與推料機構(7),以及設置于來管輸送設備(11)輸送軌跡上的工業相機(12),所述工業相機(12)、光電開關(6)及推料機構(7)分別連接plc,以根據檢測的信息控制推料機構(7)將鏈式輸送機構上的玻管從承托凸起上逐一推出。
5、作為上述技術方案的優選,所述鏈式輸送機構下部設置有相對布置的截面呈l型的收管承托板(8),所述相對布置的l型收管承托板(8)分別連接軸移驅動機構,以驅動相對布置的l型收管承托板(8)能夠沿玻管軸向上移動。
6、作為上述技術方案的優選,所述收管承托板(8)還分別連接有徑移驅動機構,以驅動相對布置的l型收管承托板(8)能夠沿玻管徑向上移動。
7、作為上述技術方案的優選,所述收管承托板(8)下部設置有第一托板(9)與第二托板(10),所述第一托板(9)與第二托板(10)分別連接第一托板驅動機構與第二托板驅動機構以驅動其能夠上下前后移動。
8、作為上述技術方案的優選,所述承托凸起為t型塊。
9、一種玻管在線快速轉接與分類系統的在線快速轉接與分類方法,其特征在于,包括如下工作步驟,
10、1)初始狀態時,內組鏈式輸送機構(1)第一組承托凸起處于來管輸送設備(11)的來管路線下方,外組鏈式輸送機構(2)第一組承托凸起與第二組承托凸起處于來管輸送設備(11)的輸送線路上;
11、2)外組鏈式輸送機構(2)與來管輸送設備(11)具有相同的轉動效率,以逐一將來管輸送設備(11)的來管帶入到外組鏈式輸送機構(2)的承托凸起上;
12、3)當光電開關(6)檢測到外組鏈式輸送機構(2)的承托凸起全部帶上玻管(5)時即開始快速向前運動,此時內組鏈式輸送機構(1)與來管輸送設備(11)轉動效率相同以繼續接收來管,外組鏈式輸送機構(2)帶動玻管快速向前運動期間,plc根據工業相機(12)檢測的信息判斷來管輸送設備(11)上的來管屬于a類管還是b類管,當a類管移動到推料機構(7)前部時,plc控制推料機構(7)動作將a類管從外組鏈式輸送機構(2)的承托凸起逐一推離,使之掉入后續設備,而b類管在承托凸起移動至輸送軌跡底端時逐一掉入到收管承托板(8)上;
13、4)當收管承托板(8)上玻管達到預設根數時,外組鏈式輸送機構(2)如有剩余玻管則停止動作,當收管承托板(8)上的玻管輸送至下一工位后,外組鏈式輸送機構(2)重新動作,當a類管移動到推料機構(7)前部時,plc控制推料機構(7)動作將a類管從外組鏈式輸送機構(2)的承托凸起逐一推離,使之掉入后續設備,而屬于b類的玻管在承托凸起移動至輸送軌跡底端時掉入到收管承托板(8)上,當外組鏈式輸送機構(2)上再無玻管時,則外組鏈式輸送機構(2)快速運動至來管路線下方,準備接替內組鏈式輸送機構(1)接收玻管;
14、5)步驟3)及步驟4)中外組鏈式輸送機構(2)與內組鏈式輸送機構(1)交替重復步驟3)及步驟4)動作,如此往復。
15、作為上述技術方案的優選,當收管承托板(8)上玻管達到預設根數時,對稱布置于玻管兩端的收管承托板(8)快速向內動作,將收管承托板(8)上玻管整理整齊,然后快速向外動作,讓收管承托板(8)上的玻管脫離管承托板下落到第一托板(9)上,其后收管承托板(8)快速回位,等待接收b類的玻管。
16、作為上述技術方案的優選,收管承托板(8)由徑移驅動機構驅動其徑向移動,使得收管承托板(8)上每次只能落入一支玻管。
17、作為上述技術方案的優選,當第一托板(9)上的玻管達到預設數量時,第一托板(9)在第一托板驅動機構的驅動下向下移動,此時第二托板(10)在第二托板驅動機構的驅動下向后、上、前移動以移動至第一托板(9)上方繼續承接管承托板(8)下落的玻管,此時第一托板(9)上的玻管進行打捆后移送出第一托板(9)。
18、作為上述技術方案的優選,當第二托板(10)上的玻管達到預設數量時,第二托板(10)在第二托板驅動機構的驅動下向下移動,此時第一托板(9)在第一托板驅動機構的驅動下向后、上、前移動以移動至第一托板(9)上繼續承接收管承托板(8)下落的玻管,此時第二托板(10)上的玻管進行打捆后移送出第二托板(10),如此往復。
19、本發明提出一種玻管在線快速轉接與分類系統及在線快速轉接與分類方法,為適應兩類玻管分類流轉的雙通路結構設計,同時為與來管同步的快速轉接機構設計。其系統包括在線快速轉接裝置與分類裝置,在線快速轉接裝置內組鏈式輸送機構與外組鏈式輸送機構交替動作接收來管實現設備的不停歇,plc依據前方傳來的當前玻管檢測結果判斷玻管為a類管還是b類管,并控制分類裝置的推料機構快速動作將a類玻管從在線快速轉接裝置推入a類管收集機構,若當前玻管檢測結果屬于b類管,則該玻管在在線快速轉接裝置帶動下進入b類管收集裝置。
20、本發明提出一種玻管在線快速轉接與分類系統及在線快速轉接與分類方法,可針對切割下來的玻管進行再次細分,基于對該類玻管的再次檢測后將玻管細分為多個檔次。本發明面向大規模應用的傳統玻璃拉管生產線,可直接與接收來管輸送設備進行連接,使企業不需做大規模設備改造更新,僅需較低改造成本,即可實現合格玻管的在線細分及包裝,做到好中擇優,具有巨大的優勢。
技術特征:
1.一種玻管在線快速轉接與分類系統,其特征在于,包括在線快速轉接裝置與分類裝置;
2.根據權利要求1所述的玻管在線快速轉接與分類系統,其特征在于,所述鏈式輸送機構下部設置有相對布置的截面呈l型的收管承托板(8),所述相對布置的l型收管承托板(8)分別連接軸移驅動機構,以驅動相對布置的l型收管承托板(8)能夠沿玻管軸向上移動。
3.根據權利要求2所述的玻管在線快速轉接與分類系統,其特征在于,所述收管承托板(8)還分別連接有徑移驅動機構,以驅動相對布置的l型收管承托板(8)能夠沿玻管徑向上移動。
4.根據權利要求3所述的玻管在線快速轉接與分類系統,其特征在于,所述收管承托板(8)下部設置有第一托板(9)與第二托板(10),所述第一托板(9)與第二托板(10)分別連接第一托板驅動機構與第二托板驅動機構以驅動其能夠上下前后移動。
5.根據權利要求1所述的玻管在線快速轉接與分類系統,其特征在于,所述承托凸起為t型塊。
6.一種權利要求1-5任一玻管在線快速轉接與分類系統的在線快速轉接與分類方法,其特征在于,包括如下工作步驟,
7.根據權利要求6所述的玻管在線快速轉接與分類方法,其特征在于,當收管承托板(8)上玻管達到預設根數時,對稱布置于玻管兩端的收管承托板(8)快速向內動作,將收管承托板(8)上玻管整理整齊,然后快速向外動作,讓收管承托板(8)上的玻管脫離管承托板下落到第一托板(9)上,其后收管承托板(8)快速回位,等待接收b類的玻管。
8.根據權利要求7所述的玻管在線快速轉接與分類方法,其特征在于,收管承托板(8)由徑移驅動機構驅動其徑向移動,使得收管承托板(8)上每次只能落入一支玻管。
9.根據權利要求7所述的玻管在線快速轉接與分類方法,其特征在于,當第一托板(9)上的玻管達到預設數量時,第一托板(9)在第一托板驅動機構的驅動下向下移動,此時第二托板(10)在第二托板驅動機構的驅動下向后、上、前移動以移動至第一托板(9)上方繼續承接管承托板(8)下落的玻管,此時第一托板(9)上的玻管進行打捆后移送出第一托板(9)。
10.根據權利要求9所述的玻管在線快速轉接與分類方法,其特征在于,當第二托板(10)上的玻管達到預設數量時,第二托板(10)在第二托板驅動機構的驅動下向下移動,此時第一托板(9)在第一托板驅動機構的驅動下向后、上、前移動以移動至第一托板(9)上繼續承接收管承托板(8)下落的玻管,此時第二托板(10)上的玻管進行打捆后移送出第二托板(10),如此往復。
技術總結
本發明提出一種玻管在線快速轉接與分類系統及在線快速轉接與分類方法,其系統包括在線快速轉接裝置與分類裝置,在線快速轉接裝置內組鏈式輸送機構與外組鏈式輸送機構交替動作接收來管,PLC依據前方傳來的當前玻管檢測結果判斷玻管為A類管還是B類管,并控制分類裝置的推料機構快速動作將A類玻管從在線快速轉接裝置推入A類管收集機構,若當前玻管檢測結果屬于B類管,則該玻管在在線快速轉接裝置帶動下進入B類管收集裝置。本發明面向大規模應用的傳統玻璃拉管生產線,可直接與接收來管輸送設備進行連接,使企業不需做大規模設備改造更新,僅需較低改造成本,即可實現合格玻管的在線細分及包裝,做到好中擇優,具有巨大的優勢。
技術研發人員:張國宏,張華山,章欽,崔寬宅,韓寶輝,張英坤,國立國,聶偉龍
受保護的技術使用者:河北省激光研究所有限公司
技術研發日:
技術公布日:2024/10/21
- 還沒有人留言評論。精彩留言會獲得點贊!