一種陶瓷匣缽自動裝窯燒制系統的制作方法
本發明涉及匣缽制作,特別是涉及一種陶瓷匣缽自動裝窯燒制系統。
背景技術:
1、鋰電池的制作通常需要用到匣缽,而匣缽需要送往窯爐進行燒制,為了節省能耗以及提高生產效率,窯爐一次會燒大量的匣缽,為了進行大批量的燒制,通常會對匣缽進行堆疊再送往窯爐,而匣缽在高溫下燒結時,匣缽會發生變形,匣缽底部會出現內凹或者外凸的現象,因此需要在兩個匣缽之間墊一塊墊板,現有的生產過程中,一般由人手將缽體和墊板交替堆疊,然而人手交替堆疊缽體和墊板很難保證缽體和墊板擺放整齊,一旦缽體和墊板堆疊過程中沒有擺放整齊,堆疊的缽體和墊板容易發生倒塌,從而危害工作人員的安全,且造成產品的損害。
技術實現思路
1、本發明要解決的技術問題是:現有的人手交替堆疊缽體和墊板很難保證缽體和墊板擺放整齊。
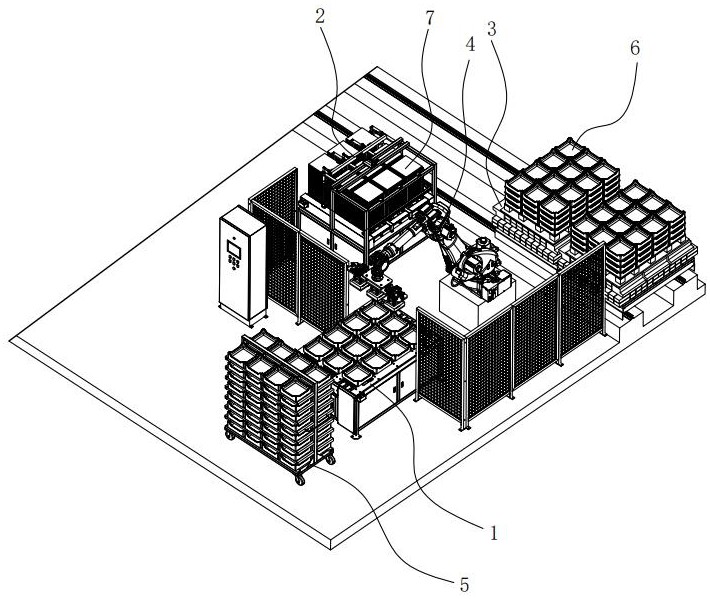
2、為了解決上述技術問題,本發明提供了一種陶瓷匣缽自動裝窯燒制系統,其包括上料裝置、送板裝置、輸送架以及機械手;所述上料裝置包括第一定位機構和多個第一輸送線;所述第一輸送線設有輸入端和輸出端,所述輸入端用于輸入缽體,所述第一輸送線用于將所述輸入端的缽體運至所述輸出端,每條所述第一輸送線的傳動速度相同;所述第一定位機構位于所述輸入端處,所述第一定位機構用于對齊相鄰兩個所述輸入端上的缽體,以使相鄰兩個所述輸出端上的缽體對齊;所述送板裝置包括第二定位機構和多個第二輸送線;所述第二輸送線與所述第一輸送線一一對應,所述第二輸送線設有初始端和末端,所述初始端用于放置墊板,所述第二輸送線用于將所述初始端的墊板運至所述末端,每條所述第二輸送線的傳動速度相同;所述第二定位機構位于所述初始端處,所述第二定位機構用于對齊相鄰兩個所述初始端上的墊板,以使相鄰兩個所述末端上的墊板對齊;所述上料裝置、所述送板裝置和所述輸送架圍繞所述機械手布置,所述機械手用于將多個所述輸出端的缽體運至所述輸送架或將多個所述末端上的墊板運至所述輸送架,以使缽體和墊板交替堆疊在所述輸送架上。
3、進一步地,所述第一定位機構包括第一定位件和第二定位件,所述第一定位件設有用于抵接缽體的第一定位面,所述第二定位件設有用于抵接缽體的第二定位面,所述第一定位面的朝向和所述第二定位面的朝向形成夾角。
4、進一步地,所述第一定位件位于所述輸入端遠離所述輸出端的一側,所述第二定位件位于所述輸入端背向相鄰的另一輸入端的一側。
5、進一步地,所述上料裝置包括上料架、支撐架、平移機構和第一升降機構;所述上料架用于放置缽體,所述上料架開設有多個軌道孔,所述軌道孔自所述輸入端延伸至所述輸出端;所述平移機構分別與所述上料架和所述第一升降機構相連,所述支撐架設有多條用于運輸缽體的凸肋,所述凸肋位于所述軌道孔中,所述凸肋和所述軌道孔構成所述第一輸送線;所述平移機構通過帶動所述第一升降機構沿所述軌道孔的延伸方向移動,以使所述凸肋沿所述軌道孔的延伸方向移動;所述第一升降機構通過帶動所述支撐架升降,以使所述凸肋的上表面高于或低于所述上料架的上表面。
6、進一步地,所述第二定位機構包括第一限位件和第二限位件,所述第一限位件設有用于抵接墊板的第一限位面,所述第二限位件設有用于抵接墊板的第二限位面,所述第一限位面的朝向和所述第二限位面的朝向形成夾角。
7、進一步地,所述第一限位件位于所述初始端和所述末端之間,所述第二限位件位于所述初始端背向相鄰的另一初始端的一側。
8、進一步地,所述第一限位件包括擋件和動力模塊,所述動力模塊與所述擋件相連,所述動力模塊驅動所述擋件切入或切出所述第二輸送線。
9、進一步地,所述動力模塊包括驅動機構和曲柄連桿機構,所述曲柄連桿機構分別與所述擋件和所述驅動機構相連,所述驅動機構通過所述曲柄連桿機構帶動所述擋件切入或切出所述第二輸送線。
10、進一步地,所述送板裝置包括底座、動力機構和多個傳動輥,所述動力機構和所述傳動輥安裝于所述底座,多個所述傳動輥并排設置且構成所述第二輸送線,所述動力機構與所述傳動輥傳動連接,所述動力機構驅動所述傳動輥轉動,所述傳動輥用于帶動墊板從所述初始端移動至所述末端。
11、進一步地,所述傳動輥包括傳動桿和多個傳動輪,多個所述傳動輪沿所述傳動桿的軸向間隔設置,所述傳動輪用于帶動所述墊板朝所述末端移動;所述送板裝置還包括第二升降機構和升降板,所述第二升降機構與所述升降板傳動連接;所述升降板位于所述傳動桿上方且位于所述末端,所述升降板開設有多個讓位孔,所述讓位孔與所述傳動輪一一對應,所述傳動輪位于所述讓位孔的豎直投影中,所述第二升降機構通過驅動所述升降板升降,以使所述升降板的上表面高于或低于所述傳動輪的上表面。
12、本發明實施例一種陶瓷匣缽自動裝窯燒制系統陶瓷匣缽自動裝窯燒制系統與現有技術相比,其有益效果在于:通過第一定位機構對輸入端上的缽體進行對齊,第二定位機構對初始端上的墊板進行對齊,使到達輸出端的缽體也能對齊,到達末端的墊板也能對齊,使得機械手將墊板交替放置在缽體上時,墊板與缽體能保持對齊的狀態,墊板的中心與缽體的中心在同一豎直線上,節省了人工對齊墊板與缽體的時間和精力,提高了生產效率,也確保工作人員的生命安全,降低人為因素造成缽體坯體的損傷,提高產品質量。
技術特征:
1.一種陶瓷匣缽自動裝窯燒制系統,其特征在于,包括:
2.根據權利要求1所述的陶瓷匣缽自動裝窯燒制系統,其特征在于:所述第一定位機構包括第一定位件和第二定位件,所述第一定位件設有用于抵接缽體的第一定位面,所述第二定位件設有用于抵接缽體的第二定位面,所述第一定位面的朝向和所述第二定位面的朝向形成夾角。
3.根據權利要求2所述的陶瓷匣缽自動裝窯燒制系統,其特征在于:所述第一定位件位于所述輸入端遠離所述輸出端的一側,所述第二定位件位于所述輸入端背向相鄰的另一輸入端的一側。
4.根據權利要求1所述的陶瓷匣缽自動裝窯燒制系統,其特征在于:所述上料裝置包括上料架、支撐架、平移機構和第一升降機構;所述上料架用于放置缽體,所述上料架開設有多個軌道孔,所述軌道孔自所述輸入端延伸至所述輸出端;所述平移機構分別與所述上料架和所述第一升降機構相連,所述支撐架設有多條用于運輸缽體的凸肋,所述凸肋位于所述軌道孔中,所述凸肋和所述軌道孔構成所述第一輸送線;所述平移機構通過帶動所述第一升降機構沿所述軌道孔的延伸方向移動,以使所述凸肋沿所述軌道孔的延伸方向移動;所述第一升降機構通過帶動所述支撐架升降,以使所述凸肋的上表面高于或低于所述上料架的上表面。
5.根據權利要求1所述的陶瓷匣缽自動裝窯燒制系統,其特征在于:所述第二定位機構包括第一限位件和第二限位件,所述第一限位件設有用于抵接墊板的第一限位面,所述第二限位件設有用于抵接墊板的第二限位面,所述第一限位面的朝向和所述第二限位面的朝向形成夾角。
6.根據權利要求5所述的陶瓷匣缽自動裝窯燒制系統,其特征在于:所述第一限位件位于所述初始端和所述末端之間,所述第二限位件位于所述初始端背向相鄰的另一初始端的一側。
7.根據權利要求6所述的陶瓷匣缽自動裝窯燒制系統,其特征在于:所述第一限位件包括擋件和動力模塊,所述動力模塊與所述擋件相連,所述動力模塊驅動所述擋件切入或切出所述第二輸送線。
8.根據權利要求7所述的陶瓷匣缽自動裝窯燒制系統,其特征在于:所述動力模塊包括驅動機構和曲柄連桿機構,所述曲柄連桿機構分別與所述擋件和所述驅動機構相連,所述驅動機構通過所述曲柄連桿機構帶動所述擋件切入或切出所述第二輸送線。
9.根據權利要求1所述的陶瓷匣缽自動裝窯燒制系統,其特征在于:所述送板裝置包括底座、動力機構和多個傳動輥,所述動力機構和所述傳動輥安裝于所述底座,多個所述傳動輥并排設置且構成所述第二輸送線,所述動力機構與所述傳動輥傳動連接,所述動力機構驅動所述傳動輥轉動,所述傳動輥用于帶動墊板從所述初始端移動至所述末端。
10.根據權利要求9所述的陶瓷匣缽自動裝窯燒制系統,其特征在于:所述傳動輥包括傳動桿和多個傳動輪,多個所述傳動輪沿所述傳動桿的軸向間隔設置,所述傳動輪用于帶動所述墊板朝所述末端移動;所述送板裝置還包括第二升降機構和升降板,所述第二升降機構與所述升降板傳動連接;所述升降板位于所述傳動桿上方且位于所述末端,所述升降板開設有多個讓位孔,所述讓位孔與所述傳動輪一一對應,所述傳動輪位于所述讓位孔的豎直投影中,所述第二升降機構通過驅動所述升降板升降,以使所述升降板的上表面高于或低于所述傳動輪的上表面。
技術總結
本發明涉及匣缽制作技術領域,公開了一種陶瓷匣缽自動裝窯燒制系統,其包括上料裝置、送板裝置、輸送架以及機械手;上料裝置包括第一定位機構和多個第一輸送線;第一輸送線用于將輸入端的缽體運至輸出端;第一定位機構用于對齊相鄰兩個輸入端上的缽體,以使相鄰兩個輸出端上的缽體對齊;送板裝置包括第二定位機構和多個第二輸送線;第二定位機構位于初始端處,第二定位機構用于對齊相鄰兩個初始端上的墊板,以使相鄰兩個末端上的墊板對齊;機械手用于將多個輸出端的缽體運至輸送架或將多個末端上的墊板運至輸送架,以使缽體和墊板交替堆疊在輸送架上。本申請提高了生產效率。
技術研發人員:黃兵,黃孝偉,田金璽
受保護的技術使用者:湖南德景源科技有限公司
技術研發日:
技術公布日:2024/10/21
- 還沒有人留言評論。精彩留言會獲得點贊!