塑料水杯兩步法注吹模的制作方法
本技術屬于模具,涉及一種塑料水杯兩步法注吹模。
背景技術:
1、現有一般塑料大容器吹塑采用擠吹與注吹,其設備造價高、生產率低、邊角廢料多。而注拉吹兩步法由于可集中生產瓶坯,然后再制出大容器,設備簡、生產率高、成本低。但是現有的塑料水杯注拉吹模具在實際生產過程中,由于采用單個模具完成所以注拉吹工序,一次成型塑件的體積容易出現誤差,且在出現誤差后難以在模具內進行調整,若重新將成型塑件進行熔化容易導致氣泡和裂紋,塑件外表面質量難以保證。因此急需設計一種可以克服以上缺陷的塑料水杯兩步法注吹模十分有必要。
2、為了克服現有技術的不足,人們經過不斷探索,提出了各種各樣的解決方案,如中國專利公開了一種用于吹塑料中空容器的吹塑模具[申請號:201210470787.9],包括邊模、底模及底模組件導向桿,邊摸包括左邊摸和右邊模,其中,兩個邊模的模腔對稱線處設置有用于向外排氣并在模腔內局部形成真空的若干個排氣孔。
技術實現思路
1、本實用新型的目的是針對上述問題,提供一種塑料水杯兩步法注吹模。
2、為達到上述目的,本實用新型采用了下列技術方案:
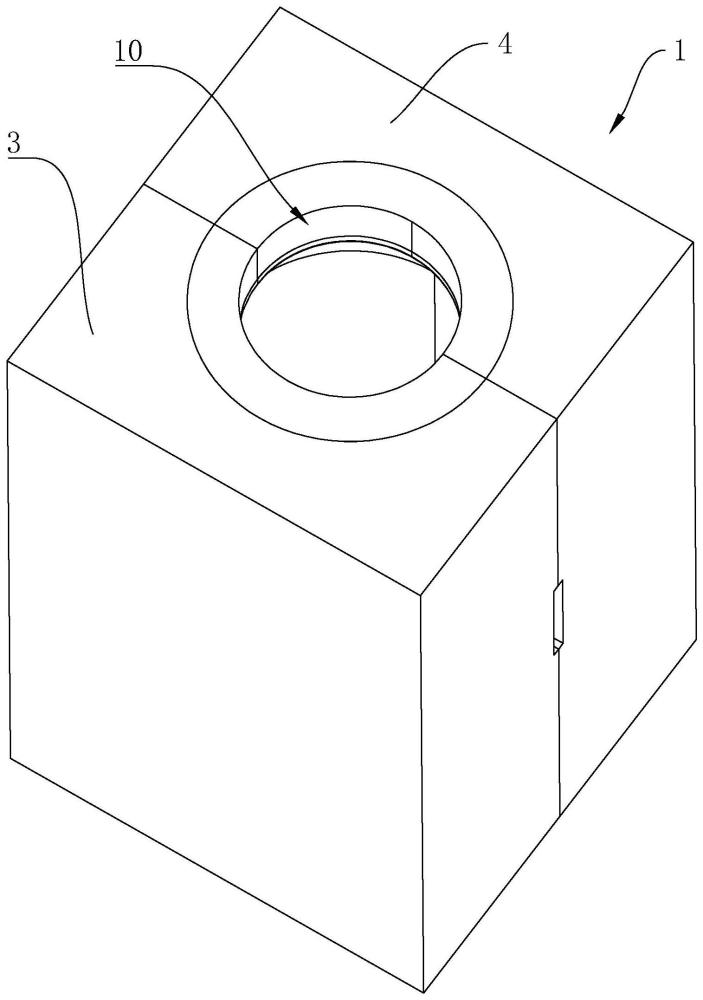
3、一種塑料水杯兩步法注吹模,包括初步注吹模和二次注吹模,所述初步注吹模包括初步成型左模體和初步成型右模體,所述初步成型左模體和初步成型右模體之間形成初步成型部,所述二次注吹模包括二次成型左模體和二次成型右模體,所述二次成型左模體和二次成型右模體之間形成二次成型部,所述二次成型部的體積大于初步成型部的體積。
4、在上述的塑料水杯兩步法注吹模中,所述初步成型部包括位于初步成型左模體和初步成型右模體之間的初步成型腔室,所述初步成型腔室頂部連接有初步注入口。
5、在上述的塑料水杯兩步法注吹模中,所述初步成型左模體和初步成型右模體之間的底部設有水杯底部初步成型件,所述水杯底部初步成型件與初步成型左模體和初步成型右模體相抵靠。
6、在上述的塑料水杯兩步法注吹模中,所述水杯底部初步成型件包括設置于初步成型左模體和初步成型右模體之間底部的底部初步成型環座,所述底部初步成型環座上套設有第一密封卡套。
7、在上述的塑料水杯兩步法注吹模中,所述二次成型部包括設置于二次成型左模體和二次成型右模體之間的二次成型腔室,所述二次成型腔室頂部連接有二次注入口。
8、在上述的塑料水杯兩步法注吹模中,所述二次成型左模體和二次成型右模體之間的底部設有水杯底部二次成型件,所述水杯底部二次成型件與二次成型左模體和二次成型右模體相抵靠。
9、在上述的塑料水杯兩步法注吹模中,所述水杯底部二次成型件包括設置于二次成型左模體和二次成型右模體之間底部的底部二次成型環座,所述底部二次成型環座上套設有第二密封卡套。
10、在上述的塑料水杯兩步法注吹模中,所述初步成型腔室的體積小于二次成型腔室的體積,所述初步注入口的高度與二次注入口的高度相同,所述初步注入口的內徑小于二次注入口的內徑。
11、在上述的塑料水杯兩步法注吹模中,所述底部初步成型環座的高度小于底部二次成型環座的高度,所述底部初步成型環座的外徑小于底部二次成型環座的外徑。
12、在上述的塑料水杯兩步法注吹模中,所述第一密封卡套的外徑小于第二密封卡套的外徑。
13、與現有的技術相比,本實用新型的優點在于:
14、本實用新型在吹塑過程中,先將初步成型左模體和初步成型右模體相緊貼配合,將熔融物料從初步注吹模的注入口注入,初步成型部用以進行初步成型,配合吹塑機對物料進行初步吹塑成型,形成初胚,初步吹塑后,將初胚取出,放置于二次成型左模體和二次成型右模體之間,此時將二次成型左模體和二次成型右模體相緊貼配合,使得初胚位于二次成型部內,對初胚進行二次吹塑成型,二次成型部的體積大于初步成型部的體積,在二次吹塑過程中,可確保塑料水杯的體積進行微調增加,采用兩步法注吹方式,避免塑料水杯外壁面出現由于多次熱熔不均勻而導致的氣泡和裂紋,大大提高了塑料水杯的外表面質量。
15、本實用新型的其它優點、目標和特征將部分通過下面的說明體現,部分還將通過對本實用新型的研究和實踐而為本領域的技術人員所理解。
技術特征:
1.一種塑料水杯兩步法注吹模,包括初步注吹模(1)和二次注吹模(2),其特征在于,所述初步注吹模(1)包括初步成型左模體(3)和初步成型右模體(4),所述初步成型左模體(3)和初步成型右模體(4)之間形成初步成型部(5),所述二次注吹模(2)包括二次成型左模體(6)和二次成型右模體(7),所述二次成型左模體(6)和二次成型右模體(7)之間形成二次成型部(8),所述二次成型部(8)的體積大于初步成型部(5)的體積。
2.根據權利要求1所述的塑料水杯兩步法注吹模,其特征在于,所述初步成型部(5)包括位于初步成型左模體(3)和初步成型右模體(4)之間的初步成型腔室(9),所述初步成型腔室(9)頂部連接有初步注入口(10)。
3.根據權利要求2所述的塑料水杯兩步法注吹模,其特征在于,所述初步成型左模體(3)和初步成型右模體(4)之間的底部設有水杯底部初步成型件(11),所述水杯底部初步成型件(11)與初步成型左模體(3)和初步成型右模體(4)相抵靠。
4.根據權利要求3所述的塑料水杯兩步法注吹模,其特征在于,所述水杯底部初步成型件(11)包括設置于初步成型左模體(3)和初步成型右模體(4)之間底部的底部初步成型環座(12),所述底部初步成型環座(12)上套設有第一密封卡套(13)。
5.根據權利要求4所述的塑料水杯兩步法注吹模,其特征在于,所述二次成型部(8)包括設置于二次成型左模體(6)和二次成型右模體(7)之間的二次成型腔室(14),所述二次成型腔室(14)頂部連接有二次注入口(15)。
6.根據權利要求5所述的塑料水杯兩步法注吹模,其特征在于,所述二次成型左模體(6)和二次成型右模體(7)之間的底部設有水杯底部二次成型件(16),所述水杯底部二次成型件(16)與二次成型左模體(6)和二次成型右模體(7)相抵靠。
7.根據權利要求6所述的塑料水杯兩步法注吹模,其特征在于,所述水杯底部二次成型件(16)包括設置于二次成型左模體(6)和二次成型右模體(7)之間底部的底部二次成型環座(17),所述底部二次成型環座(17)上套設有第二密封卡套(18)。
8.根據權利要求7所述的塑料水杯兩步法注吹模,其特征在于,所述初步成型腔室(9)的體積小于二次成型腔室(14)的體積,所述初步注入口(10)的高度與二次注入口(15)的高度相同,所述初步注入口(10)的內徑小于二次注入口(15)的內徑。
9.根據權利要求8所述的塑料水杯兩步法注吹模,其特征在于,所述底部初步成型環座(12)的高度小于底部二次成型環座(17)的高度,所述底部初步成型環座(12)的外徑小于底部二次成型環座(17)的外徑。
10.根據權利要求9所述的塑料水杯兩步法注吹模,其特征在于,所述第一密封卡套(13)的外徑小于第二密封卡套(18)的外徑。
技術總結
本技術屬于模具技術領域,尤其涉及一種塑料水杯兩步法注吹模。本技術,包括初步注吹模和二次注吹模,所述初步注吹模包括初步成型左模體和初步成型右模體。本技術將熔融物料從初步注吹模的注入口注入,初步成型部用以進行初步成型,配合吹塑機對物料進行初步吹塑成型,形成初胚,初步吹塑后,將初胚取出,此時將二次成型左模體和二次成型右模體相緊貼配合,使得初胚位于二次成型部內,對初胚進行二次吹塑成型,二次成型部的體積大于初步成型部的體積,在二次吹塑過程中,可確保塑料水杯的體積進行微調增加,采用兩步法注吹方式,避免塑料水杯外壁面出現由于多次熱熔不均勻而導致的氣泡和裂紋,大大提高了塑料水杯的外表面質量。
技術研發人員:童云來
受保護的技術使用者:浙江色麗雅塑膠有限公司
技術研發日:20240202
技術公布日:2024/10/21
- 還沒有人留言評論。精彩留言會獲得點贊!