一種3D打印耗材熔接設備及方法與流程
本申請涉及3d打印,具體而言,涉及一種3d打印耗材熔接設備及方法。
背景技術:
1、目前,fdm熔融層積成型技術已經較為成熟;其中,fdm工藝形式耗材為絲狀,常用有abs、pla、pc\abs、pc等材料,在使用過程中常有部分剩料或斷料存在;而對于剩料及斷料的處理直接影響著生產成本;目前市場是出現各種形式的fdm打印耗材的熔接設備,主要有兩種主流方式。其一:將兩段耗材連接端面進行加熱熔融、擠壓后冷卻完成熔接,其熔接效果較差、外觀及尺寸均不良;其二:將兩段耗材搭接熔接,但是實際操作中發現,熔接后的耗材存在變形問題;上述兩種示意的方式同時存在耗材熔接后連接處的強度及拉伸輕度明顯下降的情況,進一步導致耗材損耗。
2、因此,基于上述內容,亟需一種對剩料或者斷料實現端面對接,且熔接后的耗材強度及耗材的原有拉伸強度達到或者接近耗材原有標準的3d打印耗材熔接設備及方法。
技術實現思路
1、本申請的目的在于提供一種3d打印耗材熔接設備及方法,解決了耗材熔接后連接處的強度及拉伸強度明顯下降的技術問題,具體方案如下:
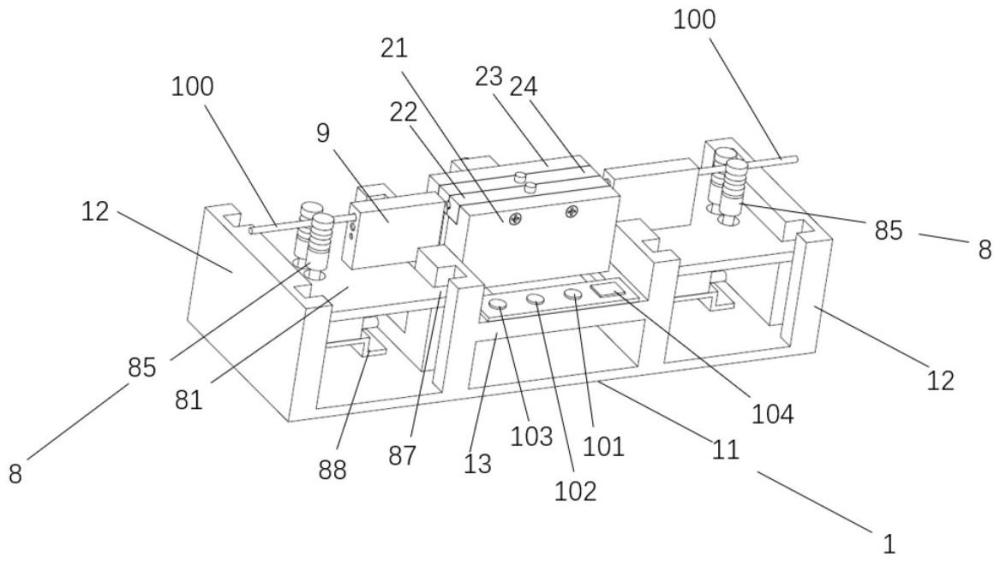
2、本申請提供了一種3d打印耗材熔接設備,包括:設備骨架;所述設備骨架上端中部設置有耗材對接熱熔組件;所述耗材對接熱熔組件兩側在設備骨架上對稱設置有耗材送絲組件;所述耗材對接熱熔組件包括:固定在設備骨架中部的熔融固定塊、設置在熔融固定塊內側的第一加熱元件、滑動設置在設備骨架上可與所述熔融固定塊扣合的調節熔融模塊、設置在調節熔融模塊內側的第二加熱元件;所述第一加熱元件的內側設置有第一階梯槽,相應的,所述第二加熱元件的對應側設置有與所述第一階梯槽結構相同的第二階梯槽;所述第一階梯槽可與所述第二階梯槽扣合形成有中部為大徑、兩端為小徑的階梯孔。
3、進一步的,所述調節熔融模塊外側通過第一驅動結構與設備骨架相連接;所述第一驅動結構包括:第一驅動電機以及與第一驅動電機輸出軸傳動連接的第一螺桿;其中,所述第一螺桿的一端穿過所述第一驅動電機殼體并與第一驅動電機殼體內部的輸出軸嚙合連接,所述第一螺桿的另一端與調節熔融模塊轉動連接。
4、進一步的,所述調節熔融模塊底部設置有滑塊,相應的,所述設備骨架上設置有配合滑塊滑動的滑槽。
5、進一步的,所述第一加熱元件與熔融固定塊之間或者所述第二加熱元件與所述調節熔融模塊之間均設置第一定位結構;
6、所述第一定位結構包括:固定在熔融固定塊內側或者調節熔融模塊內側的至少兩個第一定位銷,相應的,所述第一加熱元件或者第二加熱元件上設置有配合第一定位銷插接的第一定位孔;
7、所述第一加熱元件與所述第二加熱元件之間設置有第二定位結構;
8、所述第二定位結構包括:固定在第一加熱元件內側,且分別位于第一階梯槽上方及下方的至少兩個第二定位銷,相應的,所述第二加熱元件上設置有配合配合第二定位銷插接的第二定位孔。
9、進一步的,所述第一加熱元件中部對應于第一階梯槽的部位設置有第一溫度采集器;所述第二加熱元件中部對應于第二階梯槽的部位設置有第二溫度采集器。
10、進一步的,每個所述耗材送絲組件,用于向所述階梯孔內送入耗材;所述耗材送絲組件包括:可升降設置在設備骨架上端的第一支撐板、固定在設備骨架上與第一支撐板驅動連接的第二驅動結構、設置在第一支撐板底部的驅動馬達、設置在第一支撐板上端且底部與驅動馬達輸出軸固定連接的主動輥輪、設置在主動輥輪一側的被動輥輪;其中,所述被動輥輪轉動連接在第一支撐板上;所述被動輥輪與所述主動輥輪結構相同,且二者外表面均設置有若干個尺寸不同的耗材驅動槽,其中,尺寸相同的耗材驅動槽在所述被動輥輪與所述主動輥輪的位置相對應;所述被動輥輪與主動輥輪上的耗材驅動槽共同配合形成有用于驅動耗材的引導通道,且所述引導通道的中心線可與階梯孔的中心線重合。
11、進一步的,所述第二驅動結構包括:底部通過弓字形支撐架與設備骨架相連接的第二驅動電機以及與第二驅動電機輸出軸傳動連接的第二螺桿;其中,所述第二螺桿的一端穿過所述第二驅動電機殼體并與第二驅動電機殼體內部的輸出軸嚙合連接,所述第二螺桿的另一端與第一支撐板驅動連接。
12、進一步的,所述第一支撐板的兩側均設置有導塊,相應的,所述設備骨架上設置配合導塊上下移動的導向槽。
13、進一步的,每個第一支撐板上端還設置有耗材導向塊;所述耗材導向塊布置在所述第一支撐板上靠近耗材對接熱熔組件的一側;每個耗材導向塊上均設置有若干個直徑不同的耗材導向孔;所述耗材導向孔的中心與階梯孔的中心相同;其中一個第一支撐板上的耗材導向塊內側在每個耗材導向孔的位置均設置有匹配的錐形切削刃;其中,所述錐形切削刃的小端開口朝向階梯孔;所述錐形切削刃的大端開口布置在耗材導向孔的外側。
14、一種3d打印耗材熔接方法,其特征在于,應用所述的3d打印耗材熔接設備;所述方法包括以下步驟:
15、步驟1:基于第一控制指令,同步舉升設備骨架兩側的第一支撐板,使得第一支撐板上的導向塊、主動輥輪、被動輥輪到達預設位置;所述預設位置為主動輥輪與被動輥輪之間的引導通道、耗材導向孔及第一階梯槽的軸線重合位置;
16、步驟2:將耗材經引導通道送入至耗材導向孔內;
17、步驟3:基于第二控制指令,啟動第一驅動電機驅動調節熔融模塊,完成第二加熱元件與第一加熱元件合模操作;
18、步驟4:基于第三控制指令,啟動第一加熱元件及第二加熱元件加熱,直至達到預設溫度值,觸發第四控制指令;
19、步驟5:基于第四控制指令,啟動兩個第一支撐板底部的驅動馬達驅動對應的主動輥輪,按照第一預設長度朝向階梯孔內進行耗材送絲操作;
20、步驟6:當達到第一預設時間時,基于第五控制指令,啟動其中一側的驅動馬達,按照第一補償長度進行耗材送絲操作;
21、步驟7:當達到第二預設時間時,基于第六控制指令,驅動與錐形切削刃一側的驅動馬達執行反向操作,同時,另一側的驅動馬達轉向不變,開始執行耗材出絲操作。
22、與現有技術相比,本發明的有益效果是:
23、本發明提供的3d打印耗材熔接設備及方法,通過耗材對接熱熔組件包括的第一加熱元件及第二加熱元件對耗材進行熔接,并通過第一熱元件以及第二加熱元件上的第一階梯槽和第二階梯槽配合,形成有用于熔接耗材的階梯孔,從而確保了耗材的連接強度及拉伸強度,并使得熔接后的耗材基本上接近耗材原有標準,具有外觀精良,無變形等優點。
技術特征:
1.一種3d打印耗材熔接設備,其特征在于,包括:設備骨架(1);所述設備骨架(1)上端中部設置有耗材對接熱熔組件(2);所述耗材對接熱熔組件(2)兩側在設備骨架(1)上對稱設置有耗材送絲組件(8);所述耗材對接熱熔組件(2)包括:固定在設備骨架(1)中部的熔融固定塊(21)、設置在熔融固定塊(21)內側的第一加熱元件(22)、滑動設置在設備骨架(1)上可與所述熔融固定塊(21)扣合的調節熔融模塊(23)、設置在調節熔融模塊(23)內側的第二加熱元件(24);所述第一加熱元件(22)的內側設置有第一階梯槽(25),相應的,所述第二加熱元件(24)的對應側設置有與所述第一階梯槽(25)結構相同的第二階梯槽(26);所述第一階梯槽(25)可與所述第二階梯槽(26)扣合形成有中部為大徑、兩端為小徑的階梯孔。
2.根據權利要求1所述的3d打印耗材熔接設備,其特征在于,所述調節熔融模塊(23)外側通過第一驅動結構(3)與設備骨架(1)相連接;所述第一驅動結構(3)包括:第一驅動電機(31)以及與第一驅動電機(31)輸出軸傳動連接的第一螺桿(32);其中,所述第一螺桿(32)的一端穿過所述第一驅動電機(31)殼體并與第一驅動電機(31)殼體內部的輸出軸嚙合連接,所述第一螺桿(32)的另一端與調節熔融模塊(23)轉動連接。
3.根據權利要求2所述的3d打印耗材熔接設備,其特征在于,所述調節熔融模塊(23)底部設置有滑塊(28),相應的,所述設備骨架(1)上設置有配合滑塊(28)滑動的滑槽。
4.根據權利要求3所述的3d打印耗材熔接設備,其特征在于,所述第一加熱元件(22)與熔融固定塊(21)之間或者所述第二加熱元件(24)與所述調節熔融模塊(23)之間均設置第一定位結構(4);
5.根據權利要求4所述的3d打印耗材熔接設備,其特征在于,所述第一加熱元件(22)中部對應于第一階梯槽(25)的部位設置有第一溫度采集器(6);所述第二加熱元件(24)中部對應于第二階梯槽(26)的部位設置有第二溫度采集器(7)。
6.根據權利要求5所述的3d打印耗材熔接設備,其特征在于,每個所述耗材送絲組件(8),用于向所述階梯孔內送入耗材;所述耗材送絲組件(8)包括:可升降設置在設備骨架(1)上端的第一支撐板(81)、固定在設備骨架(1)上與第一支撐板(81)驅動連接的第二驅動結構(82)、設置在第一支撐板(81)底部的驅動馬達(83)、設置在第一支撐板(81)上端且底部與驅動馬達(83)輸出軸固定連接的主動輥輪(84)、設置在主動輥輪(84)一側的被動輥輪(85);其中,所述被動輥輪(85)轉動連接在第一支撐板(81)上;所述被動輥輪(85)與所述主動輥輪(84)結構相同,且二者外表面均設置有若干個尺寸不同的耗材驅動槽(86),其中,尺寸相同的耗材驅動槽(86)在所述被動輥輪(85)與所述主動輥輪(84)的位置相對應;所述被動輥輪(85)與主動輥輪(84)上的耗材驅動槽(86)共同配合形成有用于驅動耗材的引導通道,且所述引導通道的中心線可與階梯孔的中心線重合。
7.根據權利要求6所述的3d打印耗材熔接設備,其特征在于,所述第二驅動結構(82)包括:底部通過弓字形支撐架(88)與設備骨架(1)相連接的第二驅動電機(820)以及與第二驅動電機(820)輸出軸傳動連接的第二螺桿(821);其中,所述第二螺桿(821)的一端穿過所述第二驅動電機(820)殼體并與第二驅動電機(820)殼體內部的輸出軸嚙合連接,所述第二螺桿(821)的另一端與第一支撐板(81)驅動連接。
8.根據權利要求7所述的3d打印耗材熔接設備,其特征在于,所述第一支撐板(81)的兩側均設置有導塊(87),相應的,所述設備骨架(1)上設置配合導塊(87)上下移動的導向槽。
9.根據權利要求8所述的3d打印耗材熔接設備,其特征在于,每個第一支撐板(81)上端還設置有耗材導向塊(9);所述耗材導向塊(9)布置在所述第一支撐板(81)上靠近耗材對接熱熔組件(2)的一側;每個耗材導向塊(9)上均設置有若干個直徑不同的耗材導向孔(91);所述耗材導向孔(91)的中心與階梯孔的中心相同;其中一個第一支撐板(81)上的耗材導向塊(9)內側在每個耗材導向孔(91)的位置均設置有匹配的錐形切削刃(10);其中,所述錐形切削刃(10)的小端開口朝向階梯孔;所述錐形切削刃(10)的大端開口布置在耗材導向孔(91)的外側。
10.一種3d打印耗材熔接方法,其特征在于,應用權利要求1-9中任意一項所述的3d打印耗材熔接設備;所述方法包括以下步驟:
技術總結
本申請提供了一種3D打印耗材熔接設備及方法,涉及3D打印技術領域,包括:設備骨架;所述設備骨架上端中部設置有耗材對接熱熔組件;所述耗材對接熱熔組件兩側在設備骨架上對稱設置有耗材送絲組件;所述耗材對接熱熔組件包括:固定在設備骨架中部的熔融固定塊、設置在熔融固定塊內側的第一加熱元件、滑動設置在設備骨架上的調節熔融模塊、設置在調節熔融模塊內側的第二加熱元件;所述第一加熱元件的內側設置有第一階梯槽,相應的,所述第二加熱元件的對應側設置有與所述第一階梯槽結構相同的第二階梯槽;所述第一階梯槽與所述第二階梯槽扣合形成有中部為大徑、兩端為小徑的階梯孔。本發明克服了耗材熔接后連接處的強度及拉伸強度明顯下降的問題。
技術研發人員:陳曉旭,溫東旭,柯福鑫,王馨萍,鄭敬超,房曉波,曹巍林,田中華,孫廣武
受保護的技術使用者:中國第一汽車股份有限公司
技術研發日:
技術公布日:2024/10/21
- 還沒有人留言評論。精彩留言會獲得點贊!