基于記憶芯模的復合材料無人機機體成型工裝及方法與流程
本發明涉及復合材料成型,特別涉及一種基于記憶芯模的復合材料無人機機體成型工裝及方法。
背景技術:
1、本部分的陳述僅僅是提供了與本發明相關的背景技術,并不必然構成現有技術。
2、由于目前低空經濟火熱,無人機市場產品需求量增加,各種類型的無人機結構層出不窮,而無人機機體一般采用的是全復合材料結構,而相比各部件組合裝配的機體,一體化無人機機體有良好的剛性,連接件、結構膠更少,重量更輕,尺寸精度也更好。
3、發明人發現,上述的一體化中空的無人機結構,一般成型都是在金屬陰模上進行分塊鋪貼,各區域進行拼接,拼接量比較難控制,容易造成產品重量不一致的情況,同時成型效率低,r角質量差,整體效果不佳。
技術實現思路
1、為了解決現有技術的不足,本發明提供了一種基于記憶芯模的復合材料無人機機體成型工裝及方法,使用記憶芯模和乳膠增壓氣袋聯合成型,整體記憶芯模可重復使用,降低了使用成本,產品可在記憶芯模上進行鋪貼,形成的預成型體提高了成型效率,復雜的中空結構機體一體成型,產品剛度和精度好。
2、為了實現上述目的,本發明采用如下技術方案:
3、第一方面,本發明提供了一種基于記憶芯模的復合材料無人機機體成型工裝。
4、一種基于記憶芯模的復合材料無人機機體成型工裝,包括:記憶芯模、增壓乳膠氣袋和成型模具,記憶芯模的外形尺寸與無人機機體的內腔尺寸相匹配,增壓乳膠氣袋用于裝入記憶芯模內部,記憶芯模表面用于鋪貼預浸料,成型模具的內腔用于承載鋪貼預浸料之后的記憶芯模,記憶芯模裝入成型模具后,增壓乳膠氣袋加壓,對預浸料進行固化后在設定溫度下拆除記憶芯模。
5、作為本發明第一方面進一步的限定,所述記憶芯模為聚氨酯記憶芯模。
6、作為本發明第一方面更進一步的限定,聚氨酯記憶芯模的厚度為1mm。
7、作為本發明第一方面進一步的限定,增壓乳膠氣袋的外輪廓與聚氨酯記憶芯模的內腔相匹配。
8、作為本發明第一方面更進一步的限定,增壓乳膠氣袋的厚度為1mm。
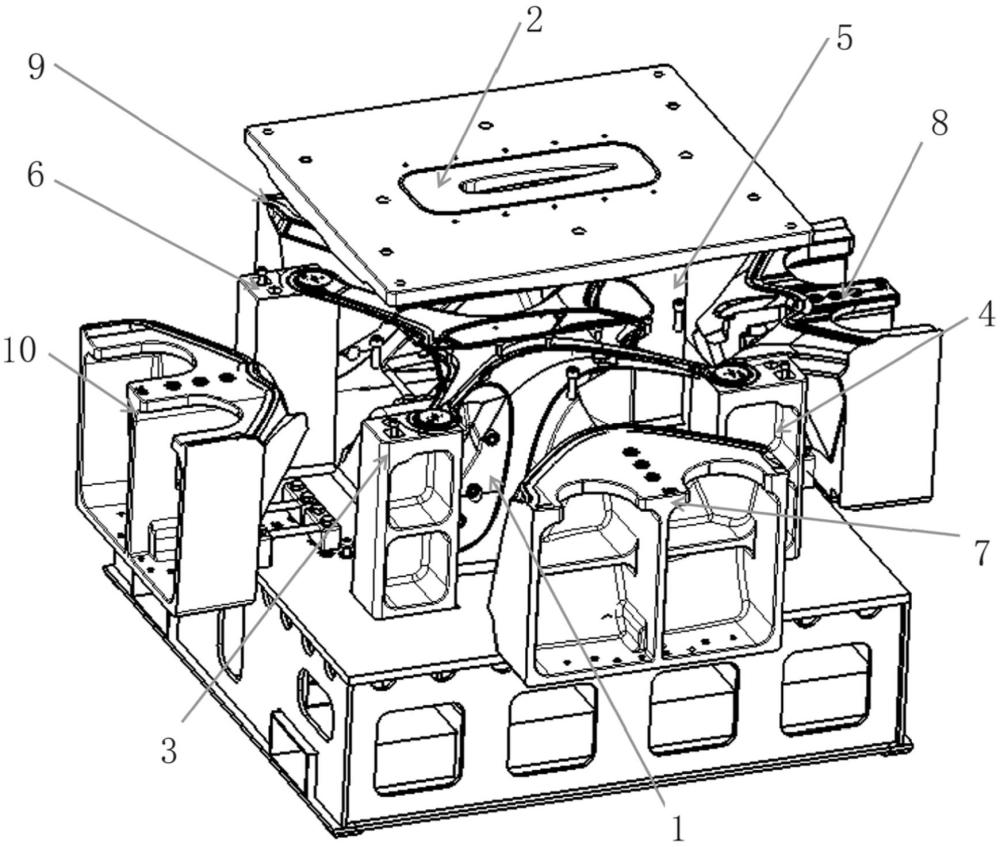
9、作為本發明第一方面進一步的限定,成型模具包括:底座、第一固定塊、第二固定塊、第三固定塊、第四固定塊、第一活動塊、第二活動塊、第三活動塊、第四活動塊和頂蓋;
10、第一固定塊、第二固定塊、第三固定塊和第四固定塊呈矩形環繞固定在底座上,第一活動塊位于第一固定塊與第二固定塊之間且與底座活動連接,第二活動塊位于第二固定塊與第三固定塊之間且與底座活動連接,第三活動塊位于第三固定塊與第四固定塊之間且與底座活動連接,第四活動塊位于第四固定塊與第一固定塊之間且與底座活動連接;
11、頂蓋分別與第一固定塊、第二固定塊、第三固定塊、第四固定塊、第一活動塊、第二活動塊、第三活動塊和第四活動塊的頂部可拆卸的固定連接,第一活動塊、第二活動塊、第三活動塊、第四活動塊向內移動設定距離后,與第一固定塊、第二固定塊、第三固定塊、第四固定塊、底座和頂蓋相配合形成成型用的內腔。
12、作為本發明第一方面更進一步的限定,第一活動塊與底座通過滑軌滑動連接,第二活動塊與底座通過滑軌滑動連接,第三活動塊與底座通過滑軌滑動連接,第四活動塊與底座通過滑軌滑動連接。
13、作為本發明第一方面更進一步的限定,第一固定塊、第二固定塊、第三固定塊和第四固定塊均為矩形體結構,且開設有減重用的孔洞。
14、第二方面,本發明提供了一種基于聚氨酯記憶芯模的復合材料無人機機體成型方法。
15、一種基于聚氨酯記憶芯模的復合材料無人機機體成型方法,利用本發明第一方面所述的成型工裝,包括以下過程:
16、先在由乳膠增壓氣袋和聚氨酯記憶芯模組成的記憶芯模上進行鋪貼,形成預成型體;
17、鋪貼完成將預成型體和記憶芯模放在成型模具的內腔中,然后進行合模;
18、合模完成后,送入固化爐進行固化,對乳膠氣袋進行沖壓;
19、固化結束后在設定溫度進行起模,此時記憶芯模處于柔軟狀態,拆模后得到無人機機體。
20、作為本發明第二方面進一步的限定,設定溫度為大于40攝氏度的溫度。
21、與現有技術相比,本發明的有益效果是:
22、1、本發明創新性的提供了一種基于記憶芯模的復合材料無人機機體成型工裝及方法,使用記憶芯模和乳膠增壓氣袋聯合成型,整體記憶芯模可重復使用,降低了使用成本,產品可在記憶芯模上進行鋪貼,形成的預成型體提高了成型效率,復雜的中空結構機體一體成型,產品剛度和精度好。
23、2、本發明的聚氨酯記憶芯模的復合材料無人機機體成型工裝能夠形成預成型體,大大增加了鋪貼速率,提高了表面質量,同時記憶芯模和乳膠氣袋可重復使用降低了使用成本。
24、本發明附加方面的優點將在下面的描述中部分給出,部分將從下面的描述中變得明顯,或通過本發明的實踐了解到。
技術特征:
1.一種基于記憶芯模的復合材料無人機機體成型工裝,其特征在于,
2.如權利要求1所述的基于記憶芯模的復合材料無人機機體成型工裝,其特征在于,
3.如權利要求2所述的基于記憶芯模的復合材料無人機機體成型工裝,其特征在于,
4.如權利要求1-3任一項所述的基于記憶芯模的復合材料無人機機體成型工裝,其特征在于,
5.如權利要求4所述的基于記憶芯模的復合材料無人機機體成型工裝,其特征在于,
6.如權利要求1所述的基于記憶芯模的復合材料無人機機體成型工裝,其特征在于,
7.如權利要求6所述的基于記憶芯模的復合材料無人機機體成型工裝,其特征在于,
8.如權利要求6所述的基于記憶芯模的復合材料無人機機體成型工裝,其特征在于,
9.一種基于聚氨酯記憶芯模的復合材料無人機機體成型方法,其特征在于,利用權利要求1-8任一項所述的成型工裝,包括以下過程:
10.如權利要求9所述的基于聚氨酯記憶芯模的復合材料無人機機體成型方法,其特征在于,
技術總結
本發明提供了一種基于記憶芯模的復合材料無人機機體成型工裝及方法,屬于復合材料成型技術領域。所述的成型工裝,包括:記憶芯模、增壓乳膠氣袋和成型模具,記憶芯模的外形尺寸與無人機機體的內腔尺寸相匹配,增壓乳膠氣袋用于裝入記憶芯模內部,記憶芯模表面用于鋪貼預浸料,成型模具的內腔用于承載鋪貼預浸料之后的記憶芯模,記憶芯模裝入成型模具后,增壓乳膠氣袋加壓,對預浸料進行固化后在設定溫度下拆除記憶芯模;本發明使用記憶芯模和乳膠增壓氣袋聯合成型,整體記憶芯模可重復使用,降低了使用成本,產品可在記憶芯模上進行鋪貼,形成的預成型體提高了成型效率,復雜的中空結構機體一體成型,產品剛度和精度好。
技術研發人員:馮巖,韓沛,鄭凱,趙英男,王鵬,李慧穎
受保護的技術使用者:中車成型科技(青島)有限公司
技術研發日:
技術公布日:2024/10/21
- 還沒有人留言評論。精彩留言會獲得點贊!