條盒端面熱封裝置的制作方法
本技術涉及一種熱封裝置,特別是一種條盒端面熱封裝置。
背景技術:
1、云煙-中支大重九是紅云紅河集團的高端卷煙產品,其條盒是手工制作硬盒包裝,其采用專門設計的yb95包裝機進行透明紙的包裹、熱封。在實際生產過程中,發現該設備烙封的透明紙端面中間部位經常會出現假燙、端面烙封皺紋等現象,對端面烙鐵烙封位置、溫度、間距,美容器熱封帶溫度、間距,端面折疊器的折疊等進行調整之后均無法根治此類質量缺陷。
2、通過研究分析,造成條盒端面假燙、皺紋等問題的主要原因是在端面的熱封過程中,主要是條盒是異形包裝形式,而且手工制作條盒尺寸存在差異。跟常規煙條相比,條盒端面面積更大,并且條盒的四個輪廓邊較硬,中間容易產生凹槽,而條盒端封透明紙烙鐵是平面的。并且條盒透明紙經過折疊厚,中間部位的透明紙厚度達到四層,而烙鐵的重點工作就是要將此處的透明紙烙封起來。以上所述原因導致條盒透明紙端面在烙封的過程中各個位置受熱不均,特別是中間位置,從而導致了假燙、端面烙封皺紋等現象。
技術實現思路
1、本實用新型的目的是提供一種條盒端面熱封裝置,以解決現有技術中的技術問題,它能夠有效解決包裝盒端面透明紙假燙和端面烙封皺紋的問題,有效提高產品質量。
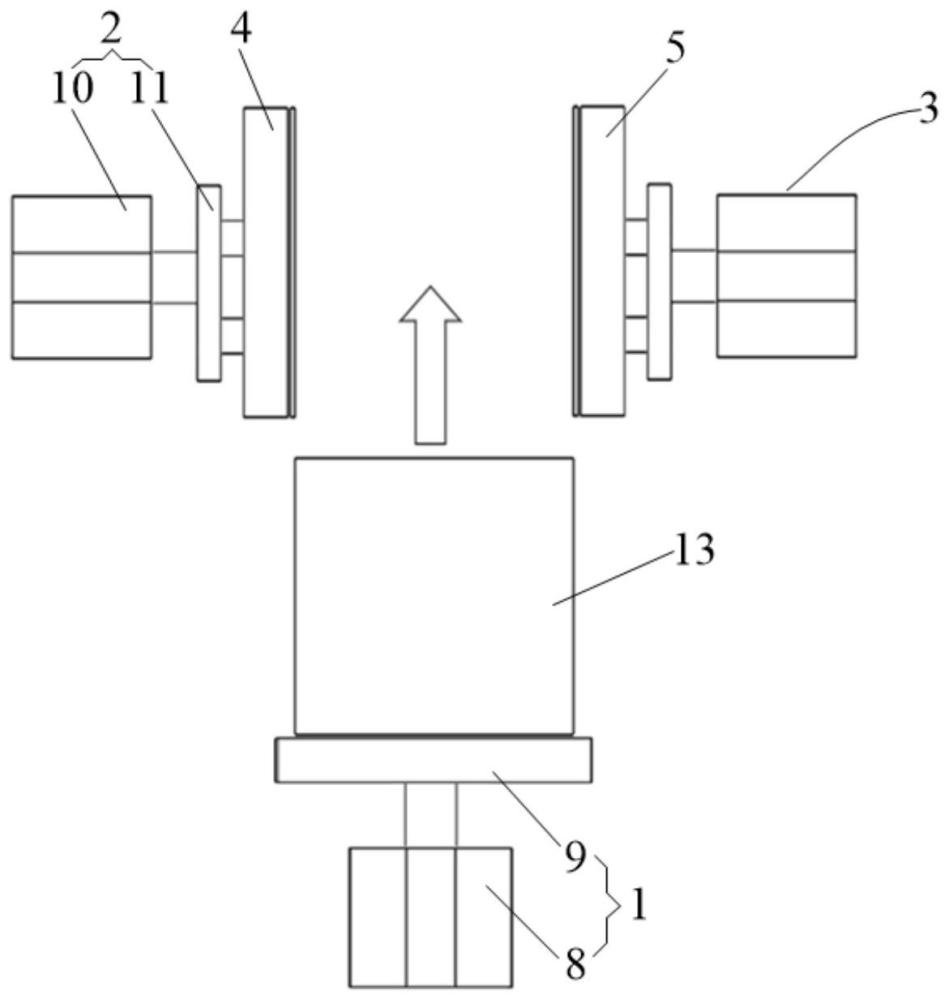
2、本實用新型提供了一種條盒端面熱封裝置,包括頂升裝置、第一推拉裝置和第二推拉裝置,所述第一推拉裝置與所述第二推拉裝置相對設置,所述第一推拉裝置上固設有第一端面烙鐵,所述第二推拉裝置上固設有第二端面烙鐵,所述第一端面烙鐵和所述第二端面烙鐵的發熱面上均設置有彈性傳熱層和耐磨層。
3、前述的條盒端面熱封裝置中,優選地,所述頂升裝置包括第一氣缸和托板,所述第一氣缸豎直布置,所述托板固設在所述第一氣缸的頂端,所述托板水平布置。
4、前述的條盒端面熱封裝置中,優選地,所述第一推拉裝置和所述第二推拉裝置結構完全相同,均包括第二氣缸和烙鐵固定板,所述烙鐵固定板固設在所述第二氣缸的伸縮端,所述烙鐵固定板上開設有四個安裝孔。
5、前述的條盒端面熱封裝置中,優選地,所述第一端面烙鐵和所述第二端面烙鐵的結構完全相同,所述第一端面烙鐵和所述第二端面烙鐵的背面形成有四根螺栓,四根所述螺栓與所述烙鐵固定板上的四個所述安裝孔連接。
6、前述的條盒端面熱封裝置中,優選地,所述彈性傳熱層的厚度為2mm,所述彈性傳熱層的材質為導熱硅橡膠。
7、前述的條盒端面熱封裝置中,優選地,所述耐磨層的厚度為0.18mm,所述耐磨層為特氟龍高溫膠帶。
8、與現有技術相比,本實用新型包括頂升裝置、第一推拉裝置和第二推拉裝置,第一推拉裝置與第二推拉裝置相對設置,第一推拉裝置上固設有第一端面烙鐵,第二推拉裝置上固設有第二端面烙鐵,第一端面烙鐵和第二端面烙鐵的發熱面上均設置有彈性傳熱層和耐磨層。本實用新型通過在第一端面烙鐵和第二端面烙鐵的發熱面上設置彈性傳熱層和耐磨層,通過彈性傳熱層既可以實現熱量的傳遞,又能夠產生一定的形變,適應手工條盒四個輪廓邊較硬,中間容易產生凹槽的情況,實現對條盒兩端的透明紙有效燙壓,有效解決假燙和端面烙封皺紋的問題,有效提高了產品質量。
技術特征:
1.一種條盒端面熱封裝置,包括頂升裝置(1),其特征在于:還包括第一推拉裝置(2)和第二推拉裝置(3),所述第一推拉裝置(2)與所述第二推拉裝置(3)相對設置,所述第一推拉裝置(2)上固設有第一端面烙鐵(4),所述第二推拉裝置(3)上固設有第二端面烙鐵(5),所述第一端面烙鐵(4)和所述第二端面烙鐵(5)的發熱面上均設置有彈性傳熱層(6)和耐磨層(7)。
2.根據權利要求1所述的條盒端面熱封裝置,其特征在于:所述頂升裝置(1)包括第一氣缸(8)和托板(9),所述第一氣缸(8)豎直布置,所述托板(9)固設在所述第一氣缸(8)的頂端,所述托板(9)水平布置。
3.根據權利要求1所述的條盒端面熱封裝置,其特征在于:所述第一推拉裝置(2)和所述第二推拉裝置(3)結構完全相同,均包括第二氣缸(10)和烙鐵固定板(11),所述烙鐵固定板(11)固設在所述第二氣缸(10)的伸縮端,所述烙鐵固定板(11)上開設有四個安裝孔(12)。
4.根據權利要求3所述的條盒端面熱封裝置,其特征在于:所述第一端面烙鐵(4)和所述第二端面烙鐵(5)的結構完全相同,所述第一端面烙鐵(4)和所述第二端面烙鐵(5)的背面形成有四根螺栓,四根所述螺栓與所述烙鐵固定板(11)上的四個所述安裝孔(12)連接。
5.根據權利要求1所述的條盒端面熱封裝置,其特征在于:所述彈性傳熱層(6)的厚度為2mm,所述彈性傳熱層(6)的材質為導熱硅橡膠。
6.根據權利要求5所述的條盒端面熱封裝置,其特征在于:所述耐磨層(7)的厚度為0.18mm,所述耐磨層(7)為特氟龍高溫膠帶。
技術總結
本技術公開了一種條盒端面熱封裝置,包括頂升裝置(1)、第一推拉裝置(2)和第二推拉裝置(3),所述第一推拉裝置(2)與所述第二推拉裝置(3)相對設置,所述第一推拉裝置(2)上固設有第一端面烙鐵(4),所述第二推拉裝置(3)上固設有第二端面烙鐵(5),所述第一端面烙鐵(4)和所述第二端面烙鐵(5)的發熱面上均設置有彈性傳熱層(6)和耐磨層(7)。本技術能夠有效解決包裝盒端面透明紙假燙和端面烙封皺紋的問題,有效提高產品質量。
技術研發人員:李俊宏,胡志恒,華衛,岳紹東,李守成,王俊,王樹軍,朱樹良,陳繼業
受保護的技術使用者:紅云紅河煙草(集團)有限責任公司
技術研發日:20240322
技術公布日:2024/10/21
- 還沒有人留言評論。精彩留言會獲得點贊!