一種玻璃纖維增強環氧樹脂蜂窩板材及其制備方法與流程
本發明涉及蜂窩板材,特別是涉及一種玻璃纖維增強環氧樹脂蜂窩板材的制備方法。
背景技術:
1、蜂窩板材結構具有良好的抗彎和抗剪性能,在航空、交通和建筑等領域有很大應用,但是傳統蜂窩大部分是用芳綸纖維制成,芳綸纖維天然具有吸水性,限制了它在高承力構件上的應用。同時傳統的芳綸纖維蜂窩的制作工藝首先將纖維打成紙漿做成紙片,然后再通過粘接拉伸,最后浸潤酚醛樹脂后固化定性。這種工藝破壞了纖維的連續性,所以蜂窩的抗壓和抗剪強度大大損失。
技術實現思路
1、本發明的目的是針對現有技術中芳綸纖維蜂窩板材抗壓性能和抗剪強度差的問題,而提供一種玻璃纖維增強環氧樹脂蜂窩板材。
2、本發明的另一目的,提供一種所述玻璃纖維增強環氧樹脂蜂窩板材的制備方法。
3、為實現本發明的目的所采用的技術方案是:
4、一種玻璃纖維增強環氧樹脂蜂窩板材的制備方法,包括以下步驟:
5、步驟1,將玻璃纖維織物與環氧樹脂組合物制備成環氧玻纖預浸料;
6、步驟2,采用模具將步驟1得到的環氧玻纖預浸料熱壓成型為瓦楞板,再將瓦楞板按楞對楞的方式粘接起來,即可制得所述玻璃纖維增強環氧樹脂蜂窩板材;
7、所述環氧玻纖預浸料包括重量百分比為40%-60%的玻璃纖維織物和重量百分比為40%-60%的環氧樹脂組合物,所述環氧樹脂組合物由80-90質量份數的環氧樹脂、10-20質量份數的活性稀釋劑、1-15質量份數的助劑、5-10質量份數的潛伏性固化劑、2-5質量份數的固化促進劑、0-200質量份數的填料和5-10質量份數的增稠劑制備而成。
8、在上述技術方案中,所述步驟2包括以下步驟:
9、步驟2.1,將環氧玻纖預浸料裁切成預定的尺寸,鋪貼在預成型模具上,鋪層厚度根據設定的產品厚度調節,環氧玻纖預浸料鋪貼完畢后合模加壓,壓力為2-5mpa,時間為3-5min,完成預浸料預成型;
10、步驟2.2,開啟模具升溫,溫度設定為130-150℃,待模具溫度達到設定溫度后,將已預成型的預浸料鋪設在模具上,合模加壓,加壓壓力為8-15mpa,保壓時間5-15min;
11、步驟2.3,保壓結束后開模,將成型的瓦楞板脫模,冷卻后進行后處理;
12、步驟2.4,用結構膠將瓦楞板按楞對楞的方式粘接起來,使用定型工裝將粘接好的瓦楞板固定,然后對結構膠進行固化,即可得到玻璃纖維增強環氧蜂窩材料。
13、在上述技術方案中,所述玻璃纖維織物包括玻纖平紋布、玻纖斜紋布、玻纖緞紋布或玻纖無紡織物。
14、在上述技術方案中,所述環氧樹脂包括雙酚a型環氧樹脂、雙酚f型環氧樹脂、雙酚s型環氧樹脂和酚醛型環氧樹脂中的一種或幾種。
15、在上述技術方案中,所述活性稀釋劑為含一個或兩個以上環氧基的低分子化合物;所述助劑為降粘劑、內脫模劑、濕潤分散劑、消泡劑、偶聯劑或流平劑中的至少一種;所述潛伏性固化劑為雙氰胺、有機酸酰肼或三氟化硼-胺絡合物中的至少一種。
16、在上述技術方案中,所述固化促進劑為叔胺、取代脲、咪唑、改性咪唑中的至少一種;所述填料為氫氧化鋁、碳酸鈣、滑石粉中的至少一種;所述增稠劑為脂肪胺及其改性物、脂環胺及其改性物、芳香胺及其改性物,優選改性脂環胺。
17、在上述技術方案中,所述環氧玻纖預浸料通過以下方法制備:
18、步驟s1,按重量份數稱取環氧樹脂、活性稀釋劑和助劑置于混料罐中,開啟高速分散機攪拌,攪拌速率為800-1200rpm,攪拌時間為5-10min,分散均勻后得到組分a;
19、步驟s2,將s1得到的組分a按比例加入潛伏性固化劑和固化促進劑,開啟高速分散機攪拌,所述攪拌速率為800-1200rpm,攪拌時間為10-15min,在攪拌過程中監控樹脂溫度,確保樹脂溫度不超過50℃,分散均勻后得到組分b;
20、步驟s3,將s2得到的組分b按比例加入填料,開啟高速分散機攪拌,攪拌速率為800-1200rpm,攪拌時間為10-15min,在攪拌過程中監控樹脂溫度,保證樹脂溫度不超過50℃,分散均勻后得到組分c;
21、步驟s4,將s3得到的組分c按比例加入增稠劑,開啟高速分散機攪拌,攪拌速率為800-1200rpm,攪拌時間為3-5min,在攪拌過程中監控樹脂溫度,保證樹脂溫度不超過50℃,分散均勻后得到環氧樹脂組合物;
22、步驟s5,將s4得到環氧樹脂組合物倒入浸膠槽中,升溫至45-55℃,將玻璃纖維織物浸入環氧樹脂組合物中,預浸時間5-10min,預浸完后收卷并轉運至熟化房,熟化后得到環氧玻纖預浸料。
23、在上述技術方案中,所述s4中的環氧樹脂組合物,使用旋轉粘度計測試其40℃粘度為10000-30000mpa·s,使用平板小刀法測試其150℃凝膠時間為90-150s,使用差式掃描量熱儀測試其tg為110-130℃;所述s3中的填料分批多次加入,以避免一次加入過多導致粘度太大難以分散;所述s5中的預浸溫度為45-55℃,預浸時間為5-10min;所述s5中的熟化溫度為35-60℃,所述熟化時間為3-24h。
24、本發明的另一方面,提供一種玻璃纖維增強環氧樹脂蜂窩板材,通過所述的制備方法制備得到。
25、在上述技術方案中,瓦楞板尺寸為長2.44m×寬1.22m×高3-10mm,厚度為0.1-1mm;瓦楞板的瓦楞結構為半圓、六邊形、矩形中的一種。
26、與現有技術相比,本發明的有益效果是:
27、1本發明提供的制備方法綠色環保,工藝簡單,條件溫和,節約能耗,所使用的原材料的價格低廉,可以有效降低生產成本,便于實現大規模生產。
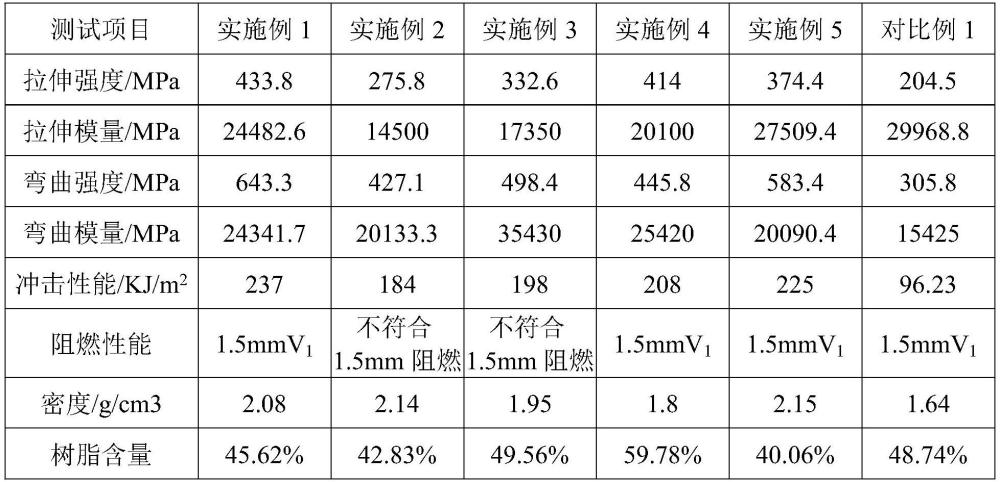
28、2.本發明的制備方法制備得到的環氧樹脂蜂窩狀復合材料可以通過調節玻璃纖維織物和環氧樹脂組合物的質量比調節密度和強度,還可以通過調節添加填料的種類和份數,改變材料的防火性能。
29、3.本發明與現有技術得到的蜂窩狀材料相比,其具有更高的抗拉強度和力學性能。
技術特征:
1.一種玻璃纖維增強環氧樹脂蜂窩板材的制備方法,其特征在于,包括以下步驟:
2.如權利要求1所述的,其特征在于,所述步驟2包括以下步驟:
3.如權利要求1所述的玻璃纖維增強環氧樹脂蜂窩板材的制備方法,其特征在于,所述玻璃纖維織物包括玻纖平紋布、玻纖斜紋布、玻纖緞紋布或玻纖無紡織物。
4.如權利要求1所述的玻璃纖維增強環氧樹脂蜂窩板材的制備方法,其特征在于,所述環氧樹脂包括雙酚a型環氧樹脂、雙酚f型環氧樹脂、雙酚s型環氧樹脂和酚醛型環氧樹脂中的一種或幾種。
5.如權利要求1所述的玻璃纖維增強環氧樹脂蜂窩板材的制備方法,其特征在于,所述活性稀釋劑為含一個或兩個以上環氧基的低分子化合物;所述助劑為降粘劑、內脫模劑、濕潤分散劑、消泡劑、偶聯劑或流平劑中的至少一種;所述潛伏性固化劑為雙氰胺、有機酸酰肼或三氟化硼-胺絡合物中的至少一種。
6.如權利要求1所述的玻璃纖維增強環氧樹脂蜂窩板材的制備方法,其特征在于,所述固化促進劑為叔胺、取代脲、咪唑、改性咪唑中的至少一種;所述填料為氫氧化鋁、碳酸鈣、滑石粉中的至少一種;所述增稠劑為脂肪胺及其改性物、脂環胺及其改性物、芳香胺及其改性物,優選改性脂環胺。
7.如權利要求1所述的玻璃纖維增強環氧樹脂蜂窩板材的制備方法,其特征在于,所述環氧玻纖預浸料通過以下方法制備:
8.如權利要求7所述的玻璃纖維增強環氧樹脂蜂窩板材的制備方法,其特征在于,所述s4中的環氧樹脂組合物,使用旋轉粘度計測試其40℃粘度為10000-30000mpa·s,使用平板小刀法測試其150℃凝膠時間為90-150s,使用差式掃描量熱儀測試其tg為110-130℃;所述s3中的填料分批多次加入,以避免一次加入過多導致粘度太大難以分散;所述s5中的預浸溫度為45-55℃,預浸時間為5-10min;所述s5中的熟化溫度為35-60℃,所述熟化時間為3-24h。
9.一種玻璃纖維增強環氧樹脂蜂窩板材,其特征在于,通過權利要求1-8任意一項所述的制備方法制備得到。
10.如權利要求9所述的玻璃纖維增強環氧樹脂蜂窩板材,其特征在于,瓦楞板尺寸為長2.44m×寬1.22m×高3-10mm,厚度為0.1-1mm;瓦楞板的瓦楞結構為半圓、六邊形、矩形中的一種。
技術總結
本發明公開了一種玻璃纖維增強環氧樹脂蜂窩板材及其制備方法,所述制備方法包括以下步驟:步驟1,將玻璃纖維織物與環氧樹脂組合物制備成環氧玻纖預浸料;步驟2,制備所述玻璃纖維增強環氧樹脂蜂窩板材;所述環氧玻纖預浸料包括重量百分比為40%?60%的玻璃纖維織物和重量百分比為40%?60%的環氧樹脂組合物,所述環氧樹脂組合物由80?90質量份數的環氧樹脂、10?20質量份數的活性稀釋劑、1?15質量份數的助劑、5?15質量份數的潛伏性固化劑、0?200質量份數的填料和5?10質量份數的增稠劑制備而成。本發明的制備方法制備得到的環氧樹脂蜂窩狀復合材料可以通過調節玻璃纖維織物和環氧樹脂組合物的質量比調節密度和強度,還可以通過調節添加填料的種類和份數,改變材料的防火性能。
技術研發人員:南江琨,楊濤,龐興功,孫小濤
受保護的技術使用者:朗昇高新材料科技(天津)有限公司
技術研發日:
技術公布日:2024/10/21
- 還沒有人留言評論。精彩留言會獲得點贊!