一種多級盤軸結構一體化成型方法與流程
本發明涉及盤軸制造,具體涉及一種多級盤軸結構一體化成型方法。
背景技術:
1、中小航空發動機通過減少零件數量,可有效降低發動機重量的同時降低制造成本。作為發動機承受載荷最嚴酷的零部件,壓氣機和渦輪盤軸體系通常成為保障發動機可靠運行的關鍵部件。現有壓氣機和渦輪盤通常為盤軸分離結構,通過齒輪或法蘭相互連接傳動,不僅零部件眾多,且價格昂貴,可靠性亟待提高。近年來,在先進中小航空發動機研制過程中,人們發現若將壓氣機和渦輪的多級盤軸體系合為一個零件制備,能有效減少零件數量,提高壽命和可靠性。然而,目前此類零件的制備方式通常采用直徑尺寸裕度足夠的棒材進行機械加工得到。此種方法具有以下缺點:棒材加工過程中,盤與盤之間去料量過大,造成了原材料極大浪費,而由于去料量過大,導致加工時長過長,從而使得制備周期成倍增加,并且去料過程控制不當,容易導致加工精度不穩定,影響產品性能,因而亟待改進。
技術實現思路
1、本發明所解決的技術問題在于提供一種多級盤軸結構一體化成型方法,以解決現有技術中多級盤軸結構制備過程去料量大、加工時間長、加工精度無法保證的技術問題。
2、本發明所解決的技術問題采用以下技術方案來實現:
3、一種多級盤軸結構一體化成型方法,包括如下步驟:
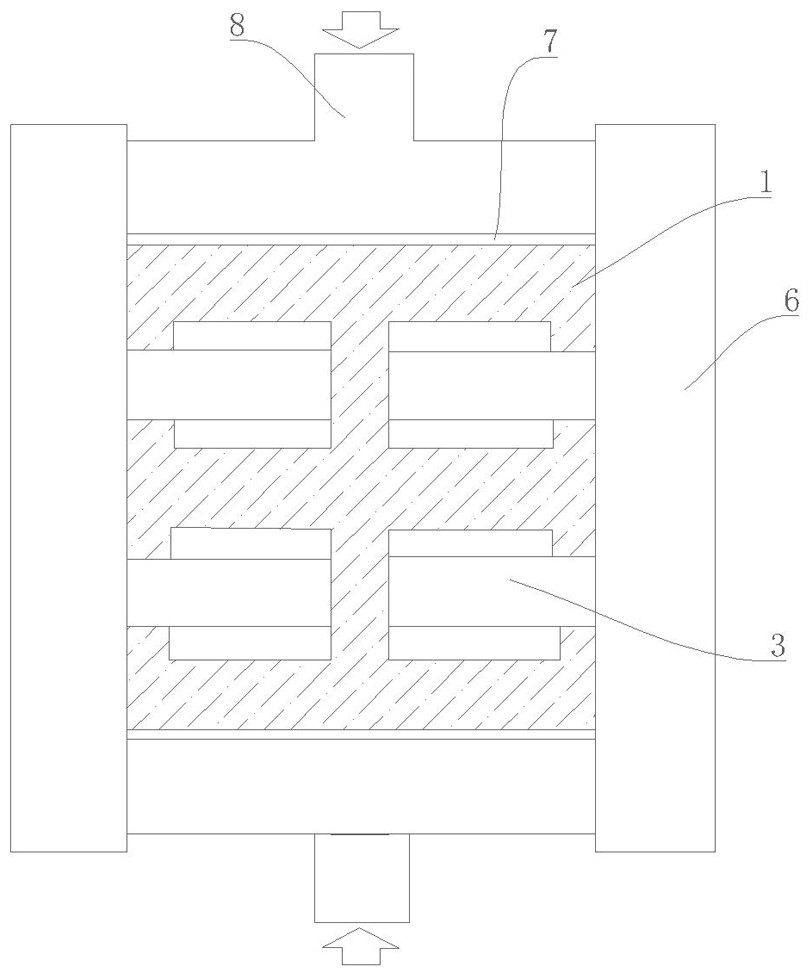
4、(1)將原料粉末裝填于陶瓷包套中,陶瓷包套上設置有平行布置的多層環形槽結構,環形槽結構內填充墊片組件,墊片組件填充于環形槽后與陶瓷包套共同構成圓柱體結構;
5、(2)將所述圓柱體結構置于匹配的燒結模具內,燒結模具的頂部和底部具有活塞式壓頭;將燒結模具置于真空粉末煅燒裝置中進行煅燒處理;將活塞式壓頭施加的壓力提高到壓力中值然后施加振蕩壓力載荷,壓力中值為10~90mpa,振蕩壓力載荷的振蕩頻率范圍為0.5~5hz,振幅范圍為0~10mpa;燒結過程中真空度低于或等于1×10-5pa;燒結完成后冷卻;
6、(3)在真空粉末鍛造設備中繼續進行固溶處理與時效處理,然后冷卻處理出爐,得到一體式的多級盤軸結構。
7、進一步地,步驟(1)中,原料粉末為高溫合金粉末或鈦合金粉末,原料粉末為直徑50~250μm的球形結構。
8、進一步地,步驟(1)中,陶瓷包套的材質為si3n4、zro2或al2o3中的一種或幾種,陶瓷包套的厚度為2~5mm。
9、進一步地,步驟(2)中,燒結模具為空心圓柱體結構,燒結模具和活塞式壓頭均由石墨制備而成,燒結模具的內徑與所述陶瓷包套的外徑相匹配,
10、進一步地,步驟(1)中,墊片組件包括圓形墊片,圓形墊片由至少兩塊獨立設置的墊塊組成,兩墊塊的上表面和下表面均設置有凸出的分墊塊,墊片組件將所述環形槽結構充分填充。優選的,墊片材質為石墨、si3n4、zro2和al2o3塊體材料中的一種。
11、進一步地,步驟(2)中,燒結溫度為1100~~1300℃、燒結時間為1~3h;燒結過程中升溫速率為5~100℃/min;燒結完成后強制冷卻,強制冷卻的降溫速率為5~10℃/min。
12、進一步地,步驟(3)中,固溶處理溫度為1100~1250℃、時間為2~6h;時效處理溫度為600~800℃、時間為5~15h。
13、進一步地,步驟(3)中,固溶處理與時效處理過程中真空度低于或等于1×10-5pa。
14、進一步地,步驟(2)和步驟(3)中,冷卻采用水循環和氬氣充入的復合強制冷卻方式。
15、有益效果:本發明所述的多級盤軸結構一體化成型方法,去料量少,避免了原材料的浪費,其多個工序在真空粉末鍛造設備中即可完成,無需頻繁更換加工場所,有效減少了工藝環節,縮短加工周期,減少轉移過程中帶來的污染;采用獨特設計的陶瓷包套與墊片組件結合的方式,解決了異形件在模壓過程中容易受力不均導致開裂及力學性能差的難題,并且在燒結過程中,采用真空燒結、恒定壓力加震蕩載荷燒結過程,有效實現了粉末高溫合金的以壓代鍛,在燒結過程中即對樣件進行形變強化,使其晶粒組織細化,致密度提高,樣件組織和性能得到保障。
技術特征:
1.一種多級盤軸結構一體化成型方法,其特征在于,包括如下步驟:
2.根據權利要求1所述的多級盤軸結構一體化成型方法,其特征在于,步驟(1)中,原料粉末為高溫合金粉末或鈦合金粉末,原料粉末為直徑50~250μm的球形結構。
3.根據權利要求1所述的多級盤軸結構一體化成型方法,其特征在于,步驟(1)中,陶瓷包套的材質為si3n4、zro2或al2o3中的一種或幾種,陶瓷包套的厚度為2~5mm。
4.根據權利要求1所述的多級盤軸結構一體化成型方法,其特征在于,步驟(2)中,燒結模具為空心圓柱體結構,燒結模具和活塞式壓頭均由石墨制備而成,燒結模具的內徑與所述陶瓷包套的外徑相匹配。
5.根據權利要求4所述的多級盤軸結構一體化成型方法,其特征在于,步驟(1)中,墊片組件包括圓形墊片,圓形墊片由至少兩塊獨立設置的墊塊組成,兩墊塊的上表面和下表面均設置有凸出的分墊塊,墊片組件將所述環形槽結構充分填充;其中墊片材質為石墨、si3n4、zro2和al2o3塊體材料中的一種。
6.根據權利要求1所述的多級盤軸結構一體化成型方法,其特征在于,步驟(2)中,燒結溫度為1100℃~1300℃、燒結時間為1~3h;燒結過程中升溫速率為5~100℃/min;燒結完成后強制冷卻,強制冷卻的降溫速率為5~10℃/min。
7.根據權利要求1所述的多級盤軸結構一體化成型方法,其特征在于,步驟(3)中,固溶處理溫度為1100~1250℃、時間為2~6h;時效處理溫度為600~800℃、時間為5~15h。
8.根據權利要求1所述的多級盤軸結構一體化成型方法,其特征在于,步驟(3)中,固溶處理與時效處理過程中真空度低于或等于1×10-5pa。
9.根據權利要求1所述的多級盤軸結構一體化成型方法,其特征在于,步驟(2)和步驟(3)中,冷卻采用水循環和氬氣充入的復合強制冷卻方式。
技術總結
本發明所述的多級盤軸結構一體化成型方法,包括如下步驟:將原料粉末裝填于陶瓷包套中,陶瓷包套上設置有平行布置的多層環形槽結構,環形槽結構內填充墊片組件,墊片組件填充于環形槽后與陶瓷包套構成圓柱體結構;將所述圓柱體結構置于匹配的燒結模具內,燒結模具的頂部和底部具有活塞式壓頭;將燒結模具置于真空粉末煅燒裝置中進行煅燒處理;在真空粉末鍛造設備中繼續進行固溶處理與時效處理,然后冷卻處理出爐,得到一體式的多級盤軸結構。本發明在加工多級盤軸結構時去料量少,避免了原材料的浪費,加工周期少,成本低,且解決了異形件在模壓過程中容易受力不均導致開裂及力學性能差的難題,性能得到保障。
技術研發人員:黃燦燦
受保護的技術使用者:湖南昇航動力科技有限公司
技術研發日:
技術公布日:2024/10/21
- 還沒有人留言評論。精彩留言會獲得點贊!