一種航空耳機外殼壓鑄模具的制作方法
本發明涉及壓鑄模具領域,具體為一種航空耳機外殼壓鑄模具。
背景技術:
1、航空耳機外殼的傳統制造需要經歷多道工序,從初步成型到最終完成需要較長的時間。機械加工過程中會產生大量的切屑,導致原材料的浪費。并且由于其復雜的形狀,導致其生產效率較低,無法達到快速生產的效果。
2、其次,傳統機械加工通常采用逐個零件加工的方式,每個零件需要單獨裝夾和加工,這導致生產周期較長。并且一旦確定了成型和加工程序,很難對設計進行更改,這限制了產品的定制化和創新。
3、針對傳統航空耳機外殼加工存在的問題,采用壓鑄技術,這是一種快速、高效的成型方法,尤其適用于大批量生產復雜形狀的零件。可以顯著提高生產效率和產品質量。針對模具的設計對于提高航空耳機外殼的制造質量和效率至關重要。
技術實現思路
1、針對現技術所存在的問題,提供一種航空耳機外殼壓鑄模具,本發明通過采用航空耳機外殼的壓鑄成型技術,可以顯著提高生產效率、降低成本,還可以根據需要對壓鑄模具的成型腔的形狀進行制造,以適應不同規格的航空耳機外殼,滿足不同的加工需求,實現高精度和高質量的復雜形狀零件。
2、為解決現有技術問題,本發明提供一種航空耳機外殼壓鑄模具,應用于壓鑄成型具有弧度的航空耳機外殼,成型的所述航空耳機外殼的兩端均具有開口,壓鑄模具包括定模和動模,所述定模中設置有可移動的上插桿,所述動模中設置有可移動的下插桿,所述定模和動模的外側分別設有用于驅動對應上插桿和下插桿移動的驅動機構,當定模和動模合模后,上插桿和下插桿同時伸入其中,并與定模和動模的內壁共同形成完整的成型腔。
3、優選地,動模上開設有若干個貫通至其內壁的針孔,所述針孔內插設有能夠在定模和動模開模后將成型的航空耳機外殼從動模上頂出的頂針,當定模和動模合模后,還形成與所述的成型腔以及所有的針孔流通的溢流槽。
4、優選地,定模上設置有貫通至其內壁的澆注口,當定模和動模合模時,形成有一對所述的成型腔,并且所述澆注口同時與一對成型腔流通。
5、優選地,定模和動模合模后所形成的每個成型腔中均設有一個所述的上插桿和下插桿。
6、優選地,定模和動模上分別具有供對應的上插桿和下插桿沿著指定方向滑動的引導槽。
7、優選地,定模和動模上分別設有與對應上插桿和下插桿的向外延伸端固定的連接塊,一對所述的上插桿的連接塊和一對所述的下插桿的連接塊分別與對應的驅動機構傳動連接。
8、優選地,定模和動模上的驅動機構的結構相同,所述驅動機構包括有一個固定設置在定模或動模上的氣缸,以及固定設置在氣缸輸出軸上的安裝座,一對所述的上插桿和下插桿上的連接塊分別與對應氣缸上的安裝座固定連接。
9、優選地,氣缸上設有用以控制上插桿或下插桿移動位置的行程控制器。
10、優選地,動模上設置有可相對其滑動的動板,所述動板上固定設置有分別插設在所有針孔中的所述的頂針。
11、優選地,定模和動模上均開設有靠近成型腔方向所延伸的冷卻通道。
12、本申請相比較于現有技術的有益效果是:本發明通過采用航空耳機外殼的壓鑄成型技術,可以顯著提高生產效率、降低成本,還可以根據需要對壓鑄模具的成型腔的形狀進行制造,以適應不同規格的航空耳機外殼,滿足不同的加工需求,并且可以實現高精度和高質量的復雜形狀零件,與傳統機械加工相比,壓鑄成型提供了更高的生產效率、更好的尺寸精度和表面質量、更低的材料浪費以及更少的后續加工需求,使得壓鑄成型成為制造航空耳機外殼的理想選擇。
技術特征:
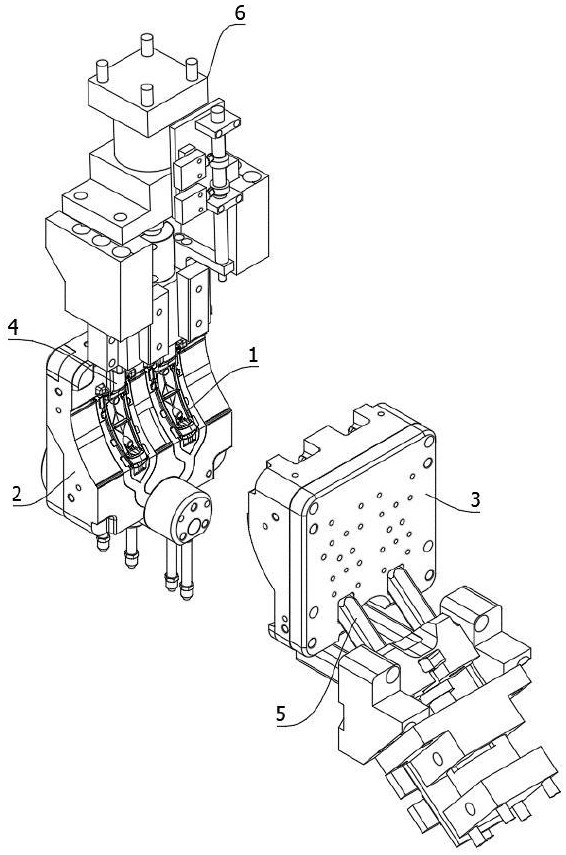
1.一種航空耳機外殼壓鑄模具,應用于壓鑄成型具有弧度的航空耳機外殼(1),成型的所述航空耳機外殼(1)的兩端均具有開口,其特征在于,壓鑄模具包括定模(2)和動模(3),所述定模(2)中設置有可移動的上插桿(4),所述動模(3)中設置有可移動的下插桿(5),所述定模(2)和動模(3)的外側分別設有用于驅動對應上插桿(4)和下插桿(5)移動的驅動機構(6),當定模(2)和動模(3)合模后,上插桿(4)和下插桿(5)同時伸入其中,并與定模(2)和動模(3)的內壁共同形成完整的成型腔。
2.如權利要求1所述的一種航空耳機外殼壓鑄模具,其特征在于,動模(3)上開設有若干個貫通至其內壁的針孔(31),所述針孔(31)內插設有能夠在定模(2)和動模(3)開模后將成型的航空耳機外殼(1)從動模(3)上頂出的頂針(32),當定模(2)和動模(3)合模后,還形成與所述的成型腔以及所有的針孔(31)流通的溢流槽(33)。
3.如權利要求1所述的一種航空耳機外殼壓鑄模具,其特征在于,定模(2)上設置有貫通至其內壁的澆注口(21),當定模(2)和動模(3)合模時,形成有一對所述的成型腔,并且所述澆注口(21)同時與一對成型腔流通。
4.如權利要求3所述的一種航空耳機外殼壓鑄模具,其特征在于,定模(2)和動模(3)合模后所形成的每個成型腔中均設有一個所述的上插桿(4)和下插桿(5)。
5.如權利要求4所述的一種航空耳機外殼壓鑄模具,其特征在于,定模(2)和動模(3)上分別具有供對應的上插桿(4)和下插桿(5)沿著指定方向滑動的引導槽。
6.如權利要求5所述的一種航空耳機外殼壓鑄模具,其特征在于,定模(2)和動模(3)上分別設有與對應上插桿(4)和下插桿(5)的向外延伸端固定的連接塊(41),一對所述的上插桿(4)的連接塊(41)和一對所述的下插桿(5)的連接塊(41)分別與對應的驅動機構(6)傳動連接。
7.如權利要求6所述的一種航空耳機外殼壓鑄模具,其特征在于,定模(2)和動模(3)上的驅動機構(6)的結構相同,所述驅動機構(6)包括有一個固定設置在定模(2)或動模(3)上的氣缸(51),以及固定設置在氣缸(51)輸出軸上的安裝座(52),一對所述的上插桿(4)和下插桿(5)上的連接塊(41)分別與對應氣缸(51)上的安裝座(52)固定連接。
8.如權利要求7所述的一種航空耳機外殼壓鑄模具,其特征在于,氣缸(51)上設有用以控制上插桿(4)或下插桿(5)移動位置的行程控制器(53)。
9.如權利要求2所述的一種航空耳機外殼壓鑄模具,其特征在于,動模(3)上設置有可相對其滑動的動板(321),所述動板(321)上固定設置有分別插設在所有針孔(31)中的所述的頂針(32)。
10.如權利要求1所述的一種航空耳機外殼壓鑄模具,其特征在于,定模(2)和動模(3)上均開設有靠近成型腔方向所延伸的冷卻通道(22)。
技術總結
本發明涉及壓鑄模具領域,具體涉及一種航空耳機外殼壓鑄模具,應用于壓鑄成型具有弧度的航空耳機外殼,成型的所述航空耳機外殼的兩端均具有開口,壓鑄模具包括定模和動模,所述定模中設置有能夠移動的上插桿,所述動模中設置有能夠移動的下插桿,所述定模和動模的外側分別設有能夠驅動對應上插桿和下插桿移動的驅動機構,當定模和動模合模后,上插桿和下插桿同時伸入其中,并與定模和動模的內壁共同形成完整的成型腔,本發明通過采用航空耳機外殼的壓鑄成型技術,可以顯著提高生產效率、降低成本,還可以根據需要對壓鑄模具的成型腔的形狀進行制造,以適應不同規格的航空耳機外殼,滿足不同的加工需求,實現高精度和高質量的復雜形狀零件。
技術研發人員:姚凱
受保護的技術使用者:寧波福寧機械有限公司
技術研發日:
技術公布日:2024/10/21
- 還沒有人留言評論。精彩留言會獲得點贊!