一種冰壺磨削加工裝置及方法
本發明涉及一種冰壺磨削加工裝置及方法,屬于冰壺磨削加工領域。
背景技術:
1、冰壺的加工通常選取特定比例的花崗巖和玄武巖,對其進行粗車和精車加工,使其表面光滑,以便后續的加工處理,在對冰壺石材進行磨削加工時,需使冰壺表面光滑,因冰壺表面光滑與冰壺的使用和運動性能息息相關,若冰壺表面粗糙不均,可能導致冰壺滾行時不平穩,影響冰壺的滾行軌跡和減速表現,還可能導致冰壺表面磨損不均勻,影響冰壺的使用壽命,為了提升冰壺表面的粗糙度,在冰壺磨削時就需盡可能保持表面粗糙度統一,便于后期拋光和精加工,現有的冰壺的加工裝置仍然依賴大量人工操作,自動化水平不高,造成生產效率較低,且由于人工操作,導致加工表面精度很難判斷,缺少對冰壺磨削時的表粗糙度精準檢測。
2、因此,亟需提出一種新型的冰壺磨削加工裝置及方法,以解決上述技術問題。
技術實現思路
1、本發明研發目的是為了解決現有的冰壺的加工裝置仍然依賴大量人工操作,自動化水平不高,造成生產效率較低,且由于人工操作,導致磨削時加工表面精度很難判斷,缺少對冰壺磨削時的表粗糙度精準檢測的問題,在下文中給出了關于本發明的簡要概述,以便提供關于本發明的某些方面的基本理解。應當理解,這個概述并不是關于本發明的窮舉性概述。它并不是意圖確定本發明的關鍵或重要部分,也不是意圖限定本發明的范圍。
2、本發明的技術方案:
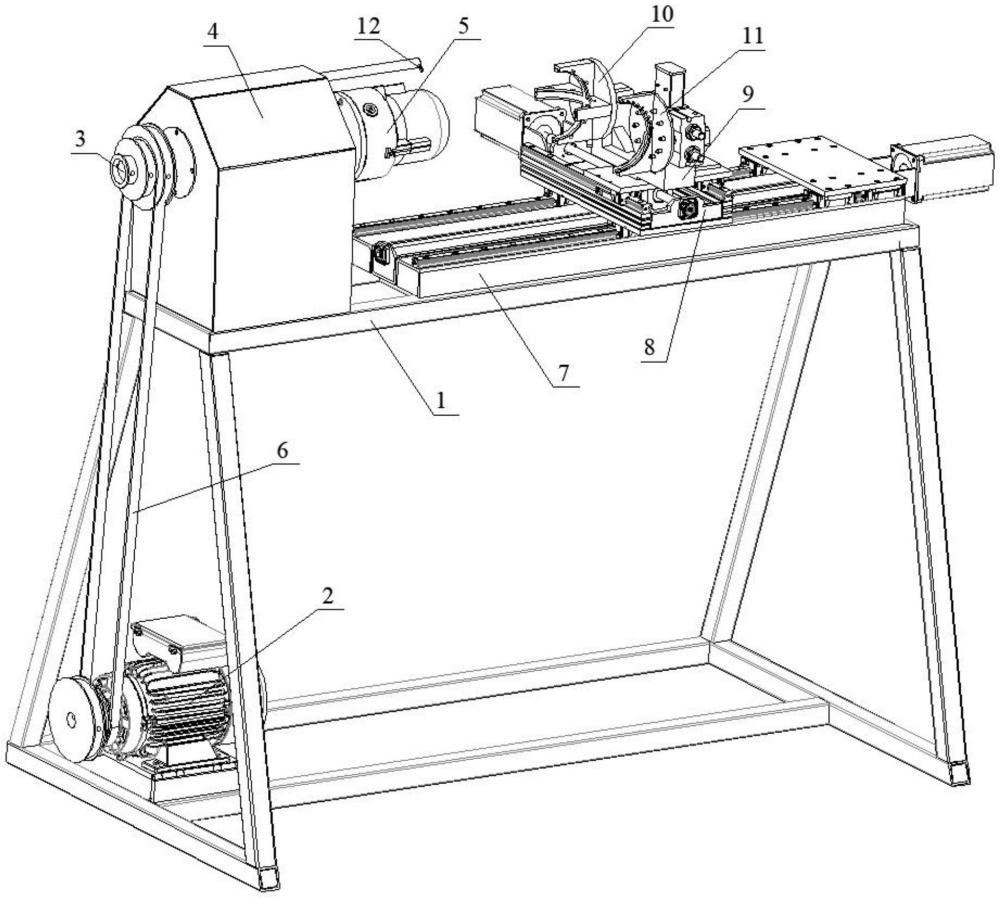
3、方案一、一種冰壺磨削加工裝置,包括機架、轉動電機、轉軸、轉動座、夾具、驅動裝置、縱向滑臺、橫向滑臺、支架、磨削裝置和檢測裝置,所述轉軸通過轉動座轉動安裝于機架一側,轉軸兩端分別與夾具和驅動裝置建立連接,驅動裝置與轉動電機的輸出端建立連接,機架另一側安裝有縱向滑臺,縱向滑臺的滑動方向與轉軸的軸向平行,縱向滑臺上安裝有橫向滑臺,橫向滑臺上安裝有支架,支架橫向兩端分別安裝有磨削裝置和檢測裝置;
4、所述檢測裝置包括旋轉氣缸、轉盤、弧形夾座、刮板和表面粗糙度檢測傳感器,所述旋轉氣缸固定安裝于支架上,旋轉氣缸的輸出端固定安裝有轉盤,轉盤上固定安裝有弧形夾座,弧形夾座垂直于轉盤中心設置,弧形夾座一側固定安裝有刮板,弧形夾座另一側安裝有表面粗糙度檢測傳感器。
5、優選的:所述機架上安裝有噴水裝置,噴水裝置的噴水端位于夾具前側上方。
6、優選的:所述弧形夾座上裝夾有清潔部。
7、優選的:所述表面粗糙度檢測傳感器的數量為多個。
8、優選的:所述表面粗糙度檢測傳感器數量為9個,呈弧形均勻陣列布置,每個表面粗糙度檢測傳感器的測量端距離冰壺的表面的距離均等距設置。
9、優選的:所述轉盤的圓心處,即弧形夾座的中部設置有觸碰開關.
10、優選的:所述檢測裝置的轉盤上還設置有10個標記噴頭,10個標記噴頭以轉盤中心為圓心,等距圓周陣列布置,所述每個10個標記噴頭均通過電磁閥連通有有色附著顏料。
11、優選的:所述磨削裝置包括固定法蘭、弧形磨削刀具和刀具安裝座,固定法蘭固定安裝于支架上,固定法蘭靠近夾具一側通過刀具安裝座固定安裝有弧形磨削刀具。
12、方案二、一種冰壺磨削加工方法,是依托于方案一所述的一種冰壺磨削加工裝置實現的,包括以下步驟:
13、步驟1,將待加工冰壺的石材固定裝夾于夾具上,驅動橫向滑臺,使橫向滑臺上的磨削裝置與待加工冰壺的石材對齊,即位于磨削工位;
14、步驟2,啟動轉動電機,使轉動電機帶動裝夾于夾具上的待加工冰壺的石材旋轉,同時啟動縱向滑臺,使磨削裝置的弧形磨削刀具向靠近待加工冰壺的石材的方向運動,并對旋轉的待加工冰壺的石材進行弧面磨削加工;
15、步驟3,弧面磨削加工完畢后,停止轉動電機,同時縱向滑臺帶動磨削裝置遠離夾具;
16、步驟4,當夾具停止轉動后,保持冰壺不動,驅動橫向滑臺,使橫向滑臺上的檢測裝置與待加工冰壺的石材對齊,即位于檢測工位;
17、步驟5,啟動縱向滑臺,使檢測裝置的弧形夾座向靠近待加工冰壺的石材的方向運動,直至冰壺抵住觸碰開關后停止;
18、步驟6,被抵住的觸碰開關啟動旋轉氣缸轉動,帶動轉盤進行正反兩次旋轉,弧形夾座上的刮板和清潔部在轉盤的旋轉作用下,對冰壺表面進行清潔;
19、步驟7,旋轉氣缸進行正反兩次旋轉后,啟動表面粗糙度檢測傳感器對冰壺表面進行表面粗糙度檢測,將表面粗糙度檢測傳感器檢測到的數據進行處理,分析出粗糙區域后進行標記處理;
20、步驟8,對粗糙區域進行手工打磨精修。
21、優選的:所述步驟7包括:
22、步驟7.1,冰壺與轉盤中心為共線設置,以轉盤中心為圓心等距圓周劃分為10個扇形區域,投射至冰壺表面即同步為10個區域,同時每個區域均設有1個標記噴頭;
23、步驟7.2,啟動表面粗糙度檢測傳感器同時的啟動旋轉氣缸,當旋轉氣缸帶動表面粗糙度檢測傳感器經過每個扇形區域時,9個并排設置的表面粗糙度檢測傳感器同時或分別進行數據檢測采集,即獲得10個區域,每個區域9個不同的采樣點,一共是90個數據;
24、步驟7.3,分別對每個扇形區域采集到得到數據進行數據標準化處理,以及對所有90個數據進行數據標準化處理,再將每個扇形區域數據標準化處理的結果與所有90個數據標準化處理的結果進行比對,差值最大的區域判定為粗糙區域;
25、步驟7.4,判定出粗糙區域后,粗糙區域投射對應區域的標記噴頭連接的電磁閥啟動,控制粗糙區域內的標記噴頭噴出有色附著顏料,有色附著顏料附著于冰壺表面,實現粗糙區域的標記處理。
26、本發明具有以下有益效果:
27、1.本發明在冰壺進行磨削加工時,可對冰壺表面進行表面粗糙度檢測,便于后續的拋光和打磨加工,盡最大限度的使冰壺表面粗糙度均勻,避免出現冰壺滾行時不平穩,影響冰壺的滾行軌跡和減速表現的情況,使長期使用的冰壺表面磨損也盡可能均勻,延長冰壺的使用壽命;
28、2.本發明可對冰壺進行區域性的判定,便于針對性的精準加工,避免不均勻的表面粗糙度可能會導致的在冰面上滾行時的減速或方向變化,避免影響運動員的預期運動效果;
29、3.本發明的表面粗糙度通過檢測、計算和處理,得出的粗糙區域精準,避免人工據經驗判斷而會造成粗糙區域判定錯誤的誤差,大大降低了工人加工操作的難度,提升了加工效率;
30、4.本發明可以冰壺表面的粗糙區域進行噴涂標記,使區域位置更加醒目,便于后期針對性的精磨加工。
技術特征:
1.一種冰壺磨削加工裝置,其特征在于:包括機架(1)、轉動電機(2)、轉軸(3)、轉動座(4)、夾具(5)、驅動裝置(6)、縱向滑臺(7)、橫向滑臺(8)、支架(9)、磨削裝置(10)和檢測裝置(11),所述轉軸(3)通過轉動座(4)轉動安裝于機架(1)一側,轉軸(3)兩端分別與夾具(5)和驅動裝置(6)建立連接,驅動裝置(6)與轉動電機(2)的輸出端建立連接,機架(1)另一側安裝有縱向滑臺(7),縱向滑臺(7)的滑動方向與轉軸(3)的軸向平行,縱向滑臺(7)上安裝有橫向滑臺(8),橫向滑臺(8)上安裝有支架(9),支架(9)橫向兩端分別安裝有磨削裝置(10)和檢測裝置(11);
2.根據權利要求1所述的一種冰壺磨削加工裝置,其特征在于:所述機架(1)上安裝有噴水裝置(12),噴水裝置(12)的噴水端位于夾具(5)前側上方。
3.根據權利要求2所述的一種冰壺磨削加工裝置,其特征在于:所述弧形夾座(113)上裝夾有清潔部(117)。
4.根據權利要求3所述的一種冰壺磨削加工裝置,其特征在于:所述表面粗糙度檢測傳感器(115)的數量為多個。
5.根據權利要求4所述的一種冰壺磨削加工裝置,其特征在于:所述表面粗糙度檢測傳感器(115)數量為9個,呈弧形均勻陣列布置,每個表面粗糙度檢測傳感器(115)的測量端距離冰壺的表面的距離均等距設置。
6.根據權利要求5所述的一種冰壺磨削加工裝置,其特征在于:所述轉盤(112)的圓心處,即弧形夾座(113)的中部設置有觸碰開關(116)。
7.根據權利要求6所述的一種冰壺磨削加工裝置,其特征在于:所述檢測裝置(11)的轉盤(112)上還設置有10個標記噴頭(118),10個標記噴頭(118)以轉盤(112)中心為圓心,等距圓周陣列布置,所述每個10個標記噴頭(118)均通過電磁閥連通有有色附著顏料。
8.根據權利要求7所述的一種冰壺磨削加工裝置,其特征在于:所述磨削裝置(10)包括固定法蘭(101)、弧形磨削刀具(102)和刀具安裝座(103),固定法蘭(101)固定安裝于支架(9)上,固定法蘭(101)靠近夾具(5)一側通過刀具安裝座(103)固定安裝有弧形磨削刀具(102)。
9.一種冰壺磨削加工方法,是依托于權利要求8所述的一種冰壺磨削加工裝置實現的,其特征在于,包括以下步驟:
10.根據權利要求9所述的一種冰壺磨削加工方法,其特征在于:
技術總結
一種冰壺磨削加工裝置及方法,屬于冰壺磨削加工領域。其包括機架、轉動電機、轉軸、轉動座、夾具、驅動裝置、縱向滑臺、橫向滑臺、支架、磨削裝置和檢測裝置,所述轉軸通過轉動座安裝于機架上,轉軸分別與夾具和驅動裝置建立連接,驅動裝置與轉動電機的輸出端建立連接,機架上安裝有縱向滑臺,縱向滑臺的滑動方向與轉軸的軸向平行,縱向滑臺上安裝有橫向滑臺,橫向滑臺上安裝有支架,支架橫向兩端分別安裝有磨削裝置和檢測裝置。解決現有的冰壺的加工裝置自動化水平不高,磨削時加工表面精度很難判斷,缺少對冰壺磨削時的表粗糙度精準檢測的問題,可對冰壺表面進行表面粗糙度檢測,便于后續的拋光和打磨加工,盡最大限度的使冰壺表面粗糙度均勻。
技術研發人員:吳迪,周妍,賀鶴,穆亮
受保護的技術使用者:哈爾濱體育學院
技術研發日:
技術公布日:2024/10/21
- 還沒有人留言評論。精彩留言會獲得點贊!