修刀方法及修刀裝置與流程
本發明涉及光伏磨削裝置,具體而言,涉及一種修刀方法及修刀裝置。
背景技術:
1、在現有技術中,在對單晶硅棒進行加工時,往往需要利用砂輪對其進行磨削。隨著磨削工藝的進行,砂輪工作面會發生磨損,進而導致工作面凹凸不平,這會嚴重影響到單晶硅棒表面的光滑度,因此需要對砂輪進行修整。
2、在現有技術中,在對砂輪進行機械修整時,往往都是對砂輪進行單向修整,修整后的砂輪工作層的邊緣的棱角處往往會出現毛刺,從而會影響單晶硅棒的質量。
技術實現思路
1、本發明的主要目的在于提供一種修刀方法及修刀裝置,以解決現有技術中在對磨削結構進行修整后磨削部會出現毛刺的問題。
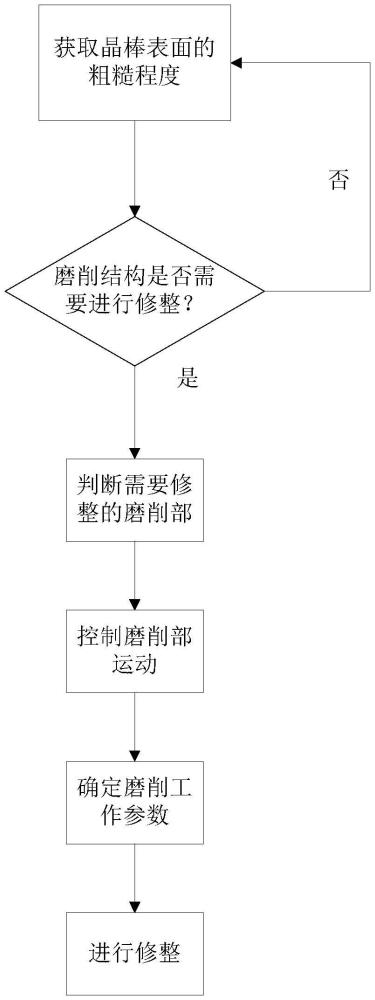
2、為了實現上述目的,根據本發明的一個方面,提供了一種修刀方法,修刀方法包括:
3、獲取晶棒表面的粗糙程度;
4、根據晶棒表面的粗糙程度,確認用于對晶棒進行磨削的磨削結構是否需要進行修整;
5、若需要對磨削結構進行修整,判斷磨削結構的待修整的磨削部;
6、控制待修整的磨削部朝向修刀器靠近以運動至修整位置;
7、根據晶棒表面的粗糙程度確定磨削工作參數;
8、控制修刀器以磨削工作參數對待修整的磨削部進行修整;
9、其中,磨削工作參數包括正向修整的次數和反向修整的次數,正向修整的次數為對磨削部沿晶棒的運動方向進行修整的次數,反向修整的次數為磨削部沿與晶棒的運動方向相反的方向進行修整的次數。
10、進一步地,正向修整的次數為a,反向修整的次數為b;
11、其中,10≤a≤40,1≤b≤5。
12、進一步地,磨削工作參數還包括每一次修整時的修整方向和修刀器的吃刀量。
13、進一步地,在連續的兩次修整中,修刀器在前一次修整中的吃刀量大于或等于在后一次修整中的吃刀量。
14、進一步地,磨削工作參數還包括修刀器的運動速度;
15、其中,修刀器的運動速度為v,1mm/s≤v≤10mm/s。
16、進一步地,在連續的兩次修整中,修刀器在前一次修整中的運動速度大于或等于修刀器在后一次修整中的運動速度。
17、進一步地,所述磨削結構具有兩個磨削部,兩個磨削部間隔設置以形成磨削區間,晶棒和修刀器在磨削區間內運動;在控制待修整的磨削部朝向修整位置運動時,修刀方法還包括:
18、控制兩個磨削部中的另一個同時朝向修刀器靠近以運動至其修整位置,以利用修刀器同時對兩個磨削部進行修整。
19、進一步地,在獲取晶棒表面的粗糙程度前,修刀方法還包括:
20、確認磨削結構的種類,磨削結構的種類包括粗修磨削結構和精修磨削結構;
21、根據磨削結構的種類確認在修刀器上安裝的修刀石的種類,其中,修刀石的種類包括粗磨修刀石和精磨修刀石,粗磨修刀石與粗修磨削結構對應,精磨修刀石與精修磨削結構對應。
22、進一步地,磨削結構包括砂輪,磨削部為設置在砂輪的邊緣的環形工作層;
23、其中,磨削工作參數還包括砂輪的轉速。
24、根據本發明的另一方面,提供了一種修刀裝置,用于執行上述修刀方法,修刀裝置包括:
25、檢測單元,用于獲取晶棒表面的粗糙程度;
26、數據處理單元,與檢測單元連接,數據處理單元用于根據檢測單元的檢測結果確定磨削結構是否需要進行修整,并在確認磨削結構需要修整時判斷磨削結構待修整的磨削部、確定磨削工作參數;
27、移動單元,移動單元與磨削結構連接,以帶動待修整的磨削部朝向修刀器靠近以運動至修整位置;
28、控制單元,與修刀器、數據處理單元和移動單元連接,控制單元根據數據處理單元的處理結果控制移動單元帶動待修整的磨削部朝向修刀器靠近以運動至修整位置并控制修刀器以磨削工作參數對待修整的磨削部進行修整。
29、應用本發明的技術方案,在對磨削結構的磨削部進行修整時,根據晶棒表面的粗糙程度控制修刀器沿晶棒的運動方向進行修整的次數以及沿與晶棒的運動方向相反的方向進行修整的次數,從而能夠將在對磨削部進行多次正向修整時導致的磨削部的棱角出現的毛刺磨平,由此能夠避免其在后續的磨削過程中劃傷晶棒,導致晶棒表面出現劃痕。因此,通過本發明的技術方案,能夠解決現有技術中在對磨削結構進行修整后磨削部會出現毛刺的問題。
技術特征:
1.一種修刀方法,其特征在于,所述修刀方法包括:
2.根據權利要求1所述的修刀方法,其特征在于,所述正向修整的次數為a,所述反向修整的次數為b;
3.根據權利要求1所述的修刀方法,其特征在于,所述磨削工作參數還包括每一次修整時的修整方向和所述修刀器的吃刀量。
4.根據權利要求3所述的修刀方法,其特征在于,在連續的兩次修整中,所述修刀器在前一次修整中的吃刀量大于或等于在后一次修整中的吃刀量。
5.根據權利要求1所述的修刀方法,其特征在于,所述磨削工作參數還包括所述修刀器的運動速度;
6.根據權利要求5所述的修刀方法,其特征在于,在連續的兩次修整中,所述修刀器在前一次修整中的運動速度大于或等于所述修刀器在后一次修整中的運動速度。
7.根據權利要求1所述的修刀方法,其特征在于,所述磨削結構具有兩個磨削部,所述兩個磨削部間隔設置以形成磨削區間,所述晶棒和所述修刀器在所述磨削區間內運動;在控制所述待修整的磨削部朝向所述修整位置運動時,所述修刀方法還包括:
8.根據權利要求1所述的修刀方法,其特征在于,在獲取晶棒表面的粗糙程度前,所述修刀方法還包括:
9.根據權利要求8所述的修刀方法,其特征在于,所述磨削結構包括砂輪,所述待修整的磨削部為設置在所述砂輪的邊緣的環形工作層;
10.一種修刀裝置,其特征在于,用于執行權利要求1至9中任一項所述的修刀方法,所述修刀裝置包括:
技術總結
本發明提供了一種修刀方法及修刀裝置,修刀方法包括:獲取晶棒表面的粗糙程度;根據晶棒表面的粗糙程度,確認用于對晶棒進行磨削的磨削結構是否需要進行修整;若需要對磨削結構進行修整,判斷磨削結構的待修整的磨削部;控制待修整的磨削部朝向修刀器靠近以運動至修整位置;根據晶棒表面的粗糙程度確定磨削工作參數;控制修刀器以磨削工作參數對待修整的磨削部進行修整;磨削工作參數包括正向修整的次數和反向修整的次數,正向修整的次數為對磨削部沿晶棒的運動方向進行修整的次數,反向修整的次數為磨削部沿與晶棒的運動方向相反的方向進行修整的次數。通過本發明的技術方案,能解決現有技術中在對磨削結構進行修整后磨削部會出現毛刺的問題。
技術研發人員:楊小洪,胡穎,馬進東,郭永升
受保護的技術使用者:青島高測科技股份有限公司
技術研發日:
技術公布日:2024/10/21
- 還沒有人留言評論。精彩留言會獲得點贊!