缸套的鑄造砂型及平做立澆鑄造方法與流程
本發明涉及鑄造工藝,尤其涉及缸套的鑄造砂型及平做立澆鑄造方法。
背景技術:
1、在大型缸套鑄造過程中,普遍采用立做立澆的鑄造工藝,即通過吊裝的方式將型芯吊入底箱上,再將具有橫向分型面的型砂箱依次套入所述型芯外,最后通過螺釘固定砂箱,使多個砂箱形成一個整體。然而這種方法操作復雜,工人修整砂型難度大。
2、目前并沒有檢索到采用平做立澆的澆鑄方式來進行大型缸套鑄造的相關文件以及采用平做立澆方式的鑄造砂型的公開文獻。
技術實現思路
1、本發明旨在克服上述技術缺陷,提供一種缸套的鑄造砂型及平做立澆鑄造方法,能夠實現型芯在砂箱中由平臥狀態變為豎直狀態的過程中不會出現位移且不會下沉,保證鑄造質量。
2、為實現上述目的,本發明采用的技術方案是:
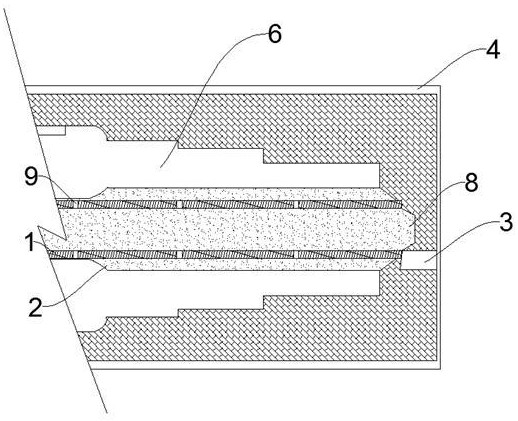
3、缸套的鑄造砂型,包括第一砂箱和第二砂箱,所述第一砂箱中設置有第一砂型,所述第二砂箱中設置有第二砂型,第一砂箱和第二砂箱合模后形成砂箱,所述砂箱內設置有型芯、型腔和楔形塊;所述楔形塊位于第一砂箱內側壁和型芯之間,楔形塊直邊與第一砂箱內側壁相抵,楔形塊斜邊與型芯相抵。所述楔形塊具有定位作用。
4、所述第一砂型和第二砂箱用于形成缸套鑄件的外表面。
5、所述型芯用于形成缸套鑄件的內壁。
6、進一步地,所述楔形塊的個數至少為1個。
7、進一步地,所述楔形塊為異形冷鐵。
8、進一步地,所述型芯由芯骨、型砂和芯頭組成,所述型砂包裹在芯骨外,所述芯骨一端與楔形塊斜邊相抵。芯骨具有支撐型砂的作用。
9、進一步地,所述芯骨上設置若干個側向孔,所述芯骨為金屬管。
10、進一步地,所述砂箱的材質為金屬材質。
11、本發明的平做立澆鑄造方法為:
12、步驟一、按照制作規范制作鑄件仿形,并預制與鑄件仿形相配合的活塊。
13、步驟二、將鑄件仿形和活塊放進第二砂箱內,活塊設置于芯頭的密封處,沖砂定型,在第二砂箱內形成第二砂型;其中所述鑄件仿形和活塊均為木制模型。
14、步驟三、拔模,將鑄件仿形和活塊拔出,鑄件仿形在第二砂箱內形成的空腔為第二型腔,活塊在砂箱內形成的空腔為操作腔,所述操作腔位于第二砂箱內;
15、步驟四、制作設置于第一砂箱內的第一砂型,制作楔形塊仿形,將鑄件仿形和楔形塊仿形放進第一砂箱內,沖砂定型,在第一砂箱內形成第一砂型;
16、步驟五、拔模,將鑄件仿形和楔形塊仿形,鑄件仿形在第一砂箱內形成的空腔為第一型腔,楔形塊仿形在第一砂箱內形成的空腔用于放置楔形塊;
17、步驟六,將型芯裝配于第一砂箱的第一型腔內,通過芯頭定位型腔,將楔形塊放置于芯骨和第一砂箱之間,使楔形塊分別與芯骨和第一砂箱內側壁相抵。所述芯骨的一端裸露在砂型外,芯骨的另一端延伸至型芯的芯頭,型芯的芯頭與澆鑄系統的型芯相匹配。在楔形塊放入砂箱,并與芯骨接觸過程中,楔形塊斜面可使整體型芯與砂箱緊密的固定在一起,不會產生松動。
18、步驟七、將造型砂覆蓋在裸露的芯骨和楔形塊外面;該步驟的目的是避免芯骨或楔形塊與鐵水接觸,防止對鑄件質量造成影響。同時,該過程能夠使楔形塊周圍布滿砂子,使楔形塊的位置固定,避免豎直放置砂箱過程中楔形塊與砂箱或芯骨之間存在相對位移。
19、步驟八、將設有第二砂型的第二砂箱放置在第一砂箱上,進行合箱,用緊固螺栓固定砂箱;該過程能夠保證砂箱由橫放到豎放的過程中,第一砂箱和第二砂箱不會發生錯位和分離。
20、步驟九、通過第二砂箱的操作腔對芯頭和型腔的縫隙進行密封,并用造型砂填充操作腔。
21、步驟十、將合箱后的砂箱豎直放置,使靠近楔形塊的砂箱的外側壁靠近地面;在豎直放置過程中,砂箱能夠對楔形塊提供支撐,楔形塊能夠對芯骨提供支撐,芯骨能夠保證整個型芯不會發生位移,從而實現在豎直放置過程中整個砂箱內部結構的位置均不會出現偏移。
22、步驟十一、澆鑄鐵水。
23、若想通過平做立澆的鑄造方式實現大型缸套鑄造,需要將型芯放入兩個砂箱中合箱,再將合箱后的砂箱由平臥狀態變為豎直狀態,在此過程中,砂箱內部的型芯的重力方向發生變化,不可避免的會導致砂箱內部各部分組成發生變化,因此,對于中小型零件鑄造而言,砂箱由平臥狀態變為豎直狀態過程中的重力變化對砂箱內部砂型的影響較小,采用平做立澆的鑄造方式具有可行性,然而對于大型零件鑄造而言,在砂箱由平臥狀態變為豎直狀態過程中砂箱內部的砂型和型芯位置均會出現較大偏移,使砂型與型芯形成的空腔的結構發生變化,澆鑄鐵水無法得到理想零件,因此大型缸套鑄造過程中,無法使用平做立澆的鑄造工藝。
24、進一步地,楔形塊通過螺栓與砂箱側壁固定連接。楔形塊完全將芯骨固定后,在通過螺栓與砂箱連接,在豎立過程中不會產生任何的顫動或變形。
25、其中,步驟二中活塊的制作和用法可以采用中國發明cn?117047031?a中記載的方法獲得。
26、與現有技術相比,本發明的有益效果是:
27、本發明通過在芯骨和砂箱之間放置楔形塊,避免將合箱后的砂箱豎直放置過程中出現型芯上下竄動,通過設置芯頭避免型芯發生左右竄動,因此采用本技術方案操作簡單,構思巧妙,能夠保證采用平做立澆工藝制作缸套,合箱后豎直放置砂箱時,型芯不會因為重力的作用發生橫向位移或縱向位移,保證鑄造形成的鑄件的質量。
技術特征:
1.缸套的鑄造砂型,包括第一砂箱和第二砂箱,所述第一砂箱中設置有第一砂型,所述第二砂箱中設置有第二砂型,第一砂箱和第二砂箱合模后形成砂箱,其特征在于,所述砂箱內設置有型芯、型腔和楔形塊;所述楔形塊位于第一砂箱內側壁和型芯之間,楔形塊直邊與第一砂箱內側壁相抵,楔形塊斜邊與型芯相抵。
2.根據權利要求1所述的缸套的鑄造砂型,其特征在于,所述楔形塊的個數至少為1個。
3.根據權利要求1所述的缸套的鑄造砂型,其特征在于,所述楔形塊為異形冷鐵。
4.根據權利要求1所述的缸套的鑄造砂型,其特征在于,所述型芯由芯骨、型砂和芯頭組成,所述型砂包裹在芯骨外,所述芯骨一端與楔形塊斜邊相抵。
5.根據權利要求4所述的缸套的鑄造砂型,其特征在于,所述芯骨為金屬管,所述芯骨上設置若干個側向孔。
6.根據權利要求4所述的缸套的鑄造砂型,其特征在于,所述砂箱的材質為金屬材質。
7.一種采用如權利要求4-6中任一項所述的缸套的鑄造砂型及平做立澆鑄造方法,其特征在于,包括下列步驟:
8.根據權利要求7所述的缸套的鑄造砂型及平做立澆鑄造方法,其特征在于,楔形塊通過螺栓與砂箱側壁固定連接。
技術總結
本發明提供了缸套的鑄造砂型及平做立澆鑄造方法,包括第一砂箱和第二砂箱,所述第一砂箱中設置有第一砂型,所述第二砂箱中設置有第二砂型,第一砂箱和第二砂箱合模后形成砂箱,其特征在于,所述砂箱內設置有型芯、型腔和楔形塊;所述楔形塊位于第一砂箱內側壁和型芯之間,楔形塊直邊與第一砂箱內側壁相抵,楔形塊斜邊與型芯相抵。本發明的技術方法能夠實現型芯在砂箱中由平臥狀態變為豎直狀態的過程中不會出現位移且不會下沉,保證鑄造質量。
技術研發人員:馬廣華,呂芳遂,馬作俊
受保護的技術使用者:大連金河鑄造有限公司
技術研發日:
技術公布日:2024/10/21
- 還沒有人留言評論。精彩留言會獲得點贊!