一種高Mo、Cr鐵基耐蝕合金板材及其制備方法與流程
本發明涉及合金制備,具體涉及一種高mo、cr鐵基耐蝕合金板材的制備方法,以及使用該方法制備的高mo、cr鐵基耐蝕合金板材。
背景技術:
1、高mo、cr鐵基耐蝕合金因具有良好的耐腐蝕性、高強度、良好的加工性能和良好的焊接性,廣泛應用于化工、海洋工程、石油天然氣等領域。具體地,高mo、cr鐵基耐蝕合金具有較高的mo含量,因此其針對還原性酸介質的耐腐蝕性、耐點蝕以及耐縫隙腐蝕能力較高。該合金冶煉后mo偏析比較嚴重,實際生產中需采用高溫長時間高溫擴散退火處理消除其mo偏析以及富mo的偏析相,以防止后續熱處理及熱變形過程中脆性相的析出,從而降低由脆性相引起的開裂及腐蝕性能的降低。盡管該合金中的cr含量比較高,但在實際生產中,由于mo元素的氧化物-moo3蒸汽壓較高,易在高溫揮發導致高溫擴散退火及鍛造過程中氧化損失非常嚴重,甚至會導致鍛坯及后續軋制板材表面開裂。如圖1所示,現有高mo、cr鐵基耐蝕合金熱軋后的板材多在邊緣分布大量尺寸較大、較深的裂紋,導致產品成材率低,造成嚴重的經濟損失。
2、由此,如何協調高mo、cr鐵基耐蝕合金板材的耐蝕性和抗開裂性能成為高mo、cr鐵基耐蝕合金領域亟待解決的技術問題。
技術實現思路
1、針對現有技術的不足,本發明的主要目的在于提供一種高mo、cr鐵基耐蝕合金板材的制備方法,以解決此類合金普遍存在的均勻化過程氧化損失嚴重,內氧化層較厚,導致軋制板材易于開裂的技術問題。
2、為了解決上述技術問題中的至少一項,本發明采用以下技術方案:
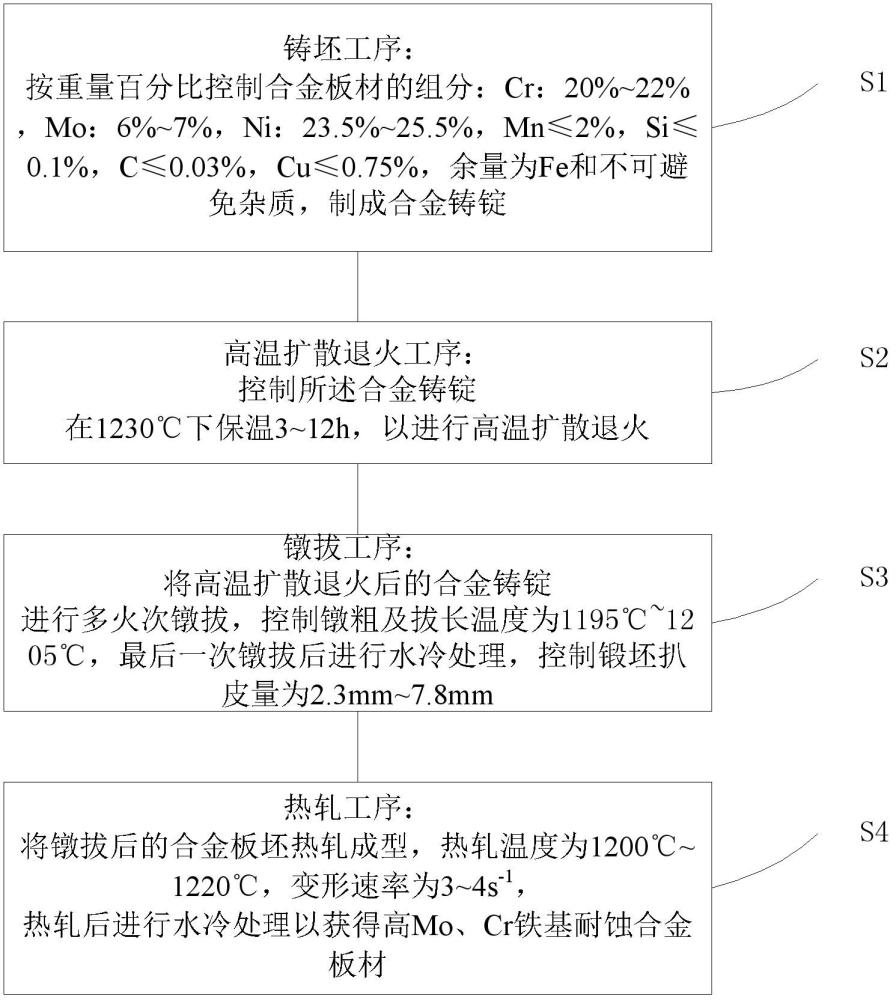
3、依據本發明的一方面,提供一種高mo、cr鐵基耐蝕合金板材的制備方法,在鑄坯工序后和熱軋工序前依次執行高溫擴散退火工序和多火次鐓拔工序。方法具體包括以下步驟:鑄坯工序:按重量百分比控制合金板材的組分:cr:20%~22%,mo:6%~7%,ni:23.5%~25.5%,mn≤2%,si≤0.1%,c≤0.03%,cu≤0.75%,余量為fe和不可避免雜質,制成合金鑄錠;高溫擴散退火工序:控制所述合金鑄錠在1225℃~1235℃下保溫3~12h,以進行高溫擴散退火;鐓拔工序:將高溫擴散退火后的合金鑄錠進行多火次鐓拔,控制鐓粗及拔長溫度為1195℃~1205℃,最后一次鐓拔后進行水冷處理,控制鍛坯扒皮量為2.3mm~7.8mm;熱軋工序:將鐓拔后的合金板坯熱軋成型,熱軋溫度為1200℃~1220℃,變形速率為3~4s-1,熱軋后進行水冷處理以獲得高mo、cr鐵基耐蝕合金板材。
4、依據本發明的一個實施例,所述鑄坯工序中,采用熔融爐+lf+vod+電渣冶煉工藝制成所述合金板坯。
5、依據本發明的一個實施例,所述鐓拔工序中,所述多火次鐓拔包含多火次1次鐓拔。
6、依據本發明的一個實施例,所述鐓拔工序中,依據錠型和成材規格控制加熱次數。其中,使用直徑200mm的鑄錠制備20mm厚板坯時,控制加熱3~4火次;使用直徑400mm的鑄錠制備20mm厚板坯時,控制加熱5~6火次;使用直徑550mm的鑄錠制備30mm厚板坯時,控制加熱6~7火次。
7、依據本發明的一個實施例,所述鐓拔工序中,依據錠型和成材規格控制開坯鍛比。其中,使用直徑200mm的鑄錠制備20mm厚板坯時,控制開坯鍛比為3~4;使用直徑400mm的鑄錠制備20mm厚板坯時,控制開坯鍛比為5~6;使用直徑550mm的鑄錠制備30mm厚板坯時,控制開坯鍛比為7~8。
8、依據本發明的一個實施例,所述熱軋工序中,依據錠型和成材規格控制道次變形量。其中,使用直徑200mm的鑄錠制備20mm厚板坯時,控制道次變形量為20%~30%;使用直徑400mm的鑄錠制備20mm厚板坯時,控制道次變形量為20%~35%;使用直徑550mm的鑄錠制備30mm厚板坯時,控制道次變形量為25%~40%。
9、依據本發明的一個實施例,所述熱軋工序中,控制變形道次為4~5次。
10、依據本發明的一個實施例,所述熱軋工序中,對熱軋后的合金板進行水冷處理。
11、依據本發明的另一方面,提供一種高mo、cr鐵基耐蝕合金板材,采用權利要求1-8任一項所述的方法制備而成。
12、依據本發明的一個實施例,所述合金板材服役時的狀態為固溶奧氏體基體。
13、通過采用上述技術方案,依據本發明的高mo、cr鐵基耐蝕合金板材的制備方法通過高溫擴散退火、多火次鐓粗拔長有效減輕了mo偏析,提高合金的塑性變形能力以及降低σ相析出傾向,提高合金的抗腐蝕性能;通過鍛棒扒皮清除內氧化層,提高鍛坯熱變形能力,降低后續板坯熱軋制過程開裂傾向;通過后序熱軋工藝參數的合理匹配,有效解決了高mo、cr鐵基合金軋制板材開裂問題;該發明可在公司攀長特及國內耐蝕合金生產企業推廣應用。
技術特征:
1.一種高mo、cr鐵基耐蝕合金板材的制備方法,其特征在于,包括以下步驟:
2.根據權利要求1所述的方法,其特征在于,所述鑄坯工序中,
3.根據權利要求1所述的方法,其特征在于,所述鐓拔工序中,
4.根據權利要求3所述的方法,其特征在于,所述鐓拔工序中,依據錠型和成材規格控制加熱次數,其中,
5.根據權利要求1所述的方法,其特征在于,所述鐓拔工序中,依據錠型和成材規格控制開坯鍛比,其中,
6.根據權利要求1所述的方法,其特征在于,所述熱軋工序中,依據錠型和成材規格控制道次變形量,其中,
7.根據權利要求6所述的方法,其特征在于,所述熱軋工序中,
8.根據權利要求7所述的方法,其特征在于,所述熱軋工序中,
9.一種高mo、cr鐵基耐蝕合金板材,其特征在于,采用權利要求1-8任一項所述的方法制備而成。
10.根據權利要求9所述的高mo、cr鐵基耐蝕合金板材,其特征在于,所述合金板材服役時的狀態為固溶奧氏體基體。
技術總結
本發明涉及新材料技術領域,具體公開了一種高Mo、Cr鐵基耐蝕合金板材及其制備方法,其中,高Mo、Cr鐵基耐蝕合金板材的制備方法包括在鑄坯工序后和熱軋工序前依次執行高溫擴散退火工序和多火次鐓拔工序。該方法采用鑄坯+高溫擴散退火工藝+多火次鐓粗拔長+熱軋成材工藝,合理控制退火及鐓拔工藝參數,結合后序熱軋工藝參數的合理匹配,有效解決了高Mo、Cr鐵基耐蝕合金軋制板材開裂問題。
技術研發人員:張維維,方軼,劉濤,蔣世川
受保護的技術使用者:成都先進金屬材料產業技術研究院股份有限公司
技術研發日:
技術公布日:2024/10/14
- 還沒有人留言評論。精彩留言會獲得點贊!