一種提高調質曲軸毛坯熱處理質量的熱處理工藝及應用的制作方法
本發明屬于黑色金屬熱處理工藝,涉及一種提高調質曲軸毛坯熱處理質量的熱處理工藝及應用。
背景技術:
1、曲軸是發動機內部的重要部件之一,曲軸對于發動機的性能和可靠性都至關重要,其熱處理質量直接影響發動機的性能和壽命。6dm2型發動機曲軸毛坯重量較大,且要在大型連續調質線上進行調質,其材料為42crmo,調質后出現了兩種矛盾的缺陷:一種是力學性能偏低不合格,需要返工;另一種是力學性能偏高導致淬火裂紋,這種缺陷只能報廢。曲軸毛坯示意圖見圖1。
2、現有曲軸毛坯熱處理工藝方案:淬火+回火+檢驗+探傷
3、1.淬火:將曲軸毛坯裝入懸掛式淬火爐中,升溫200分鐘至860℃,保溫150分鐘后,出爐垂直進入淬火槽(有淬火劑)中冷卻至室溫。
4、2.淬火后的曲軸毛坯進入懸掛式回火爐中,升溫250分鐘至615℃,保溫280分鐘后出爐水冷,卸下進入料箱。
5、3.檢驗:硬度、金相及力學性能。
6、4.探傷:檢查是否有淬裂件。
7、由于材料存在成分偏析,同批料調質后有的件力學性能較高從而淬裂,有些件力學性能偏低不合格,同批料無法區分哪些件力學性能合格,哪些不合格,無法正常供貨。
8、專利文獻cn201721188530.9提供一種防淬裂高油壓主配活塞,所述活塞設有兩個閥盤,所述兩個閥盤之間設有活塞桿,所述閥盤側表面設有存油槽,所述存油槽的寬度為3.8mm,所述閥盤的單邊有效寬度為5mm。此專利文獻的有益效果是,對活塞的尺寸進行修改后,可以有效解決滲碳淬火處理中閥盤淬裂的問題,效果顯著。
9、專利文獻cn202211044997.1提供一種軸承滾子熱處理設備及其熱處理工藝,所述熱處理爐內壁的底部滑動連接有放置座,所述放置座底部中心處的兩側均安裝有滑塊,所述熱處理爐的底部且在滑塊對應位置處安裝有固定盒,所述滑塊的底部且在固定盒的內部固定連接有連接板,所述連接板的外壁安裝有齒條,所述固定盒的內部且在靠近連接板位置處轉動連接有傳動軸,所述傳動軸的外壁且在齒條對應位置處固定連接有傳動齒輪,所述傳動軸的外壁且在傳動軸的下方固定連接有蝸輪,此專利文獻可以有效解決目前軸承滾子在熱處理工藝只是簡單地淬火和回火,導致制造出的軸承滾子性能較差,無法滿足使用要求的問題。
10、專利文獻cn202211426715.4一種節鎳型lng儲罐用含nb7ni超低溫鋼及其熱處理工藝,通過添加微合金元素nb的方式實現ni的減量化,并對高溫淬火+兩相區淬火+高溫回火(qlt)的熱處理工藝進行優化,使得回火后逆轉變奧氏體的生成量和穩定性與9ni鋼相當,同時具有相近的力學性能,尤其是-196℃的橫向沖擊功akv≥110j,獲得低成本的節鎳型含nb7ni超低溫鋼,以替代9ni鋼應用于lng儲罐,具有優異的經濟適用性。
11、上述專利文獻與本申請相關度低。
技術實現思路
1、本發明所要解決的技術問題是曲軸毛坯調質后有的件淬裂,廢品率高,損失嚴重,有的件力學性能低不合格,需要返工,提供了一種提高調質曲軸毛坯熱處理質量的熱處理工藝及應用。
2、需要說明的是,在本文中,諸如第一和第二等之類的關系術語僅僅用來將一個實體或者操作與另一個實體或操作區分開來,而不一定要求或者暗示這些實體或操作之間存在任何這種實際的關系或者順序。
3、而且,術語“包括”、“包含”或者其任何其他變體意在涵蓋非排他性的包含,從而使得包括一系列要素的過程、方法、物品或者設備不僅包括那些要素,而且還包括沒有明確列出的其他要素,或者是還包括為這種過程、方法、物品或者設備所固有的要素。
4、為解決上述技術問題,本發明是采用如下技術方案實現的:
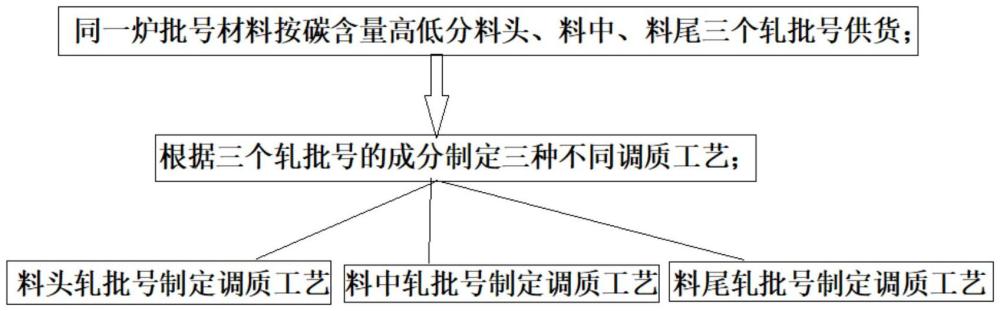
5、一種提高調質曲軸毛坯熱處理質量的熱處理工藝,要求鋼廠對同一爐批號材料按碳含量高低分料頭、料中、料尾三個軋批號供貨;根據三個軋批號的成分制定三種不同調質工藝。
6、進一步地,料頭軋批號制定調質工藝:將曲軸毛坯裝入懸掛式淬火爐中,升溫230分鐘~290分鐘,至835℃~845℃,保溫100分鐘~160分鐘,降溫12分鐘~32分鐘,至815℃~825℃,保溫34分鐘~54分鐘,出爐垂直進入淬火槽中冷卻至室溫;進入懸掛式回火爐中,升溫270分鐘~330分鐘,至625℃~635℃,保溫320分鐘~380分鐘后出爐水冷,卸下進入料箱。
7、進一步地,料中軋批號制定調質工藝:將曲軸毛坯裝入懸掛式淬火爐中,升溫230分鐘~290分鐘,至835℃~845℃,保溫100分鐘~160分鐘,降溫12分鐘~32分鐘,至830~840℃,保溫34分鐘~54分鐘,出爐垂直進入淬火槽中冷卻至室溫;進入懸掛式回火爐中,升溫270分鐘~330分鐘,至595℃~605℃,保溫320分鐘~380分鐘后出爐水冷,卸下進入料箱。
8、進一步地,料尾軋批號制定調質工藝:將曲軸毛坯裝入懸掛式淬火爐中,升溫230分鐘~290分鐘,至835℃~845℃,保溫100分鐘~160分鐘,降溫12分鐘~32分鐘,至845℃~855℃,保溫34分鐘~54分鐘,出爐垂直進入淬火槽中冷卻至室溫;進入懸掛式回火爐中,升溫270分鐘~330分鐘,至575℃~585℃,保溫320分鐘~380分鐘后出爐水冷,卸下進入料箱。
9、優選地,料頭軋批號制定調質工藝:將曲軸毛坯裝入懸掛式淬火爐中,升溫260分鐘至840℃,保溫130分鐘,降溫22分鐘至820℃,保溫44分鐘,出爐垂直進入淬火槽中冷卻至室溫;進入懸掛式回火爐中,升溫300分鐘至630℃,保溫350分鐘后出爐水冷,卸下進入料箱。
10、優選地,料中軋批號制定調質工藝:將曲軸毛坯裝入懸掛式淬火爐中,升溫260分鐘至840℃,保溫130分鐘,降溫22分鐘至835℃,保溫44分鐘,出爐垂直進入淬火槽中冷卻至室溫;進入懸掛式回火爐中,升溫300分鐘至600℃,保溫350分鐘后出爐水冷,卸下進入料箱。
11、優選地,料尾軋批號制定調質工藝:將曲軸毛坯裝入懸掛式淬火爐中,升溫260分鐘至840℃,保溫130分鐘,升溫22分鐘至850℃,保溫44分鐘,出爐垂直進入淬火槽中冷卻至室溫;進入懸掛式回火爐中,升溫300分鐘至580℃,保溫350分鐘后出爐水冷,卸下進入料箱。
12、進一步地,所述淬火槽中設有淬火劑。
13、一種提高調質曲軸毛坯熱處理質量的熱處理工藝應用,6dm2發動機曲軸毛坯用所述熱處理工藝調質。
14、進一步地,所述曲軸毛坯材料為42crmo。
15、與現有技術相比本發明的有益效果是:
16、本發明解決了曲軸毛坯調質過程中的淬裂問題,淬裂比例由6%降至到了0.5%以下,大大減少了淬裂廢品損失,所有件力學性能均合格,不需要返修。
技術特征:
1.一種提高調質曲軸毛坯熱處理質量的熱處理工藝,其特征在于:
2.根據權利要求1所述的一種提高調質曲軸毛坯熱處理質量的熱處理工藝,其特征在于:
3.根據權利要求1所述的一種提高調質曲軸毛坯熱處理質量的熱處理工藝,其特征在于:
4.根據權利要求1所述的一種提高調質曲軸毛坯熱處理質量的熱處理工藝,其特征在于:
5.根據權利要求2所述的一種提高調質曲軸毛坯熱處理質量的熱處理工藝,其特征在于:
6.根據權利要求3所述的一種提高調質曲軸毛坯熱處理質量的熱處理工藝,其特征在于:
7.根據權利要求4所述的一種提高調質曲軸毛坯熱處理質量的熱處理工藝,其特征在于:
8.根據權利要求2至7任一所述的一種提高調質曲軸毛坯熱處理質量的熱處理工藝,其特征在于:
9.一種提高調質曲軸毛坯熱處理質量的熱處理工藝應用,其特征在于:6dm2發動機曲軸毛坯用所述熱處理工藝調質。
10.根據權利要求9所述的一種提高調質曲軸毛坯熱處理質量的熱處理工藝應用,其特征在于:所述曲軸毛坯材料為42crmo。
技術總結
本發明涉及一種提高調質曲軸毛坯熱處理質量的熱處理工藝及應用;工藝要求鋼廠對同一爐批號材料按碳含量高低分料頭、料中、料尾三個軋批號供貨;根據三個軋批號的成分制定三種不同調質工藝;6DM2發動機曲軸毛坯用所述熱處理工藝調質;曲軸毛坯材料為42CrMo;本發明解決了曲軸毛坯調質過程中的淬裂問題,淬裂比例由6%降至到了0.5%以下,大大減少了淬裂廢品損失,所有件力學性能均合格,不需要返修。
技術研發人員:楊慧萍,肖井廣,徐穎濤,王志亮,陳登鶴,沈汝利,許長林,曹國輝,王影,姜喜峰
受保護的技術使用者:中國第一汽車股份有限公司
技術研發日:
技術公布日:2024/10/21
- 還沒有人留言評論。精彩留言會獲得點贊!