一種盤管銅加工持續性退火控制系統
本發明涉及銅管處理,尤其涉及一種盤管銅加工持續性退火控制系統。
背景技術:
1、銅管退火是一種金屬熱處理工藝,主要用于提高銅管的塑性和韌性,減少硬度,改善內部組織結構,從而提高其加工性能和使用壽命。這一過程通常在保護氣氛或真空中進行,以避免銅管表面氧化。退火溫度通常控制在銅的再結晶溫度以上,使得銅管內部的晶粒重新排列,消除加工硬化效應。退火后,銅管的微觀結構變得更加均勻,晶粒尺寸增大,從而獲得更好的延展性和抗拉強度。此外,退火還能減少銅管中的殘余應力,防止在后續加工或使用過程中產生裂紋。銅管退火工藝對于制造高精度和高性能的銅管產品至關重要,廣泛應用于空調制冷、船舶制造、化工設備等領域。
2、目前在使用的銅管在線退火設備是早期的退火設備,因為使用時間長遠所以有部分零件老化,接頭線路復雜,線圈經常發生過熱燒毀或接觸不良的現象,而且盤管加工中的時間參數和技術參數需要花費大量時間去校準,同時,銅加工繼電器件中大多為外國采購,時間已經久遠,市場上無可更換的配件。而且采用分段式加工,進行單獨控制和管理,每個加工裝置采用主從同步的通信方式來控制整個系統,每個加工裝置與主機plc聯系通信,但相互間相互不存在通信,彼此獨立。但是由于加工環節多,結構布置不合理,而導致產品的生產效率不高、生產周期長,不便于集中管理,可靠性不高,無法實現動態監控整個銅加工工藝生產線。
3、故而提出一種盤管銅加工持續性退火控制系統用以解決或緩解上述問題。
技術實現思路
1、本發明的目的是為了解決現有技術中存在的缺點,而提出的一種盤管銅加工持續性退火控制系統。
2、為了實現上述目的,本發明采用了如下技術方案:
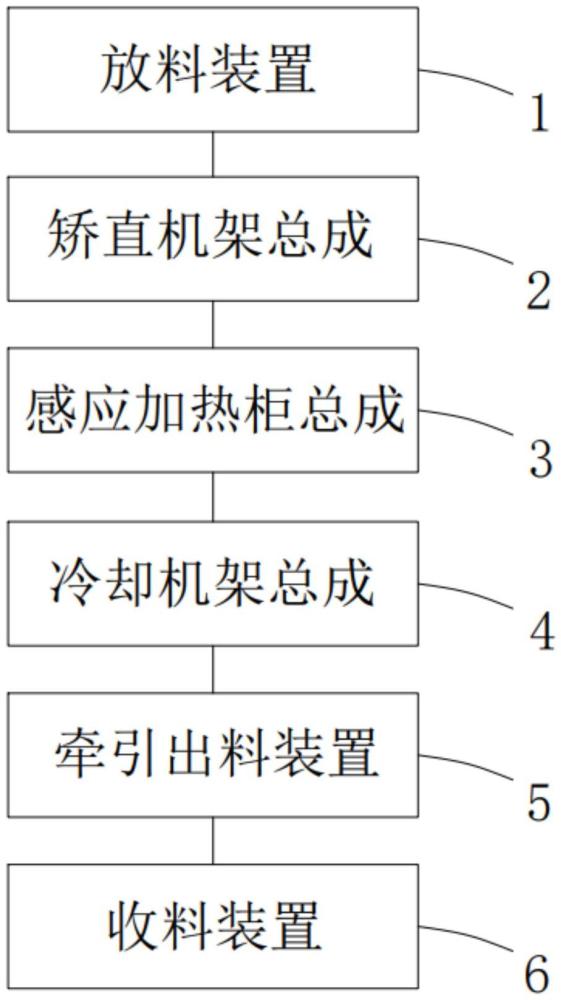
3、一種盤管銅加工持續性退火控制系統,包括放料裝置、矯直機架總成、感應加熱柜總成、冷卻機架總成、牽引出料裝置、收料裝置,所述放料裝置提供原料并匹配放料速度以保證銅管在料筐中不會過緊或過松,所述矯直機架總成對銅管進行矯直,所述感應加熱柜總成對銅管進行非接觸加熱,所述冷卻機架總成對加熱后銅管降溫冷卻,所述牽引出料裝置對退火后軟態的銅管進行牽引運輸,所述收料裝置將牽引的銅管趁熱彎曲盤卷。
4、優選地,所述矯直機架總成包括水平矯直裝置、清洗裝置、豎直矯直裝置,所述水平矯直裝置對銅管進行夾送與水平矯直,所述清洗裝置除去銅管上的油污與雜質,所述豎直矯直裝置用于對銅管進行豎直矯直。
5、優選地,所述感應加熱柜總成包括擦拭裝置、測量裝置、加熱設備、以及控溫裝置,所述擦拭裝置將銅管上多余清洗液擦去,所述測量裝置用于對銅管進行線速度的測定,所述加熱設備采用電磁感應渦流加熱裝置來產生熱量,所述控溫裝置控制加熱設備的加熱溫度。
6、優選地,所述加熱設備包括加熱電源與感應器柜,所述加熱電源采用gcyp-800kw/30khz-hc固態超音頻感應加熱設備,所述加熱電源利用i?gbt構成串聯諧振型逆變器提供銅管加熱所需能量。
7、優選地,所述串聯諧振型逆變器包括整流器、濾波電路、逆變器。
8、優選地,所述冷卻機架總成包括過渡室、冷卻室和吹掃裝置,所述過渡室設置于加熱室與冷卻室之間,所述冷卻室對銅管進行水冷循環流動冷卻,所述吹掃裝置用壓縮空氣將銅管表面附著的冷卻液吹干。
9、優選地,所述牽引出料裝置包括牽引裝置、出料裝置、抹油裝置、以及油霧處理器裝置,所述牽引裝置包括上下兩組同步轉動的牽引輥輪組,所述出料裝置可水平旋轉便于料筐裝滿銅管后吊出裝置運送至其他地方,所述抹油裝置可減少油污染和油的用量并控制漏油現象的發生,所述油霧處理器裝置處理在銅管表面附著的油因加熱而產生的油煙。
10、本發明具有以下有益效果:
11、本發明通過電磁傳感器渦流加熱技術實現金屬導體的非接觸式加熱,有效解決了傳統明火加熱方式在銅管加工中的局限性。該技術利用電磁感應原理,通過控制電磁感應式加熱控制柜的加熱時間、功率輸出和電流頻率,精確地對銅管進行加熱處理。通過將加熱線圈置于電磁感應線圈內,并放置待加熱材料,電磁感應產生的磁場渦流能夠高效地傳遞熱量,改變金屬的內部屬性,提升其塑性和韌性。
12、與傳統加熱方式相比,渦流加熱裝置具有能源消耗低、加熱速度快、工作效率高、溫度控制精度高以及環境友好等優點。然而,銅管的可塑性變化和冷卻時間延長是需要注意的問題。退火作為一種金屬加熱處理工藝,通過將金屬加熱至一定溫度并維持,隨后冷卻,以改善金屬的內在屬性,減少變形和裂紋的風險。
13、現有銅加工退火設備在退火后需等待銅材自然降溫,這一過程不僅效率低下,還會導致熱能的大量散失。本發明的在線退火技術,通過實現退火與冷卻的同步進行,顯著提高了退火效率,優化了加工流程。
技術特征:
1.一種盤管銅加工持續性退火控制系統,其特征在于,包括放料裝置(1)、矯直機架總成(2)、感應加熱柜總成(3)、冷卻機架總成(4)、牽引出料裝置(5)、收料裝置(6),所述放料裝置(1)提供原料并匹配放料速度以保證銅管在料筐中不會過緊或過松,所述矯直機架總成(2)對銅管進行矯直,所述感應加熱柜總成(3)對銅管進行非接觸加熱,所述冷卻機架總成(4)對加熱后銅管降溫冷卻,所述牽引出料裝置(5)對退火后軟態的銅管進行牽引運輸,所述收料裝置(6)將牽引的銅管趁熱彎曲盤卷。
2.根據權利要求1所述的一種盤管銅加工持續性退火控制系統,其特征在于,所述矯直機架總成(2)包括水平矯直裝置、清洗裝置、豎直矯直裝置,所述水平矯直裝置對銅管進行夾送與水平矯直,所述清洗裝置除去銅管上的油污與雜質,所述豎直矯直裝置用于對銅管進行豎直矯直。
3.根據權利要求1所述的一種盤管銅加工持續性退火控制系統,其特征在于,所述感應加熱柜總成(3)包括擦拭裝置、測量裝置、加熱設備、以及控溫裝置,所述擦拭裝置將銅管上多余清洗液擦去,所述測量裝置用于對銅管進行線速度的測定,所述加熱設備采用電磁感應渦流加熱裝置來產生熱量,所述控溫裝置控制加熱設備的加熱溫度。
4.根據權利要求3所述的一種盤管銅加工持續性退火控制系統,其特征在于,所述加熱設備包括加熱電源與感應器柜,所述加熱電源采用gcyp-800kw/30khz-hc固態超音頻感應加熱設備,所述加熱電源利用igbt構成串聯諧振型逆變器提供銅管加熱所需能量。
5.根據權利要求4所述的一種盤管銅加工持續性退火控制系統,其特征在于,所述串聯諧振型逆變器包括整流器、濾波電路、逆變器。
6.根據權利要求1所述的一種盤管銅加工持續性退火控制系統,其特征在于,所述冷卻機架總成(4)包括過渡室、冷卻室和吹掃裝置,所述過渡室設置于加熱室與冷卻室之間,所述冷卻室對銅管進行水冷循環流動冷卻,所述吹掃裝置用壓縮空氣將銅管表面附著的冷卻液吹干。
7.根據權利要求1所述的一種盤管銅加工持續性退火控制系統,其特征在于,所述牽引出料裝置(5)包括牽引裝置、出料裝置、抹油裝置、以及油霧處理器裝置,所述牽引裝置包括上下兩組同步轉動的牽引輥輪組,所述出料裝置可水平旋轉便于料筐裝滿銅管后吊出裝置運送至其他地方,所述抹油裝置可減少油污染和油的用量并控制漏油現象的發生,所述油霧處理器裝置處理在銅管表面附著的油因加熱而產生的油煙。
技術總結
本發明公開了一種盤管銅加工持續性退火控制系統,屬于銅管處理技術領域,解決了由于加工環節多,結構布置不合理,而導致產品的生產效率不高、生產周期長,不便于集中管理,可靠性不高,無法實現動態監控整個銅加工工藝生產線的問題。包括放料裝置、矯直機架總成、感應加熱柜總成、冷卻機架總成、牽引出料裝置、收料裝置,所述放料裝置提供原料并匹配放料速度以保證銅管在料筐中不會過緊或過松,所述矯直機架總成對銅管進行矯直,所述感應加熱柜總成對銅管進行非接觸加熱。本發明采用電磁傳感器渦流加熱技術,有效解決銅管加工中明火加熱的不足,通過精確控制加熱參數,實現高效、環保的金屬加熱與退火,同時減少熱能浪費,提高加工效率。
技術研發人員:石休令
受保護的技術使用者:浙江郵電職業技術學院
技術研發日:
技術公布日:2024/10/21
- 還沒有人留言評論。精彩留言會獲得點贊!