一種內部探傷無缺陷中碳高硅鋼的生產方法與流程
本發明屬于鋼鐵材料生產,具體涉及一種內部探傷無缺陷中碳高硅鋼的生產方法。
背景技術:
1、鋼中硅含量高,可提高鋼的綜合力學性能,高強度、淬透性、焊接性、加工成型性均較好,但塑性較差,這會導致在鋼鐵企業實際生產中,連鑄生產高硅鋼存在探傷不合問題,以致產品不合格進行判廢處理。在現有技術中,尚無能夠有效解決中碳高硅鋼上述技術難題的方法。
2、中碳高硅鋼生產過程中一般采用低過熱度澆注,低過熱度澆注雖然可以改善元素偏析,但在鑄坯凝固過程中搭橋受到影響,導致鑄坯內部出現縮孔。
3、此類鋼種連鑄澆注時大包、中包一般采用加覆蓋劑方式生產,但因澆注時間達50-60min,加覆蓋劑保溫效果較差,澆注后期鋼水溫降大。
4、此外,高硅鋼連鑄坯一般采用堆冷或熱送方式生產,也存在一定的技術缺陷。連鑄坯堆冷時,鑄坯內部產生應力,易產生應力裂紋;采用熱送方式生產,鑄坯心部與表面溫差較大,在加熱爐加熱過程中,由于熱應力在鑄坯內部產生裂紋。
技術實現思路
1、為解決上述技術問題,本發明提供了一種內部探傷無缺陷中碳高硅鋼的生產方法,其技術方案具體如下:
2、一種內部探傷無缺陷中碳高硅鋼的生產方法,其生產流程包括:轉爐/電爐-lf-vd-連鑄-溫送-軋制-緩冷-探傷。
3、進一步地,本發明所述vd工序:67pa以下高真空保持時間15-20min,破空后測溫取樣,檢驗元素含量;按0.5-1.0kg/t鋼加入覆蓋劑,按0.3-0.5kg/t鋼加入發熱劑,按0.3-0.5kg/t鋼加入碳化稻殼,均勻整個渣面;軟吹時間10-15min,大包底吹氬氣流量30l/min以下,促進夾雜物充分上浮。
4、進一步地,本發明所述連鑄工序:大包開澆后按1.0-1.5kg/t鋼加入中包覆蓋劑,按0.5-0.8kg/t鋼加入發熱劑,按0.2-0.5kg/t鋼加入碳化稻殼,拉速0.22-0.26m/min,鑄坯下線溫度700-750℃,避風堆冷。
5、進一步地,本發明所述溫送工序:溫度降到400-450℃后溫送到軋鋼加熱爐。
6、進一步地,本發明所述軋制工序:控制加熱段溫度700-800℃;鑄坯加熱后,開坯機輥道速度降低,將輥道速度控制在1.0-1.5m/s。
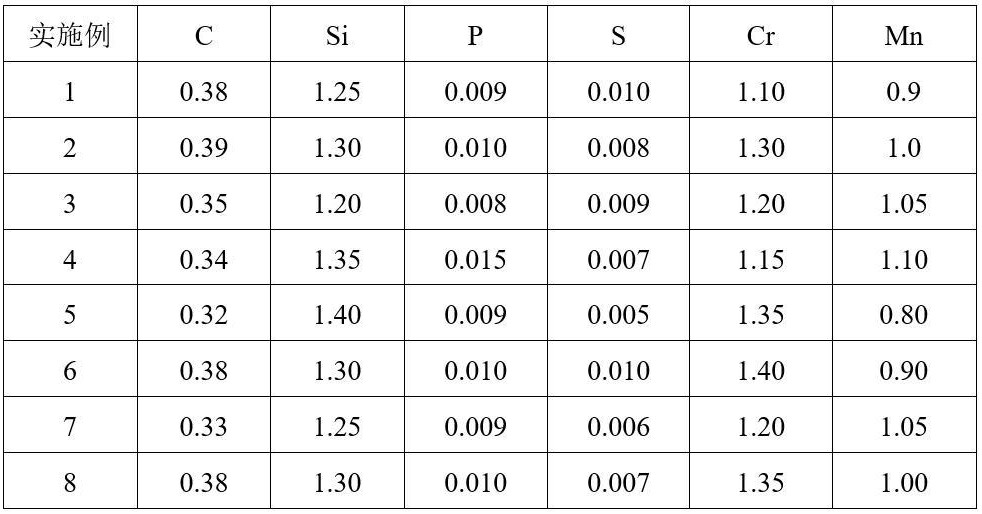
7、進一步地,本發明所述中碳高硅鋼的成分范圍為:c:0.32-0.39%,si:1.20-1.40%,mn:0.80-1.10%,s≤0.010%,p≤0.015%,cr:1.10-1.40%。
8、進一步地,本發明所述中碳高硅鋼的規格為ф250-310mm。
9、本發明技術方案的發明原理及其有益技術效果在于:
10、(1)本發明在大包、中包加入發熱劑和碳化稻殼,可充分保證鋼水溫度。
11、(2)本發明鑄坯不堆冷、不熱送,鑄坯先避風緩冷,溫度降到400-450℃溫送到軋鋼加熱爐。堆冷冷速快,鑄坯心部易產生應力裂紋;熱送,鑄坯心部與表面溫差較大,在加熱爐加熱過程中,由于熱應力在鑄坯內部產生裂紋;溫送可減少鑄坯表面和鑄坯心部溫度梯度。
12、(3)本發明控制加熱爐預熱段溫度700-800℃,減少鑄坯溫度與爐溫溫差,降低鑄坯內部熱應力裂紋產生。
13、(4)鑄坯加熱后,開坯機降速軋制,將開坯輥道速度控制在1.0-1.5m/s。降低開坯速度有利于鑄坯心部壓實,提高探傷合格率。
14、(5)本發明方法提高了中碳高硅鋼探傷合格率,ф250-310mm規格中碳高硅鋼探傷全部滿足gb/t4162?b級要求。
技術特征:
1.一種內部探傷無缺陷中碳高硅鋼的生產方法,其特征在于,所述中碳高硅鋼的生產流程包括:轉爐/電爐-lf-vd-連鑄-溫送-軋制-緩冷-探傷。
2.根據權利要求1所述的一種內部探傷無缺陷中碳高硅鋼的生產方法,其特征在于,所述vd工序:67pa以下高真空保持時間15-20min,破空后測溫取樣,檢驗元素含量;按0.5-1.0kg/t鋼加入覆蓋劑,按0.3-0.5kg/t鋼加入發熱劑,按0.3-0.5kg/t鋼加入碳化稻殼;軟吹時間10-15min,大包底吹氬氣流量30l/min以下。
3.根據權利要求1所述的一種內部探傷無缺陷中碳高硅鋼的生產方法,其特征在于,所述連鑄工序:大包開澆后按1.0-1.5kg/t鋼加入中包覆蓋劑,按0.5-0.8kg/t鋼加入發熱劑,按0.2-0.5kg/t鋼加入碳化稻殼,拉速0.22-0.26m/min,鑄坯下線溫度700-750℃,避風堆冷。
4.根據權利要求1所述的一種內部探傷無缺陷中碳高硅鋼的生產方法,其特征在于,所述溫送工序:溫度降到400-450℃后溫送到軋鋼加熱爐。
5.根據權利要求1所述的一種內部探傷無缺陷中碳高硅鋼的生產方法,其特征在于,所述軋制工序:控制加熱段溫度700-800℃;鑄坯加熱后,開坯機輥道速度降低,將輥道速度控制在1.0-1.5m/s。
6.根據權利要求1所述的一種內部探傷無缺陷中碳高硅鋼的生產方法,其特征在于,所述中碳高硅鋼的成分范圍為:c:0.32-0.39%,si:1.20-1.40%,mn:0.80-1.10%,s≤0.010%,p≤0.015%,cr:1.10-1.40%。
7.根據權利要求1所述的一種內部探傷無缺陷中碳高硅鋼的生產方法,其特征在于,所述中碳高硅鋼的規格為ф250-310mm。
技術總結
本發明公開一種內部探傷無缺陷中碳高硅鋼的生產方法,其生產流程包括:轉爐/電爐?LF?VD?連鑄?溫送?軋制?緩冷?探傷;所述連鑄工序:大包開澆后按1.0?1.5Kg/t鋼加入中包覆蓋劑,按0.5?0.8Kg/t鋼加入發熱劑,按0.2?0.5Kg/t鋼加入碳化稻殼,拉速0.22?0.26m/min,鑄坯下線溫度700?750℃,避風堆冷;所述溫送工序:溫度降到400?450℃后熱送到軋鋼加熱爐;所述軋制工序:控制加熱段溫度700?800℃;鑄坯加熱后,開坯機輥道速度降低,將輥道速度控制在1.0?1.5m/s。本發明提供的中碳高硅鋼內部探傷滿足GB/T4162?B級要求。
技術研發人員:楊成宇,何建武,劉歡,鄂立天,張春雷
受保護的技術使用者:石鋼京誠裝備技術有限公司
技術研發日:
技術公布日:2024/10/21
- 還沒有人留言評論。精彩留言會獲得點贊!