一種壓鑄機用冷卻成型裝置的制作方法
本技術涉及壓鑄機冷卻,具體涉及一種壓鑄機用冷卻成型裝置。
背景技術:
1、壓鑄是一種利用高壓強制將金屬熔液壓入形狀復雜的金屬模內的一種精密鑄造法。壓鑄機是進行壓鑄工藝的機器。
2、物體在壓鑄機上進行壓鑄后還需要進行冷卻,從而最終成型。現有的壓鑄機用冷卻成型裝置采用水冷,主要包括冷卻水箱、水泵、水管和若干噴嘴,其中,噴嘴通常為固定設置,若需要對物體上不同的位置進行噴水冷卻,需要設置多個噴嘴,造成生產成本的增加,因此需要提供一種壓鑄機用冷卻成型裝置。
技術實現思路
1、基于上述現有技術存在的技術問題,本實用新型提供一種壓鑄機用冷卻成型裝置,能夠對噴嘴的位置進行調節,從而降低生產成本。
2、本實用新型解決其技術問題所采用的技術方案是:提供一種壓鑄機用冷卻成型裝置,包括機架、設置于所述機架上的安裝筒、活動設置于所述安裝筒上的噴嘴和控制所述噴嘴移動的調節組件,以及設置于所述安裝筒內的安裝板和設置于所述機架一側的冷卻水箱,所述安裝板用于放置物體,所述安裝筒設有調節槽,所述調節組件包括與所述噴嘴相連的調節塊,所述調節塊滑動設置于所述調節槽內,所述噴嘴朝向物體設置,所述冷卻水箱與所述噴嘴連通。
3、進一步的,所述壓鑄機用冷卻成型裝置還包括設置于所述機架上的伸縮氣缸,所述伸縮氣缸的活塞桿與所述安裝板相對固定。
4、進一步的,所述調節塊設有限位塊,所述調節槽設有與所述限位塊相適配的限位槽,所述限位塊滑動設置于所述限位槽內。
5、進一步的,所述調節組件還包括設置于所述調節塊上的調節桿,所述調節桿的一端高于所述安裝筒的頂端。
6、進一步的,所述壓鑄機用冷卻成型裝置還包括水泵和輸送軟管,所述冷卻水箱與所述水泵的進水口連通,所述水泵的出水口與所述輸送軟管連通,所述輸送軟管遠離所述冷卻水箱的一端設置于所述調節塊上,且所述輸送軟管與所述噴嘴連通。
7、進一步的,所述調節槽開設有連通槽,所述連通槽用于放置所述輸送軟管。
8、本實用新型的有益效果是:提供一種壓鑄機用冷卻成型裝置,包括機架、設置于所述機架上的安裝筒、活動設置于所述安裝筒上的噴嘴和控制所述噴嘴移動的調節組件,以及設置于所述安裝筒內的安裝板和設置于所述機架一側的冷卻水箱,所述安裝板用于放置物體,所述安裝筒設有調節槽,所述調節組件包括與所述噴嘴相連的調節塊,所述調節塊滑動設置于所述調節槽內,所述噴嘴朝向物體設置,所述冷卻水箱與所述噴嘴連通。當需要調節噴嘴的位置時,移動調節塊,使得調節塊帶動噴嘴沿調節槽移動至適宜位置,再打開冷卻水箱對噴嘴供水,從而能夠對噴嘴的位置進行調節,從而降低生產成本。
技術特征:
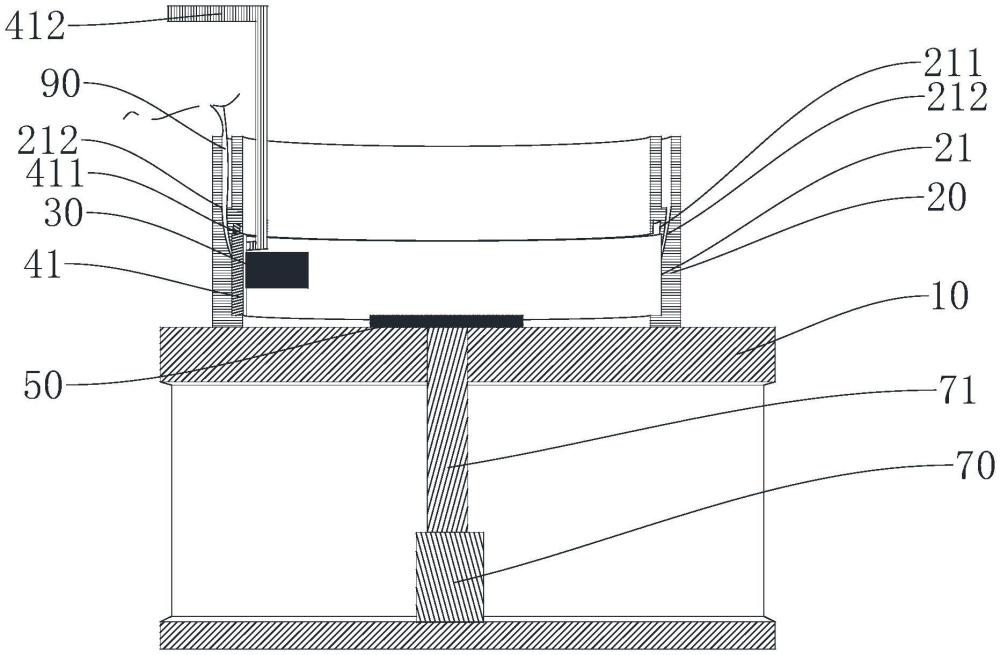
1.一種壓鑄機用冷卻成型裝置,其特征在于:包括機架(10)、設置于所述機架(10)上的安裝筒(20)、活動設置于所述安裝筒(20)上的噴嘴(30)和控制所述噴嘴(30)移動的調節組件(40),以及設置于所述安裝筒(20)內的安裝板(50)和設置于所述機架(10)一側的冷卻水箱(60),所述安裝板(50)用于放置物體,所述安裝筒(20)設有調節槽(21),所述調節組件(40)包括與所述噴嘴(30)相連的調節塊(41),所述調節塊(41)滑動設置于所述調節槽(21)內,所述噴嘴(30)朝向物體設置,所述冷卻水箱(60)與所述噴嘴(30)連通。
2.根據權利要求1所述的壓鑄機用冷卻成型裝置,其特征在于:所述壓鑄機用冷卻成型裝置(100)還包括設置于所述機架(10)上的伸縮氣缸(70),所述伸縮氣缸(70)的活塞桿(71)與所述安裝板(50)相對固定。
3.根據權利要求1所述的壓鑄機用冷卻成型裝置,其特征在于:所述調節塊(41)設有限位塊(411),所述調節槽(21)設有與所述限位塊(411)相適配的限位槽(211),所述限位塊(411)滑動設置于所述限位槽(211)內。
4.根據權利要求1所述的壓鑄機用冷卻成型裝置,其特征在于:所述調節組件(40)還包括設置于所述調節塊(41)上的調節桿(42),所述調節桿(42)的一端高于所述安裝筒(20)的頂端。
5.根據權利要求1所述的壓鑄機用冷卻成型裝置,其特征在于:所述壓鑄機用冷卻成型裝置(100)還包括水泵(80)和輸送軟管(90),所述冷卻水箱(60)與所述水泵(80)的進水口(81)連通,所述水泵(80)的出水口(82)與所述輸送軟管(90)連通,所述輸送軟管(90)遠離所述冷卻水箱(60)的一端設置于所述調節塊(41)上,且所述輸送軟管(90)與所述噴嘴(30)連通。
6.根據權利要求5所述的壓鑄機用冷卻成型裝置,其特征在于:所述調節槽(21)開設有連通槽(212),所述連通槽(212)用于放置所述輸送軟管(90)。
技術總結
本技術涉及壓鑄機冷卻技術領域,具體涉及一種壓鑄機用冷卻成型裝置包括機架、設置于所述機架上的安裝筒、活動設置于所述安裝筒上的噴嘴和控制所述噴嘴移動的調節組件,以及設置于所述安裝筒內的安裝板和設置于所述機架一側的冷卻水箱,所述安裝板用于放置物體,所述安裝筒設有調節槽,所述調節組件包括與所述噴嘴相連的調節塊,所述調節塊滑動設置于所述調節槽內,所述噴嘴朝向物體設置,所述冷卻水箱與所述噴嘴連通。當需要調節噴嘴的位置時,移動調節塊,使得調節塊帶動噴嘴沿調節槽移動至適宜位置,再打開冷卻水箱對噴嘴供水,從而能夠對噴嘴的位置進行調節,從而降低生產成本。
技術研發人員:陸小華,譚湘隆
受保護的技術使用者:泰州協進精密機械有限公司
技術研發日:20231221
技術公布日:2024/10/21
- 還沒有人留言評論。精彩留言會獲得點贊!