汽車止動環研磨用工裝的制作方法
本技術涉及汽車零部件,尤其涉及汽車止動環研磨用工裝。
背景技術:
1、汽車止動環是汽車制造中的常用配件,用來防止軸承在運轉中在軸承座內竄動,起固定作用;汽車止動環在加工生產過程中,需要對止動環進行切削和研磨加工。
2、現有的汽車止動環在加工過程中,需要對止動環的上下表面進行打磨,目前在加工過程中,止動環通常是被直接放置于上下磨盤中間并夾緊,由于止動環體積小且高度低,在磨盤上直接平鋪時若相距太近或發生堆疊,則會直接影響零件質量,同時研磨后的零件由于分布雜亂且浸泡在研磨廢液中,大大降低了回收的效率,針對上述問題,提出汽車止動環研磨用工裝。
技術實現思路
1、本實用新型主要提供一種方便使零件排布有序、便于回收且可以防止零件受到損傷的汽車止動環研磨用工裝。
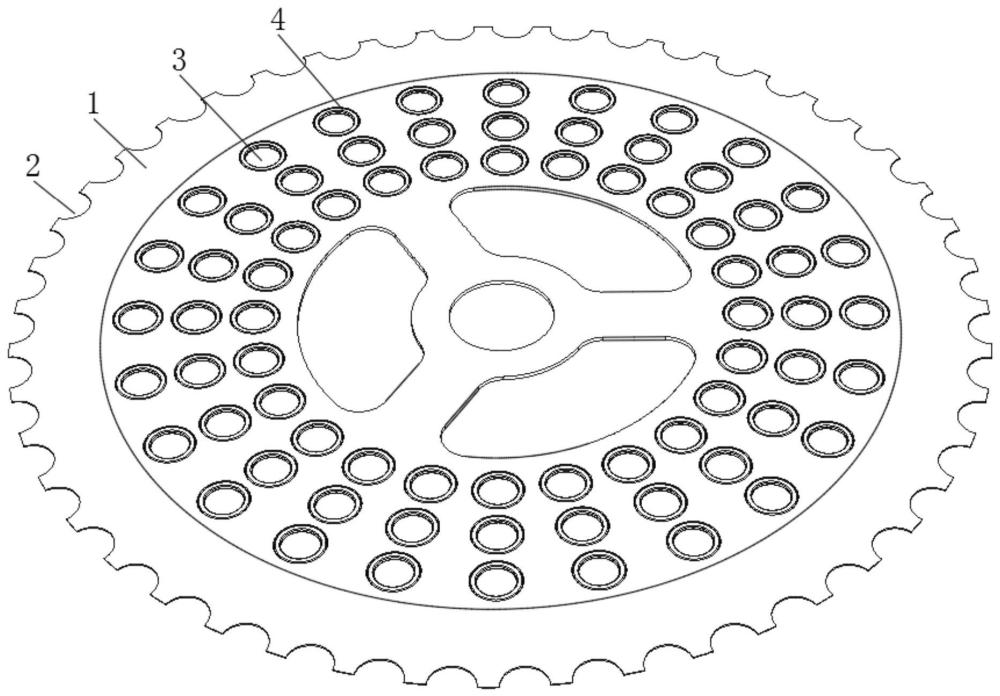
2、為了實現上述目的,本實用新型采用了如下技術方案:汽車止動環研磨用工裝,包括圓盤,所述圓盤的外邊緣環形陣列開設有多個定位口,所述圓盤的頂部軸心處貫穿開設有中心定位孔,且所述圓盤的頂部環形陣列開設有多個工件孔,所述工件孔的內側卡接有止動環。
3、優選的,多個所述工件孔由圓盤軸心處均勻向外分布三層,且每層所述工件孔的數量為24個,同層相鄰的兩個所述工件孔之間的度數為15°,每個工件孔可以對一個止動環進行限位,從而可以對多個止動環進行有序排布,防止直接平鋪時若相距太近或發生堆疊,損壞零件。
4、優選的,所述圓盤的頂部環形陣列開設有三個圓周定位孔,圓周定位孔環形陣列分布在中心定位孔的外圈,方便對圓盤進行定位及固定,同時方便拿取圓盤。
5、優選的,所述定位口為半圓形狀,定位口方便對該工裝進行定位。
6、優選的,所述圓周定位孔為扇形形狀,所述工件孔的直徑大于止動環的外徑,工件孔的直徑略大于止動環的外徑,方便將止動環放置在工件孔內。
7、優選的,所述圓盤的外邊緣厚度小于圓盤的中心處厚度,該工裝利用圓盤和多個工件孔,可以使止動環零件排布有序,同時利于零件從廢液中取出,防止零件的丟失。
8、與現有技術相比,本實用新型的優點和積極效果在于,
9、1、本實用新型中,在對止動環進行研磨時,首先將工裝通過工件孔和定位口進行定位,將止動環放入工裝的多個工件孔后,再將止動環連同工裝一起放入研磨裝置夾緊后研磨,研磨完畢后,將止動環連同工裝一起拿出,進行計數,最后再對止動環進行清洗和烘干,從而使止動環零件排布有序,便于固定止動環,以便于更好的對止動環進行研磨,同時便于汽車止動環的回收,防止零件受到損傷;
10、2、本實用新型中,該汽車止動環專用工裝加工簡單且操作方便,在使用時,可以對工件起到限位的作用,防止直接平鋪時若相距太近或發生堆疊,損壞零件,同時利于零件從廢液中取出,防止零件的丟失,利于統計零件的數量,提高工作效率。
技術特征:
1.汽車止動環研磨用工裝,其特征在于,包括圓盤(1),所述圓盤(1)的外邊緣環形陣列開設有多個定位口(2),所述圓盤(1)的頂部軸心處貫穿開設有中心定位孔(5),且所述圓盤(1)的頂部環形陣列開設有多個工件孔(3),所述工件孔(3)的內側卡接有止動環(4)。
2.根據權利要求1所述的汽車止動環研磨用工裝,其特征在于:多個所述工件孔(3)由圓盤(1)軸心處均勻向外分布三層,且每層所述工件孔(3)的數量為24個,同層相鄰的兩個所述工件孔(3)之間的度數為15°。
3.根據權利要求1所述的汽車止動環研磨用工裝,其特征在于:所述圓盤(1)的頂部環形陣列開設有三個圓周定位孔(6)。
4.根據權利要求1所述的汽車止動環研磨用工裝,其特征在于:所述定位口(2)為半圓形狀。
5.根據權利要求3所述的汽車止動環研磨用工裝,其特征在于:所述圓周定位孔(6)為扇形形狀,所述工件孔(3)的直徑大于止動環(4)的外徑。
6.根據權利要求1所述的汽車止動環研磨用工裝,其特征在于:所述圓盤(1)的外邊緣厚度小于圓盤(1)的中心處厚度。
技術總結
本技術提供汽車止動環研磨用工裝,涉及汽車零部件技術領域,包括圓盤,所述圓盤的外邊緣環形陣列開設有多個定位口,所述圓盤的頂部軸心處貫穿開設有中心定位孔。本技術中,將工裝通過工件孔和定位口進行定位,將止動環放入工裝的多個工件孔后,再將止動環連同工裝一起放入研磨裝置夾緊后研磨,研磨完畢后,將止動環連同工裝一起拿出,進行計數,最后再對止動環進行清洗和烘干,可以使止動環零件排布有序,便于汽車止動環的回收,防止零件受到損傷,同時加工簡單,操作方便,對工件起到限位的作用,防止直接平鋪時若相距太近或發生堆疊,損壞零件,同時利于零件從廢液中取出,防止零件的丟失,利于統計零件的數量,提高工作效率。
技術研發人員:曾廣勝,吳凱平,張世林,李克法,謝凱凱
受保護的技術使用者:常熟科裕格蘭精密機械有限公司
技術研發日:20231204
技術公布日:2024/10/21
- 還沒有人留言評論。精彩留言會獲得點贊!