集裝箱頂板整體成型生產線的制作方法
本技術總地涉及集裝箱結構的,更具體地涉及一種集裝箱頂板整體成型生產線。
背景技術:
1、作為集裝箱重要的組成零件之一,頂板現有生產工藝如下:開卷-下料成定尺寸板材-拋丸(打砂)預處理-噴富鋅底漆-單張頂板沖壓成型(一般為5個波形)-修邊-轉運至焊接線-工裝定位-拼焊成整張頂板(20尺集裝箱需要5張,40尺集裝箱需要11張)-堆垛轉運。這種工藝方法,具有如下缺陷:
2、1)整張頂板是由多個小頂板拼焊而成,人工及輔料成本高;
3、2)單個集裝箱需要的小頂板數量較多,生產過程需要對板料及零件進行多次搬運及上、下料操作,生產設備停機等待時間長,設備利用率低,生產效率低,且工人勞動強度大;
4、3)每張小頂板都需要四邊修邊,修邊導致鋼材利用率低,浪費多;
5、4)完成整張頂板需要開卷、沖壓、焊接三條生產線,所需設備多,場地占用大。
6、因此,需要提供一種集裝箱頂板整體成型生產線,以至少部分地解決上述問題。
技術實現思路
1、在
技術實現要素:
部分中引入了一系列簡化形式的概念,這將在具體實施方式部分中進一步詳細說明。本實用新型的實用新型內容部分并不意味著要試圖限定出所要求保護的技術方案的關鍵特征和必要技術特征,更不意味著試圖確定所要求保護的技術方案的保護范圍。
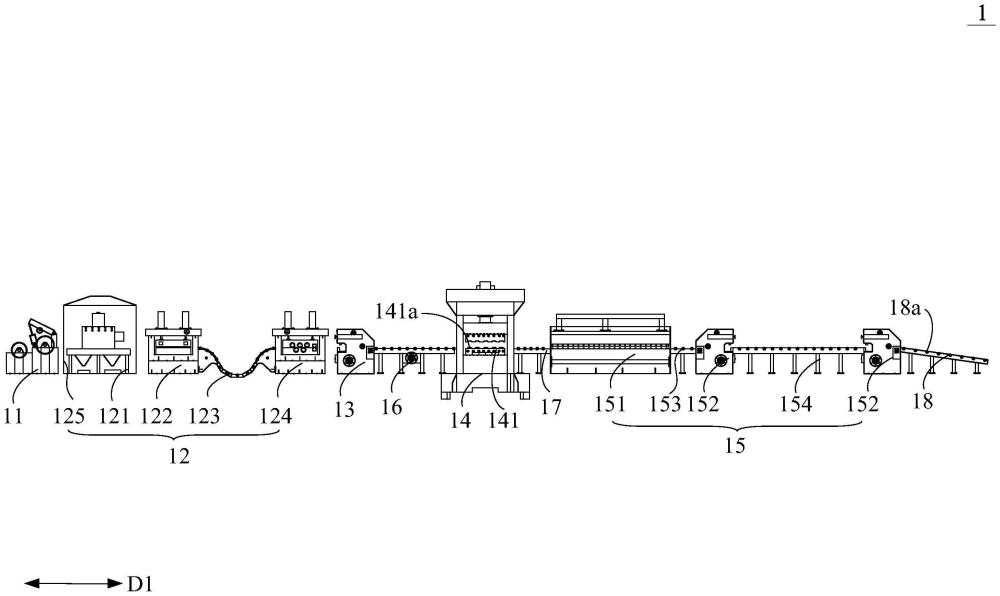
2、為至少部分地解決上述問題,本實用新型提供一種集裝箱頂板整體成型生產線,用于整體成型集裝箱頂板,所述生產線包括沿第一方向依次排列的開卷機、表面處理設備、下料機、沖壓機、修邊設備以及料架;所述生產線還包括控制系統,所述控制系統與所述開卷機、所述表面處理設備、所述下料機、所述沖壓機、所述修邊設備信號連接;
3、所述修邊設備用于沿所述第一方向以及第二方向裁剪所述集裝箱頂板的毛坯,以完成所述集裝箱頂板的生產,所述集裝箱頂板適配的集裝箱的尺寸不小于20尺;
4、其中,所述第一方向與所述集裝箱頂板的行進方向一致,所述第二方向與所述第一方向垂直。
5、可選地,所述表面處理設備包括:
6、噴丸機,所述噴丸機位于所述開卷機的下游且沿所述第一方向與所述開卷機間隔;
7、第一平板機,所述第一平板機位于所述噴丸機的下游且沿所述第一方向與所述噴丸機間隔;
8、第二平板機,所述第二平板機位于所述第一平板機的下游且沿所述第一方向與所述第一平板機間隔;以及
9、第一傳輸設備,所述第一傳輸設備位于所述第一平板機以及所述第二平板機兩者之間。
10、可選地,所述生產線還包括第二傳輸設備,所述第二傳輸設備位于所述下料機以及所述沖壓機兩者之間。
11、可選地,所述表面處理設備還包括機房,所述機房位于所述噴丸機的外圍,以籠罩所述噴丸機。
12、可選地,所述生產線還包括第三傳輸設備,所述修邊設備包括:
13、第一修邊機,所述第一修邊機位于所述沖壓機的下游且沿所述第一方向與所述沖壓機間隔,所述第一修邊機用于沿所述第二方向對所述集裝箱頂板的毛坯進行修剪,所述第三傳輸設備位于所述沖壓機以及所述第一修邊機兩者之間;
14、第二修邊機,所述第二修邊機位于所述第一修邊機的下游且沿所述第一方向與所述第一修邊機間隔,兩臺所述第二修邊機沿所述第一方向間隔,以沿所述第一方向對所述集裝箱頂板的毛坯進行修剪;
15、第四傳輸設備,所述第四傳輸設備位于所述第一修邊機以及其中一臺所述第二修邊機兩者之間;
16、第五傳輸設備,所述第五傳輸設備位于兩臺所述第二修邊機之間,以承載所述集裝箱頂板的毛坯。
17、可選地,所述生產線還包括第六傳輸設備,所述第六傳輸設備位于遠離所述第一修邊機的所述第二修邊機以及所述料架兩者之間。
18、可選地,所述第六傳輸設備具有承載面,所述承載面相對所述第一方向向下傾斜且延伸至所述料架。
19、可選地,所述修邊機構造為剪板機、激光切割機、等離子切割機中的任意一種。
20、可選地,所述沖壓機包括壓型模具,所述壓型模具具有凸臺。
21、可選地,所述凸臺的數量至少為兩個且沿所述第一方向間隔。
22、根據本實用新型的集裝箱頂板整體成型生產線,通過連續沖壓波形可一次成型適配尺寸不小于20尺的集裝箱的整張集裝箱頂板,具有波形尺寸穩定,減少修邊和物料轉運次數,同時省略了焊接拼接工序,優化生產工藝,提升了生產質量。
技術特征:
1.一種集裝箱頂板整體成型生產線,用于整體成型集裝箱頂板,其特征在于,所述生產線包括沿第一方向依次排列的開卷機、表面處理設備、下料機、沖壓機、修邊設備以及料架;所述生產線還包括控制系統,所述控制系統與所述開卷機、所述表面處理設備、所述下料機、所述沖壓機、所述修邊設備信號連接;
2.根據權利要求1所述的裝箱頂板整體成型生產線,其特征在于,所述表面處理設備包括:
3.根據權利要求2所述的裝箱頂板整體成型生產線,其特征在于,所述生產線還包括第二傳輸設備,所述第二傳輸設備位于所述下料機以及所述沖壓機兩者之間。
4.根據權利要求2所述的裝箱頂板整體成型生產線,其特征在于,所述表面處理設備還包括機房,所述機房位于所述噴丸機的外圍,以籠罩所述噴丸機。
5.根據權利要求1所述的裝箱頂板整體成型生產線,其特征在于,所述生產線還包括第三傳輸設備,所述修邊設備包括:
6.根據權利要求5所述的裝箱頂板整體成型生產線,其特征在于,所述生產線還包括第六傳輸設備,所述第六傳輸設備位于遠離所述第一修邊機的所述第二修邊機以及所述料架兩者之間。
7.根據權利要求6所述的裝箱頂板整體成型生產線,其特征在于,所述第六傳輸設備具有承載面,所述承載面相對所述第一方向向下傾斜且延伸至所述料架。
8.根據權利要求5所述的裝箱頂板整體成型生產線,其特征在于,所述修邊機構造為剪板機、激光切割機、等離子切割機中的任意一種。
9.根據權利要求1所述的裝箱頂板整體成型生產線,其特征在于,所述沖壓機包括壓型模具,所述壓型模具具有凸臺。
10.根據權利要求9所述的裝箱頂板整體成型生產線,其特征在于,所述凸臺的數量至少為兩個且沿所述第一方向間隔。
技術總結
本技術提供一種集裝箱頂板整體成型生產線,用于整體成型集裝箱頂板,生產線包括沿第一方向依次排列的開卷機、表面處理設備、下料機、沖壓機、修邊設備以及料架;生產線還包括控制系統,控制系統與開卷機、表面處理設備、下料機、沖壓機、修邊設備信號連接;修邊設備用于沿第一方向以及第二方向裁剪集裝箱頂板的毛坯,以完成集裝箱頂板的生產,集裝箱頂板適配的集裝箱的尺寸不小于20尺;第一方向與集裝箱頂板的行進方向一致,第二方向與第一方向垂直。根據本技術的集裝箱頂板整體成型生產線,可一次成型適配尺寸不小于20尺的集裝箱的整張集裝箱頂板,波形尺寸穩定,減少了修邊和物料轉運次數,省去了拼焊工序,優化了生產工藝。
技術研發人員:孟祥軍,姜衛東,牛存智,劉滿園
受保護的技術使用者:青島中集集裝箱制造有限公司
技術研發日:20240205
技術公布日:2024/10/21
- 還沒有人留言評論。精彩留言會獲得點贊!