細長工件矯形裝置的制作方法
本技術涉及汽車裝飾條加工,尤其是指一種細長工件矯形裝置。
背景技術:
1、模具,工業生產上用以注塑、吹塑、擠出、壓鑄或鍛壓成型、冶煉、沖壓等方法得到所需產品的各種模子和工具,簡而言之,模具是用來制作成型物品的工具,這種工具由各種零件構成,不同的模具由不同的零件構成,它主要通過所成型材料物理狀態的改變來實現物品外形的加工。
2、隨著人們對汽車質量的提高,汽車的車窗裝飾條也由以前的塑料件改成了不銹鋼材料,在對汽車裝飾條進行沖壓或鍛壓加工后,不銹鋼亮條由于其細長的結構特性,沖壓或鍛壓后難以持續保持設計的結構和造型,導致其容易發生變形而無法精準牢固的安裝在汽車上,嚴重影響汽車的組裝效率和質量。
技術實現思路
1、本實用新型要解決的技術問題是提供一種針對細長的汽車的車窗裝飾條進行沖壓或鍛壓后自動整形的細長工件矯形裝置。
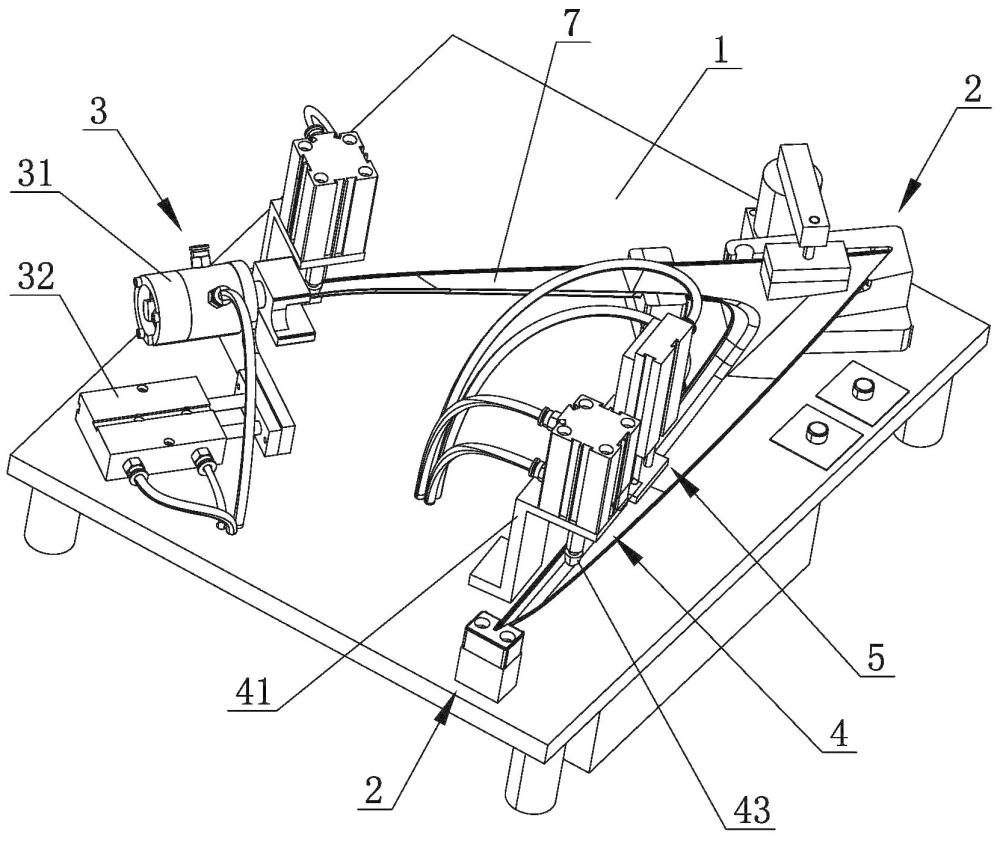
2、為了解決上述技術問題,本實用新型采用如下技術方案:一種細長工件矯形裝置,包括工作臺、固定于工作臺上的至少兩個用于夾緊固定工件并使工件與工作臺之間有間隔的定位座,工件的懸空端設置有扭形裝置,該扭形裝置包括固定于工作臺的扭形座及固定于扭形座的第一伸縮器、固定于第一伸縮器的伸縮桿外端的p形座、裝設于p形座的扭形驅動器及裝設于扭形驅動器的軟膠夾頭。
3、優選的,所述兩個定位座之間設置有第一壓形裝置,第一壓形裝置包括z形座、固定于z形座的第二伸縮器及裝設于第二伸縮器的伸縮桿外端的軟膠推頭,軟膠推頭下壓工件時,工件與工作臺之間的間隔大于1厘米。
4、優選的,所述兩個定位座之間設置有第二壓形裝置,第二壓形裝置包括z形座、固定于z形座的第三伸縮器及裝設于第三伸縮器的伸縮桿外端的軟膠推頭,所述第一壓形裝置與第二壓形裝置分別位于工件的形變彎曲調整處。
5、優選的,所述第一伸縮器、第二伸縮器和第三伸縮器均為雙向氣缸。
6、優選的,所述第二伸縮器或第三伸縮器的伸縮桿裝設有調節螺桿,所述軟膠推頭固定于調節螺桿的下端。
7、優選的,所述扭形驅動器為減速電機或旋轉氣缸。
8、本實用新型的有益效果在于:本實用新型提供了一種細長工件矯形裝置,在實際生產加工中,被沖壓或鍛壓成型的工件(即不銹鋼亮條)還需要進一步整形校正,工件被固定于定位座上以后,在plc的控制下,扭形裝置、第一壓形裝置和第二壓形裝置同時工作,扭形裝置用于對不銹鋼亮條的一端進行扭轉整形,使扭轉后的不銹鋼亮條在撤回扭力后正常回彈至所需要的外形結構,第一壓形裝置和第二壓形裝置用于將不銹鋼亮條的中部進行彎曲壓形,使之達到設計的彎曲弧度要求,從而達到矯形的目的,具有操作簡單、矯形速度快和可靠性高的優點,實用性強。
技術特征:
1.細長工件矯形裝置,包括工作臺(1)、固定于工作臺(1)上的至少兩個用于夾緊固定工件并使工件與工作臺(1)之間有間隔的定位座(2),其特征在于:工件的懸空端位置設置有扭形裝置(3),該扭形裝置(3)包括固定于工作臺(1)的扭形座及固定于扭形座的第一伸縮器(32)、固定于第一伸縮器(32)的伸縮桿外端的p形座(33)、裝設于p形座(33)的扭形驅動器(31)及裝設于扭形驅動器(31)的軟膠夾頭(35)。
2.根據權利要求1所述的細長工件矯形裝置,其特征在于:所述兩個定位座(2)之間設置有第一壓形裝置(4),第一壓形裝置(4)包括z形座(41)、固定于z形座(41)的第二伸縮器(42)及裝設于第二伸縮器(42)的伸縮桿外端的軟膠推頭(43),軟膠推頭(43)下壓工件時,工件與工作臺(1)之間的間隔大于1厘米。
3.根據權利要求2所述的細長工件矯形裝置,其特征在于:所述兩個定位座(2)之間設置有第二壓形裝置(5),第二壓形裝置(5)包括z形座(41)、固定于z形座(41)的第三伸縮器(6)及裝設于第三伸縮器(6)的伸縮桿外端的軟膠推頭(43),所述第一壓形裝置(4)與第二壓形裝置(5)分別位于工件的形變彎曲調整處。
4.根據權利要求3所述的細長工件矯形裝置,其特征在于:所述第一伸縮器(32)、第二伸縮器(42)和第三伸縮器(6)均為雙向氣缸。
5.根據權利要求3所述的細長工件矯形裝置,其特征在于:所述第二伸縮器(42)或第三伸縮器(6)的伸縮桿裝設有調節螺桿(45),所述軟膠推頭(43)固定于調節螺桿(45)的下端。
6.根據權利要求1所述的細長工件矯形裝置,其特征在于:所述扭形驅動器(31)為減速電機或旋轉氣缸。
技術總結
本技術涉及汽車裝飾條加工技術領域,尤其是指一種細長工件矯形裝置,包括工作臺、固定于工作臺上的至少兩個用于夾緊固定工件并使工件與工作臺之間有間隔的定位座,工件的懸空端設置有扭形裝置,該扭形裝置包括固定于工作臺的扭形座及固定于扭形座的第一伸縮器、固定于第一伸縮器的伸縮桿外端的P形座、裝設于P形座的扭形驅動器及裝設于扭形驅動器的軟膠夾頭。工件被固定于定位座上以后,扭形裝置、第一壓形裝置和第二壓形裝置同時工作,扭形裝置用于對不銹鋼亮條的一端進行扭轉整形,使扭轉后的不銹鋼亮條在撤回扭力后正常回彈至所需要的外形結構,從而達到矯形的目的,具有操作簡單、矯形速度快和可靠性高的優點,實用性強。
技術研發人員:彭夢雄
受保護的技術使用者:東莞宏譽五金制品有限公司
技術研發日:20240115
技術公布日:2024/10/21
- 還沒有人留言評論。精彩留言會獲得點贊!