一種超薄金屬片材加工設備的制作方法
本技術涉及片材加工,特別是一種超薄金屬片材加工設備。
背景技術:
1、涉及鋼鐵的傳統工藝常以“厚重、韌性、重工業”等為質量標準,但為適用于高精尖產業,超薄金屬片材技術領域是相關企業的必爭之地。
2、超薄金屬片材的概念根植于超薄精密帶鋼,不同于常規的不銹鋼薄板的厚度,一般把≤0.3mm,薄至0.01mm的不銹鋼帶鋼稱為超薄精密帶鋼,它屬于不銹鋼專精的領域,超薄金屬片材的“超薄”厚度定義類似于此。
3、在超薄的金屬片材表面再次加工,本身就是非常有難度的技術。因為在加工超薄的金屬片材時,存在以下技術障礙:
4、無法使用傳統方法,具體為螺絲鎖緊及壓板施壓固定,金屬片材在加工(銑削或磨削)時,一定會產生振動,因超薄金屬片材的超薄特性,其振動會直接導致加工失敗。
5、因超薄金屬片材的厚度非常薄,將其加工成厚度不均勻的異形片材及用其制管的難度都十分大。例如,傳統的金屬制管工藝,是將不銹鋼片材分切成需要的寬度,再經過制管設備進行卷圓、焊接。依此傳統工藝得到的金屬管都比較粗,直徑最細在2.00mm-4.00mm左右。在此基礎上,如果想要得到直徑再細的金屬管,就必需對此金屬管進行多次拉伸,在拉伸的過程中金屬管的直徑會變細,金屬管的壁厚會變薄。但每次拉伸的難度與該次拉伸后與拉伸前的金屬管壁厚比值有關,進行幾次拉伸后,金屬管的拉伸難度越大,類似于指數增長,且金屬管容易在拉伸時斷裂,無法制得超細的又有強度的金屬管。
6、公開號為cn219052473u的中國專利是本發明人于2022年10月13日申請的一種超細無縫金屬管的生產線,包括:料架、送料機構、第一定位機構、預壓機構、第二定位機構、成型機構、第三定位機構、焊接機構、以制得無縫金屬管,采用成卷的金屬片材為生產原料,該超薄的金屬片材形狀不規則,該金屬片材最薄一端不低于0.02mm不超0.3mm,金屬片材最厚一端不低于0.05mm不超0.5mm,最厚的一端與最薄的一端有均勻厚度過度區間,因此對于加工裝置的精密性要求較高,目前還沒能國產化,國外雖然已經能夠生產該形狀不規則的金屬片,但是其生產工藝并不公開。
7、因此,現有技術中的超薄金屬片材加工設備還有待改進。
技術實現思路
1、為解決上述技術問題,本實用新型的目的在于:提供一種超薄金屬片材加工設備,能夠用于加工背景技術中所述的超薄金屬片材,并且精度較高。
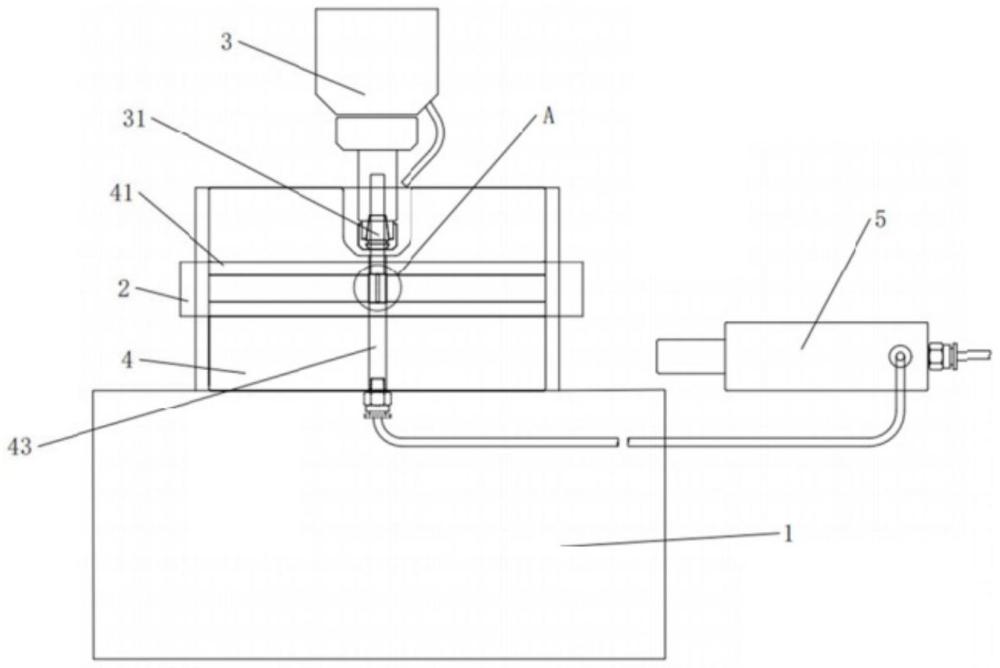
2、本實用新型為解決問題所采用的技術方案是:一種超薄金屬片材加工設備,包括機臺,所述機臺上設置有加工機構,所述機臺上還設置有模具,所述模具內設置有通道,所述通道用于于放置被切削的片材;所述模具上設置有凹槽,所述凹槽靠近所述通道處設置有加工窗口,所述加工窗口與所述通道相通;所述加工機構包括刀具,所述刀具位于所述凹槽處,所述刀具部分設于所述加工窗口。
3、作為上述技術方案的進一步改進,所述通道具體為沿左右方向延伸的通槽;所述凹槽為u型槽;所述加工機構還包括刀具驅動機構。
4、作為上述技術方案的進一步改進,所述模具包括壓板以及相互固定連接的底板和模座,所述模座豎向設置于所述機臺上,所述壓板設置于所述底板的前側,所述通槽設于所述底板的前側壁上,所述u型槽和加工窗口設置于所述壓板上,所述刀具呈豎向設置的紡錘狀或葫蘆狀,利用壓板壓緊片材,刀具對片材進行加工。
5、作為上述技術方案的進一步改進,所述底板的中部設有通氣槽,所述通氣槽位于所述通槽遠離所述刀具的一側,所述通氣槽上設置有通氣孔,所述通氣孔與所述通槽的相通,還包括負壓器,所述負壓器的吸氣口設置于所述通氣槽處,負壓器啟動時對通氣槽進行抽真空并通過通氣孔吸住片材,防止片材在加工過程中產生偏移。
6、作為上述技術方案的進一步改進,所述u型槽和通氣槽的數量均為兩個以上,該切削機可以對片材多次加工,保證切削效果。
7、作為上述技術方案的進一步改進,所述壓板上設置有調節機構,所述調節機構用于調節所述壓板與所述底板的間隙大小,通過調節壓板與底板的間隙,從而方便加工不同厚度的片材。
8、作為上述技術方案的進一步改進,所述調節機構包括固定板、活動板和手輪,所述活動板設置于所述壓板的前側并與所述壓板有一定距離,所述固定板設置于所述活動板的前側,所述手輪上固定連接有螺紋調節柱,所述固定板中設有螺母,螺紋調節柱與螺母傳動連接,螺紋調節柱與所述活動板轉動連接,所述活動板與所述壓板之間設置有彈簧。
9、作為上述技術方案的進一步改進,所述壓板包括第一壓板和第二壓板,所述第一壓板和所述第二壓板前后依次排列;所述第一壓板和所述第二壓板均與螺紋調節柱滑動配合,所述第一壓板的前端和所述第二壓板的前端均設置有彈簧。
10、作為上述技術方案的進一步改進,所述壓板包括第一壓板、第二壓板和第三壓板,所述第一壓板、第二壓板和第三壓板的后側壁上下排列;第一壓板、第二壓板和第三壓板均與螺紋調節柱滑動配合,第一壓板的前端、第二壓板的前端和第三壓板的前側均設置有彈簧。
11、作為上述技術方案的進一步改進,所述模具包括壓板以及相互固定連接的底板和模座,所述模座水平設置于所述機臺上,所述刀具呈水平設置的紡錘狀或葫蘆狀,片材可以在水平方向上橫向移動,并通過切削機對片材進行加工。
12、本實用新型的有益效果是:超薄金屬片材從通槽穿過,通槽處設置有加工窗口,刀具部分設于加工窗口處,由于加工窗口的限制,在安裝刀具時,容易檢測刀具的安裝精度,控制刀具與被加工片材的距離,同時因窗口的限制與模具壓制住金屬片材,從而有效控制因加工超薄金屬片材無法固定與解決加工振動導致片材偏移。提高了加工的精準度和成品率,以實現對金屬片材的精確切削;本實用新型的金屬片材也可以是片狀但成卷收納的卷材。
技術特征:
1.一種超薄金屬片材加工設備,包括機臺(1),所述機臺(1)上設置有加工機構(3),其特征在于:
2.根據權利要求1所述的一種超薄金屬片材加工設備,其特征在于:所述通道為沿左右方向延伸的通槽(41);所述凹槽為u型槽(42)。
3.如權利要求2所述的一種超薄金屬片材加工設備,其特征在于:所述模具(4)包括壓板(45)以及相互固定連接的底板(44)和模座(46),所述模座(46)豎向設置于所述機臺(1)上,所述壓板(45)設置于所述底板(44)的前側,所述通槽(41)設于所述底板(44)的前側壁上,所述u型槽(42)和加工窗口(421)設置于所述壓板(45)上;所述刀具(31)呈豎向設置的紡錘狀或葫蘆狀。
4.如權利要求3所述的一種超薄金屬片材加工設備,其特征在于:所述底板(44)的中部設有通氣槽(43),所述通氣槽(43)位于所述通槽(41)遠離所述刀具(31)的一側,所述通氣槽(43)上設置有通氣孔(431),所述通氣孔(431)與所述通槽(41)相通;還包括負壓器(5),所述負壓器(5)的吸氣口設置于所述通氣槽(43)處。
5.如權利要求4所述的一種超薄金屬片材加工設備,其特征在于:所述u型槽(42)和通氣槽(43)的數量均為兩個以上。
6.如權利要求3所述的一種超薄金屬片材加工設備,其特征在于:所述壓板(45)上設置有調節機構(6),所述調節機構(6)用于調節所述壓板(45)與所述底板(44)的間隙大小。
7.如權利要求6所述的一種超薄金屬片材加工設備,其特征在于:所述調節機構(6)包括固定板(61)、活動板(62)和手輪(63);所述固定板(61)、活動板(62)和壓板(45)依次從前到后設置;所述手輪(63)上固定連接有螺紋調節柱(65),所述固定板(61)中設有螺母,所述螺紋調節柱(65)與所述螺母傳動連接,所述螺紋調節柱(65)與所述活動板(62)轉動連接,所述活動板(62)與所述壓板(45)之間設置有彈簧(64)。
8.如權利要求7所述的一種超薄金屬片材加工設備,其特征在于:所述壓板(45)包括第一壓板(451)和第二壓板(452),所述第一壓板(451)和所述第二壓板(452)前后依次排列;
9.如權利要求7所述的一種超薄金屬片材加工設備,其特征在于:所述壓板(45)包括第一壓板(451)、第二壓板(452)和第三壓板(453),所述第一壓板(451)、第二壓板(452)和第三壓板(453)的后側壁上下排列;
10.如權利要求2所述的一種超薄金屬片材加工設備,其特征在于:
技術總結
本申請提供一種超薄金屬片材加工設備,包括機臺,機臺上設置有加工機構,機臺上還設置有模具,模具內設置有通道,通道用于于放置被切削的片材;模具上設置有凹槽,凹槽靠近通道處設置有加工窗口,加工窗口與通道相通;加工機構包括刀具,刀具位于凹槽處,刀具部分設于加工窗口。超薄金屬片材從本申請的通道穿過,通道處設置有加工窗口,刀具部分設于加工窗口處,由于加工窗口的限制,在安裝刀具時,容易檢測刀具的安裝精度,控制刀具與被加工片材的距離,同時因窗口的限制與模具壓制住超薄金屬片材,從而有效控制因加工超薄金屬片材無法固定與解決加工振動導致片材偏移。
技術研發人員:吳義紅
受保護的技術使用者:中山玖美塑膠制品有限公司
技術研發日:20240111
技術公布日:2024/10/21
- 還沒有人留言評論。精彩留言會獲得點贊!