一種喉箍加工用卷圈裝置的制作方法
本發明屬于喉箍生產,具體是一種喉箍加工用卷圈裝置。
背景技術:
1、喉箍(膠管卡子)廣泛用于汽車、拖拉機、機車、船舶、礦山、石油、化工、制藥、農業等領域,可將柔性管緊密卡合在鋼性件上,用于水、油、汽、塵等領域的密封,是理想的連接緊固件。傳統喉箍加工通常涉及切割、沖壓、折彎等一系列金屬成型工藝,其中卷圈是生產圓形喉箍的關鍵步驟之一,對于喉箍而言,主要是通過將金屬帶材連續彎曲直至形成封閉環狀;目前常見的卷圈設備雖然能夠實現喉箍的卷圈成型,但喉箍的鋼帶無法卷繞在箍頭內,導致喉箍在后續生產時鋼帶會產生彈性恢復,造成喉箍形狀發生變化,存在較大差異性;同時喉箍后續螺絲安裝時無法確定其與鋼帶是否正確配合,難以通過視覺去除殘次品;因此,有必要提供一種喉箍加工用卷圈裝置,以解決上述背景技術中提出的問題。
技術實現思路
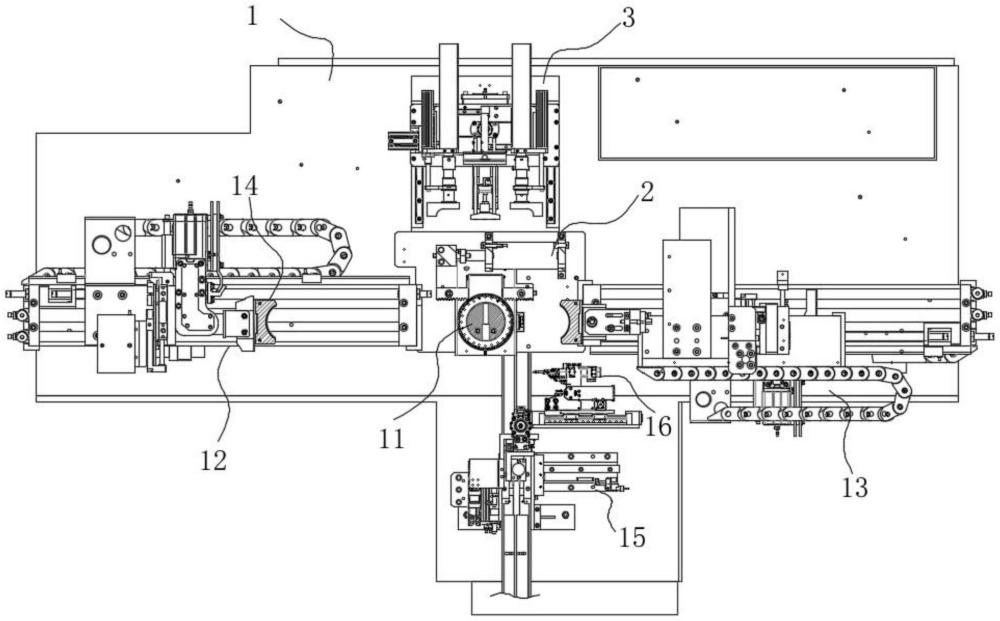
1、為實現上述目的,本發明提供如下技術方案:一種喉箍加工用卷圈裝置,其包括:機架、定型卷圈單元、成型塊、左推進機構、右推進機構、預彎邊單元以及螺絲自動旋調器,所述機架的中部設置定型卷圈單元,所述定型卷圈單元上可拆卸地水平安裝成型塊,所述成型塊的橫截面呈圓形結構,以便喉箍鋼帶能夠繞成型塊外壁進行卷圈定型;所述機架上位于定型卷圈單元的兩側對應設置左推進機構與右推進機構,所述左推進機構與右推進機構的推進工作端均安裝有頂壓塊,各所述頂壓塊與所述成型塊相擠壓配合;
2、所述機架上位于定型卷圈單元后方設置預彎邊單元,所述預彎邊單元對鋼帶的兩端預進行多角度折彎定型;所述機架上設有頂料裝置,所述頂料裝置將預折彎的鋼帶頂送至定型卷圈單元中;
3、所述機架上位于定型卷圈單元下方還設置有升降機構,所述升降機構上橫向固定有水平移動裝置,所述螺絲自動旋調器水平固定在水平移動裝置上;所述機架上位于螺絲自動旋調器的一側設有螺絲上料機構,用于持續對螺絲自動旋調器輸送螺絲,所述螺絲自動旋調器在鋼帶完成初步卷圈定型后將螺絲旋緊至箍頭內;
4、所述預彎邊單元包括機座,其一側橫向設置有送料架,所述送料架用于將鋼帶一一水平輸送,所述機座外位于送料架一側安裝有定型座,所述機座的中部位于定型座的上方設置有壓塊,所述機座上安裝有電動伸縮桿,所述電動伸縮桿的一端與壓塊相連接;
5、且所述機座上橫向設置有兩個驅動板,兩個所述驅動板均通過滑軌滑動安裝在機座上的不同高度位置,所述機座上中心轉動連接有傳動齒,所述傳動齒位于兩個驅動板之間,并通過齒輪嚙合作用與各所述驅動板相連接傳動;所述驅動板上均固定有安裝架,所述安裝架上豎直設置有伸縮導桿,所述伸縮導桿的下端安裝有定型塊,所述安裝架還設置有液壓桿,所述液壓桿的一端與伸縮導桿的伸縮端相連接;所述定型塊配合定型座對鋼帶的兩端進行預折彎定型。
6、進一步,作為優選,所述定型塊的下端面呈弧形結構,所述鋼帶經過預折彎定型后其端部呈弧形彎曲,此時再由頂壓塊與成型塊的擠壓配合下,鋼帶端部能夠穿過箍頭并完成繞圈定型。
7、進一步,作為優選,所述定型卷圈單元包括固定架,其中部設置有固定桿,所述成型塊同軸固定在固定桿上,并通過所述固定桿與固定架相固定;所述固定架上豎直滑動設置有定位塊,所述定位塊位于成型塊的正上方,用于將鋼帶中心定位在成型塊上;
8、所述固定桿上套設有柔性撐縮機構;
9、所述固定架上位于成型塊的一側還滑動設置有頂針機構,所述頂針機構用于將完成卷圈的鋼帶頂入或頂出柔性撐縮機構,所述柔性撐縮機構對卷圈后的鋼帶進行內部充分撐縮,使得鋼帶完全形變,并檢查箍頭上螺絲裝配情況。
10、進一步,作為優選,所述柔性撐縮機構包括軸環座,其內部中心固定有軸筒,所述軸筒上分布有左右對稱設置的導軸套一以及上下對稱設置的導軸套二,所述導軸套一、導軸套二內均滑動設置有頂桿;所述軸環座上位于相鄰導軸套一與導軸套二之間分布有多個徑向設置有彈簧桿;
11、所述軸環座外套設有可彈性形變的鋁板筒,所述頂桿的端部均頂撐在鋁板筒內壁,且所述彈簧桿上設置有滾輪,所述滾輪滾動接觸在鋁板筒內壁。
12、進一步,作為優選,所述軸筒內可相對偏轉地設置有轉軸,所述轉軸上固定有連軸,位于導軸套一內的頂桿上均連接有支桿,所述支桿的一端與連軸相鉸接;
13、所述轉軸上固定有內齒,位于導軸套二內的頂桿上設有齒槽,所述內齒與齒槽相嚙合傳動。
14、進一步,作為優選,當所述轉軸在偏轉調節中通過連軸驅動導軸套一內的頂桿向外滑動時,所述導軸套二內的頂桿在內齒驅動下向內滑動,此時軸環座外的鋁板筒呈橢圓形擴撐。
15、進一步,作為優選,所述固定架上水平滑動連接有齒條,且所述固定架上位于固定桿外同軸轉動連接有外齒,所述外齒與齒條相嚙合傳動,且所述柔性撐縮機構中的軸環座與外齒相固定;所述固定架上設置有推進缸,所述推進缸與所述齒條的一端相連接。
16、進一步,作為優選,當柔性撐縮機構完成對鋼帶的單次內部撐縮后,所述推進缸通過控制齒條滑動以便柔性撐縮機構進行轉向,此時螺絲自動旋調器抵靠在鋼帶上的箍頭處,避免鋼帶隨柔性撐縮機構產生旋轉。
17、進一步,作為優選,所述柔性撐縮機構對完成卷圈的鋼帶進行至少兩次內部撐縮,且兩次內部撐縮的長軸方向各不相同。
18、與現有技術相比,本發明的有益效果是:
19、本發明中相對于傳統喉箍卷圈裝置設置的預彎邊單元能夠優先對鋼帶兩端進行預折彎,以便在后續鋼帶卷圈壓彎時能夠確保鋼帶端部能夠穿過箍頭并達到完全裝配;同時還設置的柔性撐縮機構能夠在喉箍螺絲安裝后對鋼帶進行內部撐縮,進一步保證鋼帶的完全卷圈成型。
20、
技術特征:
1.一種喉箍加工用卷圈裝置,其包括:機架(1)、定型卷圈單元(2)、成型塊(11)、左推進機構(12)、右推進機構(13)、預彎邊單元(3)以及螺絲自動旋調器(16),其特征在于:所述機架(1)的中部設置定型卷圈單元(2),所述定型卷圈單元(2)上可拆卸地水平安裝成型塊(11),所述成型塊(11)的橫截面呈圓形結構,以便喉箍鋼帶能夠繞成型塊(11)外壁進行卷圈定型;所述機架(1)上位于定型卷圈單元(2)的兩側對應設置左推進機構(12)與右推進機構(13),所述左推進機構(12)與右推進機構(13)的推進工作端均安裝有頂壓塊(14),各所述頂壓塊(14)與所述成型塊(11)相擠壓配合;
2.根據權利要求1所述的一種喉箍加工用卷圈裝置,其特征在于:所述預彎邊單元(3)包括機座(31),其一側橫向設置有送料架(32),所述送料架用于將鋼帶一一水平輸送,所述機座(31)外位于送料架(32)一側安裝有定型座(33),所述機座(31)的中部位于定型座(33)的上方設置有壓塊(34),所述機座(31)上安裝有電動伸縮桿,所述電動伸縮桿的一端與壓塊(34)相連接;
3.根據權利要求2所述的一種喉箍加工用卷圈裝置,其特征在于:所述定型塊(38)的下端面呈弧形結構,所述鋼帶經過預折彎定型后其端部呈弧形彎曲,此時再由頂壓塊(14)與成型塊(11)的擠壓配合下,鋼帶端部能夠穿過箍頭并完成繞圈定型。
4.根據權利要求1所述的一種喉箍加工用卷圈裝置,其特征在于:所述定型卷圈單元(2)包括固定架(21),其中部設置有固定桿,所述成型塊(11)同軸固定在固定桿上,并通過所述固定桿與固定架(21)相固定;所述固定架(21)上豎直滑動設置有定位塊(22),所述定位塊(22)位于成型塊(11)的正上方,用于將鋼帶中心定位在成型塊(11)上;
5.根據權利要求4所述的一種喉箍加工用卷圈裝置,其特征在于:所述柔性撐縮機構(4)包括軸環座(41),其內部中心固定有軸筒(42),所述軸筒(42)上分布有左右對稱設置的導軸套一(43)以及上下對稱設置的導軸套二(44),所述導軸套一(43)、導軸套二(44)內均滑動設置有頂桿(45);所述軸環座(41)上位于相鄰導軸套一(43)與導軸套二(44)之間分布有多個徑向設置有彈簧桿(46);
6.根據權利要求5所述的一種喉箍加工用卷圈裝置,其特征在于:所述軸筒(42)內可相對偏轉地設置有轉軸(5),所述轉軸(5)上固定有連軸(51),位于導軸套一(43)內的頂桿(45)上均連接有支桿(52),所述支桿(52)的一端與連軸(51)相鉸接;
7.根據權利要求6所述的一種喉箍加工用卷圈裝置,其特征在于:當所述轉軸(5)在偏轉調節中通過連軸(51)驅動導軸套一(43)內的頂桿(45)向外滑動時,所述導軸套二(44)內的頂桿(45)在內齒驅動下向內滑動,此時軸環座(41)外的鋁板筒(47)呈橢圓形擴撐。
8.根據權利要求4所述的一種喉箍加工用卷圈裝置,其特征在于:所述固定架(21)上水平滑動連接有齒條(23),且所述固定架(21)上位于固定桿外同軸轉動連接有外齒(24),所述外齒(24)與齒條(23)相嚙合傳動,且所述柔性撐縮機構(4)中的軸環座(41)與外齒(24)相固定;所述固定架(21)上設置有推進缸(25),所述推進缸(25)與所述齒條(23)的一端相連接。
9.根據權利要求8所述的一種喉箍加工用卷圈裝置,其特征在于:當柔性撐縮機構(4)完成對鋼帶的單次內部撐縮后,所述推進缸(25)通過控制齒條(23)滑動以便柔性撐縮機構(4)進行轉向,此時螺絲自動旋調器(16)抵靠在鋼帶上的箍頭處,避免鋼帶隨柔性撐縮機構(4)產生旋轉。
10.根據權利要求8所述的一種喉箍加工用卷圈裝置,其特征在于:所述柔性撐縮機構(4)對完成卷圈的鋼帶進行至少兩次內部撐縮,且兩次內部撐縮的長軸方向各不相同。
技術總結
本發明公開了一種喉箍加工用卷圈裝置,其包括:機架、定型卷圈單元、成型塊、左推進機構、右推進機構、預彎邊單元以及螺絲自動旋調器,所述機架的中部設置定型卷圈單元,所述定型卷圈單元上可拆卸地水平安裝成型塊,所述成型塊的橫截面呈圓形結構;所述機架上位于定型卷圈單元的兩側對應設置左推進機構與右推進機構,所述左推進機構與右推進機構的推進工作端均安裝有頂壓塊;所述機架上位于定型卷圈單元后方設置預彎邊單元;所述機架上位于定型卷圈單元下方還設置有升降機構,所述升降機構上橫向固定有水平移動裝置,所述螺絲自動旋調器水平固定在水平移動裝置上,所述螺絲自動旋調器在鋼帶完成初步卷圈定型后將螺絲旋緊至箍頭內。
技術研發人員:王峰
受保護的技術使用者:常州市金壇久春五金橡塑制品有限公司
技術研發日:
技術公布日:2024/10/31
- 還沒有人留言評論。精彩留言會獲得點贊!