游艇生產用焊接控制裝置及其控制系統的制作方法
本發明涉及游艇生產焊接,具體為游艇生產用焊接控制裝置及其控制系統。
背景技術:
1、隨著全球游艇產業的蓬勃發展,游艇生產過程中的焊接技術作為關鍵環節,其重要性日益凸顯,游艇的大部分結構均是在其底盤上焊接或者其他連接方式安裝起來的,所以對于底盤的質量要求較高,隨著技術的精進,底盤的制造工藝也不同,匹配底盤制造工藝的設備也不同,目前的底盤框架存在焊縫處易腐蝕且平整度不高的問題,在解決這一問題時,在焊接過程中如何加入可以防腐蝕的鋅塊無法解決,因此,設計艇生產用焊接控制裝置及其控制系統是很有必要的。
技術實現思路
1、本發明的目的在于提供游艇生產用焊接控制裝置及其控制系統,以解決上述背景技術中提出的問題。
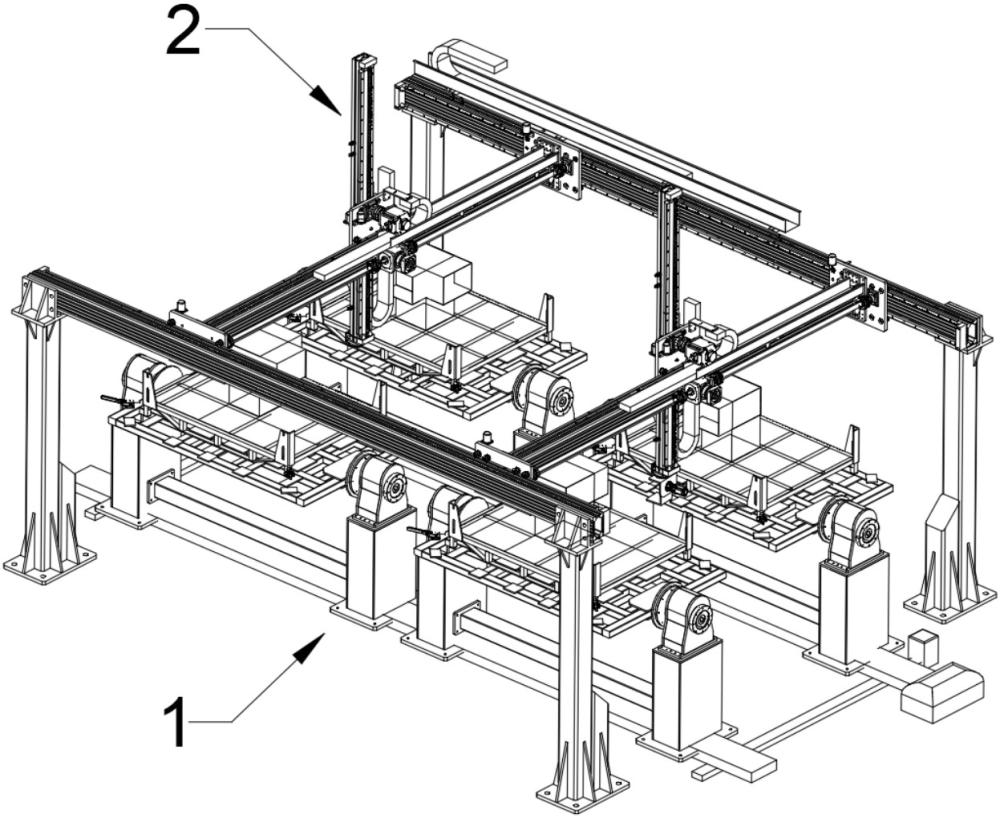
2、為了解決上述技術問題,本發明提供如下技術方案:游艇生產用焊接控制裝置及其控制系統,包括焊接轉移機構、焊接控制機構、控制系統,焊接轉移機構包括安裝在地面的四組翻轉組件、設置在每組翻轉組件上的夾持組件;
3、焊接控制機構包括滑軌組件、設置在滑軌組件上的機械臂焊接組件;
4、控制系統連接翻轉組件、夾持組件、滑軌組件、機械臂焊接組件,并對翻轉組件、夾持組件、滑軌組件、機械臂焊接組件進行控制。
5、根據上述技術方案,翻轉組件包括設置在地面的第一滑軌,第一滑軌的末端設置第一電源組件,第一滑軌上滑動連接第二滑軌,第二滑軌的末端設置第二電源組件,第二滑軌上滑動連接支撐柱;
6、第二滑軌連接第一電源組件,控制系統通過第一電源組件驅動第二滑軌在第一滑軌上移動;
7、支撐柱連接第二電源組件,控制系統通過第二電源組件驅動支撐柱在第二滑軌上移動;
8、同一根第二滑軌上的每兩根支撐柱為一組,每一組支撐柱的頂部均固定安裝兩個匹配的電控軸承座,每個電控軸承座均內置電機,控制系統通過電控軸承座的內置電機驅動電控軸承座運行;
9、每個電控軸承座包括固定在支撐柱頂部的外殼,外殼內設置第一電機,每一組支撐柱上的兩個第一電機的輸出端固定安裝一塊下金屬板;
10、下金屬板的頂部固定安裝帶有焊接腳的上金屬板。
11、根據上述技術方案,夾持組件包括可拆卸安裝在金屬板頂部的雙通安裝樁,在雙通安裝樁的一側設置凸出的第一安裝槽,在雙通安裝樁的另一側且相鄰第一安裝槽處設置凸出的第二安裝槽,四組第一安裝槽均在同一水平高度,且所有槽面均平行設置,四組第二安裝槽均在同一水平高度,且所有槽面均平行設置。
12、根據上述技術方案,在雙通安裝樁的頂部設置用于焊接的鏤空區域。
13、根據上述技術方案,第一安裝槽和第二安裝槽內均設置固定結構,固定結構包括固定安裝在第一安裝槽和第二安裝槽內側壁頂部的頂軌,頂軌上滑動連接滑撐,滑撐的底部固定安裝套接架,套接架的內側壁上設置四組支撐桿組件。
14、根據上述技術方案,每組支撐桿組件均包括一根用于夾持圓形鋼管的第一夾持桿和兩根用于夾持方形鋼管的第二夾持桿,在每組支撐桿組件中的一根第一夾持桿位于兩根第二夾持桿之間,且在套接架的內側壁的中間區域設置凹槽,第一夾持桿固定安裝在凹槽內,使得第一夾持桿內縮于兩根第二夾持桿。
15、根據上述技術方案,滑軌組件包括四根立柱,每兩根立柱上固定安裝第一橫梁,第一橫梁上固定安裝第三滑軌,第三滑軌上滑動連接第二橫梁,第二橫梁上固定安裝第四滑軌,第四滑軌與機械臂焊接組件滑動連接。
16、根據上述技術方案,機械臂焊接組件包括滑動連接在第四滑軌上的滑動結構,在滑動結構上固定安裝鋼板,鋼板的側壁上固定安裝電機箱,電機箱的輸出端貫穿鋼板且在端部固定安裝第五滑軌,第五滑軌上滑動連接機械臂桿,機械臂桿的底部固定安裝焊接板,機械臂桿的頂部固定安裝磁吸板。
17、與現有技術相比,本發明所達到的有益效果是:本發明,通過設置有四組夾持組件,采用小面積且多次焊接的方法進行檢測,提高焊縫焊接深度,若是直接一次性焊接完成,則無法確保鋼管連接處的焊接深度,且接下來的每次焊接區域面積均為預設數值的加固焊接區域面積,每次對底盤框架的四個角焊接一次則檢測一次,直至底盤框架的頂部焊縫處全部焊接完成,此時的底盤框架頂部平整度高;
18、通過設置有機械臂焊接組件,通過先對頂部不易接觸水的部分進行焊接,確定底盤框架的穩定性、焊接強度、平整度,再對鋼管的下部分區域利用鋅材料進行焊接,提高其抗腐蝕性能。
技術特征:
1.游艇生產用焊接控制裝置,包括焊接轉移機構(1)、焊接控制機構(2)、控制系統,其特征在于,所述焊接轉移機構(1)包括安裝在地面的四組翻轉組件(3)、設置在每組所述翻轉組件(3)上的夾持組件(4);
2.根據權利要求1所述的游艇生產用焊接控制裝置,其特征在于,所述翻轉組件(3)包括設置在地面的第一滑軌(7),所述第一滑軌(7)的末端設置第一電源組件(8),所述第一滑軌(7)上滑動連接第二滑軌(9),所述第二滑軌(9)的末端設置第二電源組件(10),所述第二滑軌(9)上滑動連接支撐柱(11);
3.根據權利要求2所述的游艇生產用焊接控制裝置,其特征在于,在所述雙通安裝樁(17)的頂部設置用于焊接的鏤空區域(40)。
4.根據權利要求3所述的游艇生產用焊接控制裝置,其特征在于,每組所述支撐桿組件(24)均包括一根用于夾持圓形鋼管的第一夾持桿(25)和兩根用于夾持方形鋼管的第二夾持桿(26),在每組所述支撐桿組件(24)中的一根所述第一夾持桿(25)位于兩根所述第二夾持桿(26)之間,且在所述套接架(23)的內側壁的中間區域設置凹槽(27),所述第一夾持桿(25)固定安裝在凹槽(27)內,使得所述第一夾持桿(25)內縮于兩根所述第二夾持桿(26)。
5.根據權利要求4所述的游艇生產用焊接控制裝置,其特征在于,所述滑軌組件(5)包括四根立柱(28),每兩根所述立柱(28)上固定安裝第一橫梁(29),所述第一橫梁(29)上固定安裝第三滑軌(30),所述第三滑軌(30)上滑動連接第二橫梁(31),所述第二橫梁(31)上固定安裝第四滑軌(32),所述第四滑軌(32)與所述機械臂焊接組件(6)滑動連接。
6.根據權利要求5所述的游艇生產用焊接控制裝置,其特征在于,所述機械臂焊接組件(6)包括滑動連接在所述第四滑軌(32)上的滑動結構(33),在滑動結構(33)上固定安裝鋼板(34),所述鋼板(34)的側壁上固定安裝電機箱(35),所述電機箱(35)的輸出端貫穿所述鋼板(34)且在端部固定安裝第五滑軌(36),所述第五滑軌(36)上滑動連接機械臂桿(37),所述機械臂桿(37)的底部固定安裝焊接板(38),所述機械臂桿(37)的頂部固定安裝磁吸板(39)。
7.根據權利要求6所述的游艇生產用焊接控制裝置的工作方法,其特征在于,所述控制系統控制四組所述夾持組件(4),將四組所述夾持組件(4)標記為a1、a2、a3、a4,通過a1、a2、a3、a4安裝四根鋼管,再對四根鋼管分步驟進行焊接。
技術總結
本發明公開了游艇生產用焊接控制裝置及其控制系統,涉及游艇生產焊接技術領域,包括焊接轉移機構、焊接控制機構、控制系統,焊接轉移機構包括安裝在地面的四組翻轉組件、設置在每組翻轉組件上的夾持組件,焊接控制機構包括滑軌組件、設置在滑軌組件上的機械臂焊接組件,控制系統連接翻轉組件、夾持組件、滑軌組件、機械臂焊接組件,并對翻轉組件、夾持組件、滑軌組件、機械臂焊接組件進行控制,通過先對頂部不易接觸水的部分進行焊接,確定底盤框架的穩定性、焊接強度、平整度,再對鋼管的下部分區域利用鋅材料進行焊接,提高其抗腐蝕性能。
技術研發人員:曹小宇
受保護的技術使用者:江蘇海得游艇有限公司
技術研發日:
技術公布日:2024/10/21
- 還沒有人留言評論。精彩留言會獲得點贊!