用于承插焊等徑三通加工的換向沖壓設備及方法與流程
本發明涉及換向沖壓,具體為用于承插焊等徑三通加工的換向沖壓設備及方法。
背景技術:
1、承插焊等徑三通是一種連接件,用于改變流體方向,通常用在主管道要分支管處,主要特點是具有三個通道,可以將管道連接成t型或y型,承插焊等徑三通的材質有碳鋼、不銹鋼、合金鋼及鋁合金等。
2、承插焊等徑三通具有三個通道,在實際操作過程中,通常需要對其中的一個通道或者兩個通道實施同步沖壓,然而在完成部分沖壓后,需要對承插焊等徑三通進行拆卸并調轉其方向,接著重新進行定位并予以穩固的固定,這樣的操作步驟存在著明顯的弊端,一方面會產生數量可觀的等待時間,另一方面,由于需要多次對位置進行調整以及固定,這不可避免地會在一定程度上對承接焊等徑三通的沖壓精度產生影響,進而也會極大地影響其沖壓效率,使得整個工作流程無法達到較為理想的高效狀態。
3、針對上述的技術缺陷,現提出一種解決方案。
技術實現思路
1、本發明的目的在于提供用于承插焊等徑三通加工的換向沖壓設備及方法,以解決背景技術所提出的技術缺陷。
2、為實現上述目的,本發明提供如下技術方案:用于承插焊等徑三通加工的換向沖壓設備,包括加工臺板,所述加工臺板的頂部固定連接有導向框,所述導向框內滑動連接有滑板,所述加工臺板的頂部對稱設置有沖壓機構一,且沖壓機構一分別位于導向框的兩側,所述加工臺板頂部且位于沖壓機構一的一側安裝有沖壓機構二,所述滑板的頂部通過螺栓固定有多組基座,所述基座的一側設置有翻轉定位組件,所述加工臺板的頂部設置有支撐架。
3、進一步的,所述基座的頂部通過點焊固定有軸座,所述軸座內通過軸承活動連接有轉軸;
4、所述翻轉定位組件包括電動推桿一和滑動座,所述基座的側壁開設有限位滑槽一,所述滑動座滑動連接在限位滑槽一內,所述電動推桿一固定安裝在滑槽內,所述電動推桿一的輸出端與滑動座側壁固定連接,所述滑動座的頂部開設有限位滑槽二,所述限位滑槽二內滑動連接有升降板,所述限位滑槽二內壁底部固定連接有電動推桿二,所述電動推桿二的輸出端與升降板底部固定連接。
5、進一步的,所述升降板的同一側壁設置有卡接塊和轉動塊,所述卡接塊與升降板側壁固定連接,所述轉動塊與升降板側壁通過軸承活動連接,所述升降板的另一側壁固定安裝有用于驅動轉動塊轉動的電機,所述轉軸的外側壁開設有與卡接塊和轉動塊相配合的卡接槽。
6、進一步的,所述轉軸位于軸座外部的一端通過點焊固定有承載塊,兩個承載塊相鄰的一側固定連接有接料座,所述接料座的頂部設置有半圓形槽。
7、進一步的,所述承載塊的頂部傾斜固定連接有套筒,所述套筒的一端固定連接有微型電動推缸,所述套筒內滑動連接有抵接桿,所述微型電動推缸的輸出端與抵接桿固定連接,所述抵接桿的底部通過點焊固定有弧形壓板。
8、進一步的,所述承載塊的側壁和底部均固定連接有限位卡套,所述滑板的頂部固定連接有定位套,所述定位套內滑動連接有定位塊,所述定位塊的頂部固定連接有與限位卡套相配合的上限位卡塊,所述定位套內固定安裝有用于驅動定位塊滑動的電動推桿三,所述滑板的頂部開設有安裝槽,所述安裝槽內固定安裝電動升降弧形墊塊。
9、進一步的,所述支撐架的底部固定連接有一個升降推缸一和兩個升降推缸二,所述升降推缸一的輸出端固定連接有弧形卡板,所述升降推缸二的輸出端固定連接有通過隔板固定連接有與限位卡套相配合的下限位卡塊。
10、本發明還提出用于承插焊等徑三通加工的換向沖壓設備沖壓方法,包括以下步驟:
11、步驟一:將等徑三通坯件放置在接料座的頂部,并使等徑三通坯件的一端豎直向上,弧形壓板在抵接桿的作用下實現對等徑三通進行快速定位,同時傾斜向下移動的弧形壓板還能對等徑三通坯件施加斜向下的壓力,進而使沖壓過程中的等徑三通坯件保持更加穩定,電動推桿一通過帶動滑動座進行水平移動,直至卡接塊嵌入至卡接槽內,進而使轉軸被固定,上限位卡塊上升并嵌入至限位卡套內,進而使沖壓過程中的等徑三通坯件得到進一步的固定,隨后兩個沖壓機構一對等徑三通坯件兩端進行同步沖壓;
12、步驟二:卡接塊從卡接槽退出,并使轉動塊嵌入至卡接槽內,電機通過帶動轉動塊轉動進而帶動轉軸進行轉動,進而使等徑三通坯件轉動90度,上限位卡塊和下限位卡塊重新與對應的限位卡套重新嵌入固定,轉動塊退出,卡接塊重新嵌入至卡接槽內,隨后弧形卡板抵在等徑三通坯件待沖壓端頂部,待等徑三通坯件被固定后,沖壓機構二對等徑三通坯件進行沖壓。
13、與現有技術相比,本發明的有益效果是:
14、本發明在使用時,傾斜設置的套筒內設置有抵接桿,抵接桿通過弧形壓板一側開設的弧形卡槽對等徑三通頂端外側壁進行快速定位和固定,弧形壓板配合弧形卡槽不僅能夠實現對等徑三通進行快速定位和固定,同時傾斜向下移動的弧形壓板還能對等徑三通坯件施加斜向下的壓力,促使沖壓過程中的等徑三通坯件保持更加穩定,進一步提高對等徑三通坯件的沖壓精度。
15、本發明在使用時,通過卡接塊和轉動塊與卡接槽的靈活切換和嵌入固定,進而實現無需頻繁拆卸等徑三通坯件,即可實現等徑三通原地換向的功能,相對現有等徑三通換向技術,刪減了大量頻繁拆卸、重新定位的步驟,并優化了對等徑三通的定位步驟和固定效果,進而大大提高了對等徑三通的沖壓效率和沖壓精度。
技術特征:
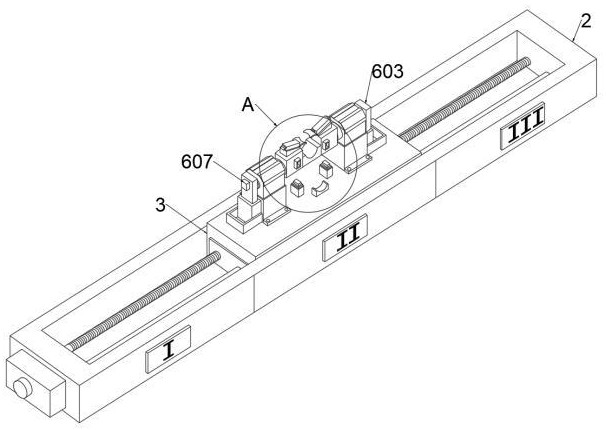
1.用于承插焊等徑三通加工的換向沖壓設備,包括加工臺板(1),所述加工臺板(1)的頂部固定連接有導向框(2),所述導向框(2)內滑動連接有滑板(3),其特征在于,所述加工臺板(1)的頂部對稱設置有沖壓機構一(401),且沖壓機構一(401)分別位于導向框(2)的兩側,所述加工臺板(1)頂部且位于沖壓機構一(401)的一側安裝有沖壓機構二(402),所述滑板(3)的頂部通過螺栓固定有多組基座(5),所述基座(5)的一側設置有翻轉定位組件(6),所述加工臺板(1)的頂部設置有支撐架(7)。
2.根據權利要求1所述的用于承插焊等徑三通加工的換向沖壓設備,其特征在于,所述基座(5)的頂部通過點焊固定有軸座(8),所述軸座(8)內通過軸承活動連接有轉軸(9);
3.根據權利要求2所述的用于承插焊等徑三通加工的換向沖壓設備,其特征在于,所述升降板(603)的同一側壁設置有卡接塊(605)和轉動塊(606),所述卡接塊(605)與升降板(603)側壁固定連接,所述轉動塊(606)與升降板(603)側壁通過軸承活動連接,所述升降板(603)的另一側壁固定安裝有用于驅動轉動塊(606)轉動的電機(607),所述轉軸(9)的外側壁開設有與卡接塊(605)和轉動塊(606)相配合的卡接槽(608)。
4.根據權利要求3所述的用于承插焊等徑三通加工的換向沖壓設備,其特征在于,所述轉軸(9)位于軸座(8)外部的一端通過點焊固定有承載塊(10),兩個承載塊(10)相鄰的一側固定連接有接料座(11),所述接料座(11)的頂部設置有半圓形槽(12)。
5.根據權利要求4所述的用于承插焊等徑三通加工的換向沖壓設備,其特征在于,所述承載塊(10)的頂部傾斜固定連接有套筒(13),所述套筒(13)的一端固定連接有微型電動推缸(14),所述套筒(13)內滑動連接有抵接桿(15),所述微型電動推缸(14)的輸出端與抵接桿(15)固定連接,所述抵接桿(15)的底部通過點焊固定有弧形壓板(16)。
6.根據權利要求4所述的用于承插焊等徑三通加工的換向沖壓設備,其特征在于,所述承載塊(10)的側壁和底部均固定連接有限位卡套(17),所述滑板(3)的頂部固定連接有定位套(18),所述定位套(18)內滑動連接有定位塊(19),所述定位塊(19)的頂部固定連接有與限位卡套(17)相配合的上限位卡塊(20),所述定位套(18)內固定安裝有用于驅動定位塊(19)滑動的電動推桿三,所述滑板(3)的頂部開設有安裝槽,所述安裝槽內固定安裝電動升降弧形墊塊(25)。
7.根據權利要求1所述的用于承插焊等徑三通加工的換向沖壓設備,其特征在于,所述支撐架(7)的底部固定連接有一個升降推缸一(21)和兩個升降推缸二(22),所述升降推缸一(21)的輸出端固定連接有弧形卡板(23),所述升降推缸二(22)的輸出端固定連接有通過隔板固定連接有與限位卡套(17)相配合的下限位卡塊(24)。
8.一用于承插焊等徑三通加工的換向沖壓設備沖壓方法,采用如權利要求1-7任一項所述的用于承插焊等徑三通加工的換向沖壓設備,其特征在于,包括以下步驟:
技術總結
本發明涉及換向沖壓技術領域,具體為用于承插焊等徑三通加工的換向沖壓設備及方法,本發明包括加工臺板,加工臺板的頂部固定連接有導向框,導向框內滑動連接有滑板,加工臺板的頂部對稱設置有沖壓機構一,且沖壓機構一分別位于導向框的兩側,加工臺板頂部且位于沖壓機構一的一側安裝有沖壓機構二,滑板的頂部通過螺栓固定有多組基座,基座的一側設置有翻轉定位組件,本發明與現有技術相比較,兩個弧形壓板對等徑三通進行快速定位,并通過轉動塊以及卡接塊的靈活切換,進而實現對等徑三通的原地快速換向。
技術研發人員:趙祥雷
受保護的技術使用者:江蘇榮水科技有限公司
技術研發日:
技術公布日:2024/10/21
- 還沒有人留言評論。精彩留言會獲得點贊!