一種直徑可調的內齒形件旋壓模具及使用方法
本發明屬于旋壓裝置,具體涉及一種直徑可調的內齒形件旋壓模具及使用方法。
背景技術:
1、旋壓技術作為一種精密成形工藝,由于其高效、經濟的特點,在圓柱形或錐形的金屬零件加工領域廣泛應用,如殼體、筒體等。它通過對金屬板材或管材的旋轉和變形,使其逐層變形成所需形狀,特別適合制造筒形件和內外復雜曲面。在筒形件內齒制造中,旋壓技術能夠高效地實現復雜內齒結構的成形,其主要優勢包括能夠用較少的材料制造出復雜的形狀、成本相對較低以及生產效率高等。
2、筒形件內齒旋壓成形過程中,管狀工件安裝在芯模上隨主軸同時旋轉。旋輪沿軸向和徑向進給將預成型件壓入芯軸凹槽,迫使金屬流動,在筒形毛坯內側面形成齒形。在筒形件內齒旋壓完成后,芯模的脫模問題是一個顯著的挑戰,現有人工手動脫模技術需要將工件和芯模整體從旋壓工作臺上拆卸下來,將筒形件沿著芯模軸向取出,由于芯模凹槽內壁與筒形件成形齒面之間的高摩擦力和材料流入芯模凹槽后粘附力的存在,通常需要很大的軸向力沿軸向頂出芯模才能使工件脫離芯模。但是在脫模過程中,由于脫模力過大、不均勻或者脫模軸向距離過大時,芯模與成形件之間的摩擦可能會導致成型件表面出現劃痕或者其他損傷,影響成形件的品質,同時芯模本身也可能會發生變形或損壞。在實際加工生產時,由于脫模困難,生產周期可能延長,影響整體生產效率。
3、因此,亟需一種能解決現有脫模方式存在的精度、效率和操作復雜度等問題的內齒形件旋壓芯模,來提升生產過程的自動化程度和產品質量的穩定性。
技術實現思路
1、本發明的目的在于提供一種直徑可調的內齒形件旋壓模具及使用方法,通過控制電機實現芯模徑向收縮,產生徑向間隙實現脫模以克服現有技術產品質量差、操作復雜和生產效率低的不足。
2、為了實現以上目的,本發明采用的技術方案為:
3、一種直徑可調的內齒形件旋壓模具,包括絲桿升降機構;所述絲桿升降機構包括雙向絲桿,雙向絲桿上下兩端均設置有絲桿螺母,雙向絲桿通過絲桿螺母上的鉸接結構連接多個芯模瓣,雙向絲桿的下端連接電機。
4、進一步的,所述雙向絲桿上端連接第一絲桿螺母,雙向絲桿下端連接第二絲桿螺母和電機,所述電機作為驅動模塊驅動雙向絲桿實現軸向舉升運動,第一絲桿螺母和第二絲桿螺母沿圓周均連接有鉸接結構。
5、進一步的,所述鉸接結構包括鉸耳桿;所述鉸耳桿一端與絲桿螺母連接,另一端與鉸鏈連接;所述鉸鏈通過鉸鏈銷與鉸耳塊連接。
6、進一步的,所述第一絲桿螺母通過鉸耳塊與芯模瓣連接,所述第二絲桿螺母通過鉸耳塊與芯模瓣。
7、進一步的,所述雙向絲桿上端從上到下依次連接有上軸承座端蓋、第一絲桿螺母;所述雙向絲桿下端從上到下依次連接有第二絲桿螺母、下軸承座端蓋、電機。
8、進一步的,所述上軸承座端蓋連接固定在上圓盤導軌中心處;所述下軸承座端蓋固定在下圓盤導軌中心處,用于承受載荷。
9、進一步的,芯模瓣上下兩端一體加工有上滑塊和下滑塊,所述上滑塊嵌入上圓盤導軌的軌道上;所述下滑塊嵌入到下圓盤導軌的軌道上,構成芯模瓣整體的徑向移動軌道。
10、進一步的,絲桿螺母上沿圓周開設多個螺紋孔,通過螺紋孔與鉸耳桿連接。
11、進一步的,雙向絲桿上端和雙向絲桿下端螺紋方向相反,因此第一絲桿螺母和第二絲桿螺母旋轉方向相反,在減速電機的驅動下第一絲桿螺母和第二絲桿螺母同時向上和向下的運動,該種運動結構可以抵消兩者軸向上的力。
12、進一步的,電機固定在工作臺內部中心,所述工作臺用于支撐筒形工件坯料和固定下圓盤導軌。
13、本發明還提供一種直徑可調的內齒形件旋壓模具的使用方法,主要包括以下步驟:
14、當旋壓開始時,雙向絲桿與第一絲桿螺母和第二絲桿螺母自鎖不會進行軸向運動,此時鉸接結構完全水平沿徑向方向撐著芯模瓣;
15、當旋壓結束后,控制電機工作,驅動絲桿升降機構上的第一絲桿螺母沿軸向向下運動,驅動第二絲桿螺母沿軸向向上運動,帶動對應的鉸接結構同步運動,此時產生的軸向力相互抵消,在徑向力的作用下使芯模瓣沿著上圓盤導軌和下圓盤導軌向里收縮至芯模瓣在圓周方向不能再徑向向內移動時,電機停止運行;
16、芯模瓣徑向收縮后,此時成形后的圓筒工件會與芯模形成一定的徑向間隙,可以順利沿軸向取出成形工件,實現脫模;
17、當工件脫模后,電機反轉驅動絲桿升降機構上的絲桿螺母反方向運動,使得芯模瓣回歸原位。
18、與現有技術相比,本發明具有以下有益的技術效果:
19、本發明公開了一種直徑可調的內齒形件旋壓模具,在工件脫模時,不需要拆裝芯模的任何零件結構,能夠直接通過控制電機實現芯模的徑向收縮,使模芯和成形件之間產生徑向間隙實現脫模,可以節省大量的脫模時間同時又能避免暴力脫模方式對成形工件的損壞和對芯模的損壞,提高了生產效率、降低了勞動強度。
20、本發明芯模主體由多個芯模瓣沿圓周均勻拼接組成,可以根據實際齒數和齒形模數需要靈活加工組裝構成芯模,組成不同類型的芯模尺寸,同時也便于拆卸更換旋壓時由于旋壓力過大導致芯模損壞的部分,局部損壞時不需要對整個芯模進行更換,節省了成本。
21、本發明可適于不同直徑工件的加工,并且可加工臺階型和帶環向筋等特殊形式的工件,不存在傳統芯模卡坯料的問題,這將對提高制造業的競爭力和生產效率具有重要意義。
技術特征:
1.一種直徑可調的內齒形件旋壓模具,其特征在于,包括絲桿升降機構:
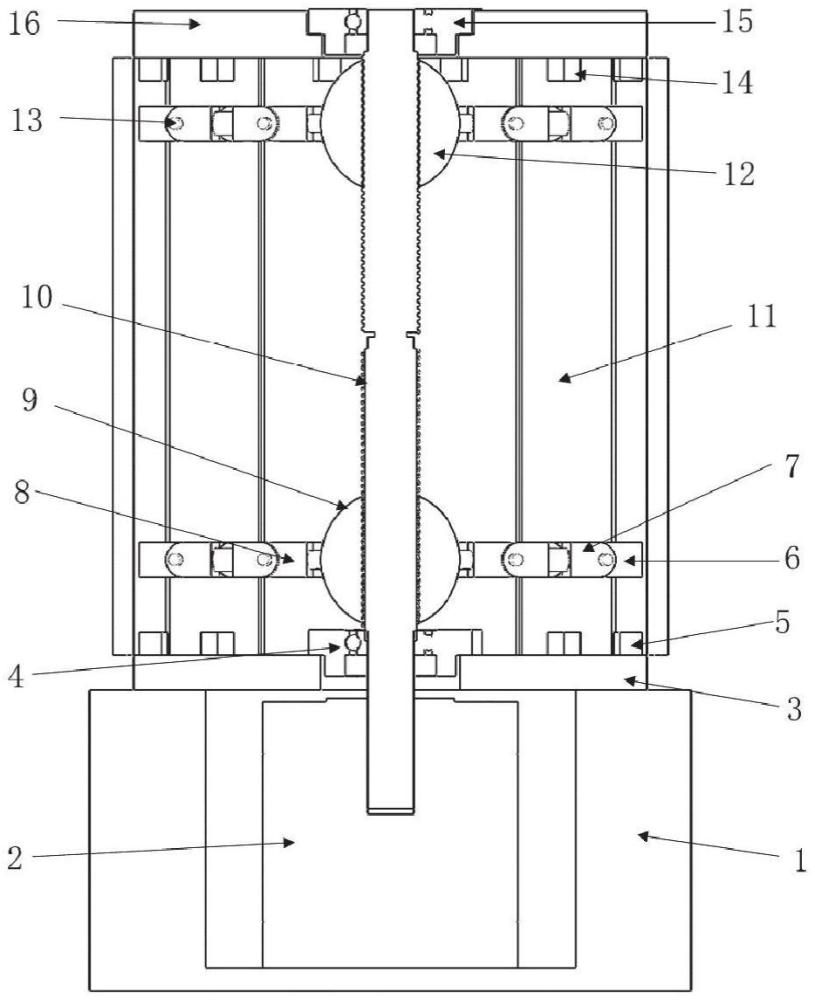
2.根據權利要求1所述的一種直徑可調的內齒形件旋壓模具,其特征在于,所述雙向絲桿(10)上端連接第一絲桿螺母(12),雙向絲桿(10)下端連接第二絲桿螺母(9)和電機(2),第一絲桿螺母(12)和第二絲桿螺母(9)沿圓周均連接有鉸接結構。
3.根據權利要求2所述的一種直徑可調的內齒形件旋壓模具,其特征在于,所述鉸接結構包括鉸耳桿(8);所述鉸耳桿(8)一端與絲桿螺母連接,另一端與鉸鏈(7)連接;所述鉸鏈(7)通過鉸鏈銷(13)與鉸耳塊(6)連接。
4.根據權利要求3所述的一種直徑可調的內齒形件旋壓模具,其特征在于,所述第一絲桿螺母(12)通過鉸耳塊(6)與芯模瓣(11)連接,所述第二絲桿螺母(9)通過鉸耳塊(6)與芯模瓣(11)。
5.根據權利要求2所述的一種直徑可調的內齒形件旋壓模具,其特征在于,所述雙向絲桿(10)上端從上到下依次連接有上軸承座端蓋(15)、第一絲桿螺母(12);所述雙向絲桿(10)下端從上到下依次連接有第二絲桿螺母(9)、下軸承座端蓋(4)、電機(2)。
6.根據權利要求5所述的一種直徑可調的內齒形件旋壓模具,其特征在于,所述上軸承座端蓋(15)固定在上圓盤導軌(16)中心處;所述下軸承座端蓋(4)固定在下圓盤導軌(3)中心處。
7.根據權利要求6所述的一種直徑可調的內齒形件旋壓模具,其特征在于,芯模瓣(11)上下兩端一體加工有上滑塊(14)和下滑塊(5),所述上滑塊(14)嵌入上圓盤導軌(16)的軌道上;所述下滑塊(5)嵌入到下圓盤導軌(3)的軌道上。
8.根據權利要求2所述的一種直徑可調的內齒形件旋壓模具,其特征在于,雙向絲桿(10)上端和雙向絲桿(10)下端螺紋方向相反。
9.根據權利要求1所述所述的一種直徑可調的內齒形件旋壓模具,其特征在于,電機(2)固定在工作臺(1)內部中心。
10.如權利要求7所述的一種直徑可調的內齒形件旋壓模具的使用方法,其特征在于,包括以下步驟:
技術總結
本發明公開了一種直徑可調的內齒形件旋壓模具及使用方法,屬于旋壓裝置技術領域,包括絲桿升降機構;所述絲桿升降機構上的絲桿螺母通過鉸接結構連接芯模瓣,所述絲桿升降機構包括雙向絲桿,所述雙向絲桿上端連接第一絲桿螺母,雙向絲桿下端連接第二絲桿螺母和電機,所述電機作為驅動模塊能夠驅動雙向絲桿使絲桿螺母進行軸向舉升運動;本發明在工件脫模時,不需要拆裝芯模的任何零件結構,能夠直接通過控制電機實現芯模的徑向收縮,使模芯和成形件之間產生徑向間隙實現脫模,解決了現有脫模方式存在的精度、效率和操作復雜度等問題,提升生產過程的自動化程度和產品質量的穩定性。
技術研發人員:朱成成,文嘉誠,董淵哲,孟德安,劉清濤,趙升噸,李帆
受保護的技術使用者:長安大學
技術研發日:
技術公布日:2024/10/21
- 還沒有人留言評論。精彩留言會獲得點贊!