一種無焊痕的制管機及制管方法與流程
本發明涉及制管機,具體的,涉及一種無焊痕的制管機及制管方法。
背景技術:
1、高頻焊管機是一種用于制造無縫鋼管的機械設備,它利用高頻電流的電磁感應和電流熱效應來加熱金屬管坯的邊緣,使其迅速達到焊接溫度并實現焊接。這種焊接方式不僅效率高,而且焊接質量好,因為熱量直接在金屬內部產生,使得加熱速度快且集中,可以瞬間熔化金屬邊緣,形成高質量的焊接接頭。
2、直縫焊管在焊接后會殘留大量的熱量,這是因為焊接過程中產生了大量的熱能,這些熱量如果不能及時散發,可能會影響焊縫的質量,造成熱變形,甚至影響整個管材的性能。
技術實現思路
1、本發明提出一種無焊痕的制管機及制管方法,解決了相關技術中的直縫焊管在焊接后會殘留大量的熱量,這些熱量如果不能及時散發,可能會影響焊縫的質量,造成熱變形的問題。
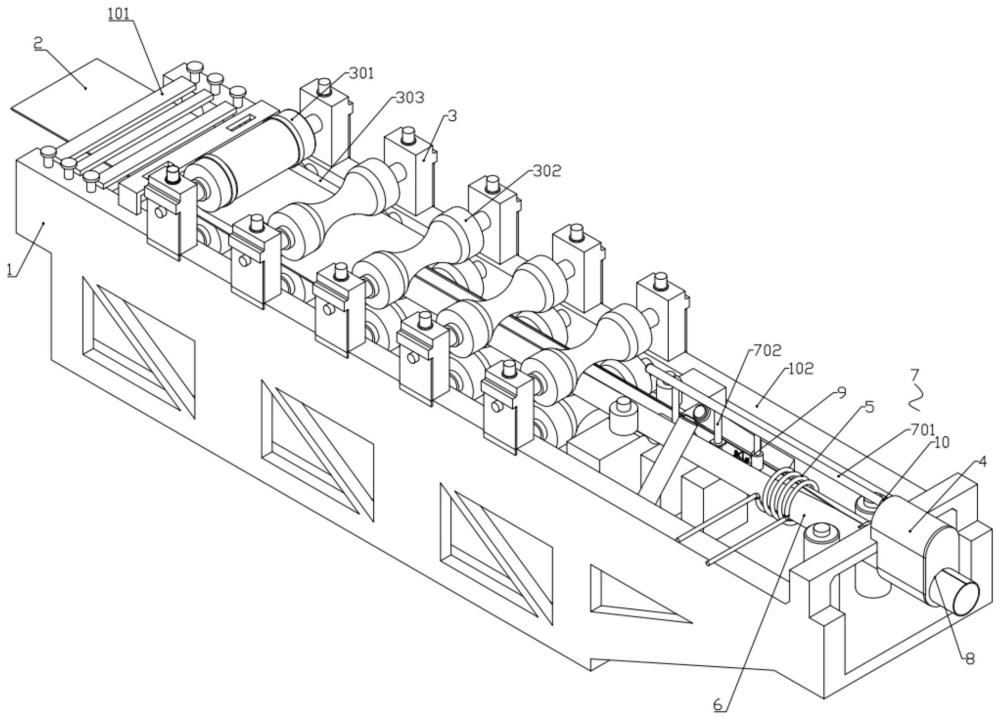
2、一種無焊痕的制管機,用于將板材制成圓管,包括:
3、工作臺;
4、輥壓成型機構,設置于所述工作臺上,所述輥壓成型機構具有進料端和出料端,所述輥壓成型機構用于將所述板材經多級輥壓彎曲成圓管;
5、焊接機構,設置于所述工作臺上且位于所述出料端一側,所述焊接機構用于將所述圓管的接縫處進行焊接;
6、余熱回收箱,設置于所述工作臺上,所述余熱回收箱位于所述焊接機構遠離所述出料端一側,所述余熱回收箱套設于所述圓管上,所述余熱回收箱用于收集焊接后所述圓管的熱量;
7、回流管道,一端設置于所述余熱回收箱上,另一端伸入位于所述出料端的所述圓管內,所述回流管道用于對待焊接的所述圓管進行預熱。
8、優選的,所述輥壓成型機構包括:
9、擠壓輥,具有若干個,若干個所述擠壓輥依次轉動設置于所述工作臺上;
10、壓槽輥,轉動設置于所述進料端上,所述壓槽輥用于將所述板材兩側邊擠壓出凹槽,所述板材彎曲后,所述凹槽位于所述圓管接縫處。
11、優選的,所述余熱回收箱具有圓孔,所述圓孔的直徑與所述圓管的直徑相同,所述圓管滑動并貫穿設置于所述圓孔內,還包括:
12、吸氣泵,設置于所述余熱回收箱上,所述吸氣泵用于將余熱回收箱內的熱量輸送到所述回流管道內。
13、優選的,所述回流管道包括:
14、第一管道,一端于所述吸氣泵連通;
15、支路管道,一端與所述第一管道連通,另一端伸入位于所述出料端的所述圓管內;
16、散熱罐,所述散熱罐與所述支路管道另一端連通,且所述散熱罐位于所述圓管內,所述散熱罐用于對所述圓管內壁加熱。
17、優選的,所述散熱罐包括:
18、罐體,具有第一進氣口、第二進氣口和排氣口;
19、散熱翅片,設置于所述罐體內壁上,所述散熱翅片中部具有通孔;
20、第一噴管,設置于所述第一進氣口處,所述第一噴管正對所述通孔,所述第一噴管與所述回流管道連通;
21、進氣管,設置于所述罐體上,所述進氣管一端與外界連通,所述進氣管另一端與所述第二進氣口連通,所述進氣管用于將焊接機構周圍的熱量傳輸到所述罐體內。
22、優選的,所述散熱罐還包括:
23、環形管,設置于所述罐體內壁上,所述環形管與所述進氣管連通;
24、葉輪,轉動設置于所述罐體內壁上,且所述葉輪與所述第一噴管同軸布置,所述葉輪轉動套設于所述第一噴管上;
25、第二噴管,具有若干個,若干個所述第二噴管間隔設置于所述環形管上,所述第二噴管與所述環形管連通,所述第二噴管用于向所述葉輪噴氣后驅動所述葉輪轉動。
26、優選的,所述散熱翅片呈螺旋型,所述散熱翅片將所述罐體內分隔形成螺旋通道。
27、優選的,還包括:
28、泄壓管道,設置于罐體上,所述泄壓管道具有間隔布置的若干個泄壓口,若干個所述泄壓口均與所述罐體連通;
29、排氣閥,設置于所述泄壓管道一端上。
30、優選的,還包括:
31、除雜塊,設置于所述工作臺上,所述除雜塊用于清除管道接縫的焊渣。
32、一種制管方法,包括以下步驟:
33、s1、所述板材進入所述輥壓成型機構,所述輥壓成型機構將所述板材彎曲成圓管;
34、s2、所述焊接機構對所述圓管的接縫處進行焊接;
35、s3、所述余熱回收箱收集焊接后所述圓管的散熱的熱量;
36、s4、所述回流管道將所述余熱回收箱收集熱量輸送給所述焊接前的所述圓管處。
37、本發明的工作原理及有益效果為:
38、本發明中,板材從進料端開始,經過多級輥壓彎曲形成圓管。圓管到達焊接機構,接縫處被高頻電流快速加熱并熔合,形成無縫焊接。焊接完成后,圓管進入余熱回收箱,熱量被收集并儲存在箱體內。收集的熱量通過回流管道重新注入待焊接的圓管中,實現預熱。預熱后的圓管再次進入焊接循環,整個過程持續進行,直到所有板材都被加工完畢。通過有效的余熱回收與再利用系統,確保了焊接過程中的高效能量使用以及焊接后的熱應力最小化,從而提高成品鋼管的品質。
技術特征:
1.一種無焊痕的制管機,用于將板材(2)制成圓管(6),包括:
2.根據權利要求1所述的一種無焊痕的制管機,其特征在于,所述輥壓成型機構(3)包括:
3.根據權利要求1所述的一種無焊痕的制管機,其特征在于,所述余熱回收箱(4)具有圓孔(8),所述圓孔(8)的直徑與所述圓管(6)的直徑相同,所述圓管(6)滑動并貫穿設置于所述圓孔(8)內,還包括:
4.根據權利要求3所述的一種無焊痕的制管機,其特征在于,所述回流管道(7)包括:
5.根據權利要求4所述的一種無焊痕的制管機,其特征在于,所述散熱罐(9)包括:
6.根據權利要求5所述的一種無焊痕的制管機,其特征在于,所述散熱罐(9)還包括:
7.根據權利要求6所述的一種無焊痕的制管機,其特征在于,所述散熱翅片呈螺旋型,所述散熱翅片(16)將所述罐體(901)內分隔形成螺旋通道(17)。
8.根據權利要求1所述的一種無焊痕的制管機,其特征在于,還包括:
9.根據權利要求1所述的一種無焊痕的制管機,其特征在于,還包括:
10.一種制管方法,應用于權利要求1-9任一項所述的一種無焊痕的制管機,其特征在于,包括以下步驟:
技術總結
本發明涉及制管機技術領域,提出了一種無焊痕的制管機及制管方法,包括工作臺;輥壓成型機構,具有進料端和出料端,輥壓成型機構用于將板材經多級輥壓彎曲成圓管;焊接機構,設置于工作臺上,焊接機構用于將圓管的接縫處進行焊接;余熱回收箱位于焊接機構遠離出料端一側,余熱回收箱套設于圓管上,余熱回收箱用于收集焊接后圓管的熱量;回流管道,一端設置于余熱回收箱上,另一端伸入位于出料端的圓管內,回流管道用于對待焊接的圓管進行預熱。通過上述技術方案,解決了現有技術中直縫焊管在焊接后會殘留大量的熱量,這些熱量如果不能及時散發,可能會影響焊縫的質量,造成熱變形的問題。
技術研發人員:王玉剛,劉金冬
受保護的技術使用者:霸州市金續科技有限公司
技術研發日:
技術公布日:2024/10/21
- 還沒有人留言評論。精彩留言會獲得點贊!