一種Cr5鋼大型熱軋支承輥堆焊修復裝置及其方法與流程
本發明屬于軋輥修復,尤其涉及一種cr5鋼大型熱軋支承輥堆焊修復裝置及其方法。
背景技術:
1、為適應熱軋板帶軋機向大型化、高速化、自動化方向發展,其軋機使用的大型支承輥面工作層要求越來越高:較高(≥68hsd)且均勻的硬度和組織,滿足均勻的耐磨損性,以及熱軋過程中高溫與潤滑或冷卻媒介的耐腐蝕性能;良好的韌性,滿足承受高軋制力和峰值負荷的抗疲勞性能,避免輥面工作層裂紋和剝落。基于以上特性要求,cr5合金系列鋼鍛鋼材質已成為目前熱軋板帶軋機支承輥的主要首選。cr5鋼是在cr4鋼的基礎上發展起來的,通過提高cr含量并相應調整其它合金元素而開發出來的新一代支承輥用鋼,擁有了更好的淬硬性、耐磨性和抗壓強度等綜合使用性能。
2、中國是世界最大鋼材生產國,大型cr5鍛鋼支承輥年消耗量大,針對支承輥的堆焊修復具有重要意義。目前,大型熱軋支承輥堆焊修復技術的研究與應用主要是我國。然而,國內大型熱軋支承輥堆焊修復技術主要集中于cr3、cr4鋼支承輥,堆焊層硬度一般在50~62hsd。cr5鋼碳當量大、可焊性差,其cr5鍛鋼支承輥堆焊修復技術存在較大難度,其修復層的質量穩定性尚難以保證。
3、文獻(多頭埋弧堆焊熱連軋支承輥技術研究,東北大學碩士學位論文,2019)公開了熱軋支承輥的多機頭堆焊順序,即將四把焊槍平均分布在輥面四個位置,按照從左到右的順序焊接。該堆焊順序會造成起弧點、停弧點數量的增加,而起弧點有未熔透、停弧點有弧坑裂紋、氣孔等缺陷,這種堆焊順序帶來了修復層的焊接缺陷隱患,不利于保證修復層焊接質量的穩定。
技術實現思路
1、本發明的目的是提供一種cr5鋼大型熱軋支承輥堆焊修復裝置及其方法,克服現有技術的不足,采用多頭焊機的堆焊順序設計,降低堆焊修復層的焊接缺陷,提高支承輥在堆焊過程的溫度保持性能,進一步保障修復層的焊接質量穩定性。
2、為實現上述目的,本發明通過以下技術方案實現:
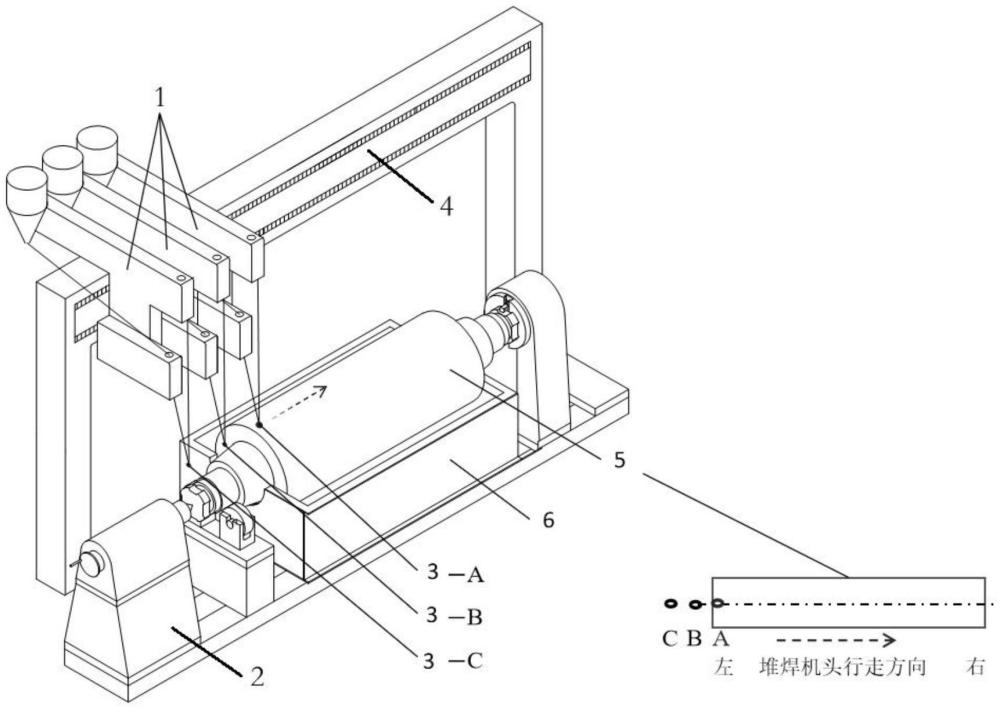
3、技術方案之一:一種cr5鋼大型熱軋支承輥堆焊修復裝置,包括多機頭埋弧焊機和支承輥支承座,支承輥支承座位于多機頭埋弧焊機橫梁的下方,所述多機頭埋弧焊機具有三把焊槍,三把焊槍在多機頭埋弧焊機的驅動下沿橫梁往復移動;所述支承輥支承座上設有伺服傳動機構,熱軋支承輥在支承輥支承座上按最小分度旋轉,直到支承輥表面全部形成堆焊層,其特征在于,三把焊槍沿同一條行進線路布設且同步移動,相鄰焊槍之間的間距為300-350mm;所述支承輥支承座上設有保溫罩,保溫罩為上下開蓋箱形結構,上箱蓋的頂部沿支承輥的軸向連續排布設有多塊蓋板,每塊蓋板與上箱蓋通過卡口相連接,下箱體內沿內壁設有加熱板,下箱體的一側設有回收口,回收口處設有隔熱封板,下箱體的底部朝向回收口傾斜。
4、進一步的,所述蓋板上設有提手,通過提手使蓋板可打開或扣合。
5、進一步的,所述蓋板的寬度為500-650mm。
6、進一步的,所述加熱板為電熱板或燃氣噴槍。
7、進一步的,所述支承輥兩端輥肩邊緣與保溫罩內壁的距離≥200mm。
8、進一步的,所述保溫罩與支承輥支承座之間為可拆卸連接。
9、進一步的,所述蓋板的內側設有厚度50mm以上的巖棉保溫層。
10、技術方案之二:一種cr5鋼大型熱軋支承輥堆焊修復方法,其特征在于,采用一種cr5鋼大型熱軋支承輥堆焊修復裝置操作,多機頭埋弧焊槍按同一條行進線路往復焊接,相鄰兩道堆焊層的堆焊順序相反,每當堆焊層厚度至~25mm時,停焊,進行一次溫度500±10℃,時間10-16h的熱處理;當堆焊層厚度達到目標值時,停焊,進行焊后熱處理,溫度520±10℃,時間20-24h。
11、進一步的,所述多機頭埋弧焊槍從支承輥的一端依次起弧,同步沿支承輥表面移動,在到達支承輥另一端后,依次停弧,支承輥旋轉一個分度角度,多機頭埋弧焊槍再沿支承輥表面反向移動,直至堆焊層覆蓋整個輥面,重復上述操作,直到支承輥修復層厚度滿足要求。
12、進一步的,所述多機頭埋弧焊槍所到處相應位置蓋板打開,將堆焊處露出,其他位置蓋板為關閉狀態,隨著多機頭埋弧焊槍的移動,蓋板有序打開或關閉,最大限度減少熱量散失。
13、與現有技術相比,本發明的有益效果是:
14、1)本發明采用多頭焊機的堆焊順序設計,往復焊接方式,減少了起弧點和停弧點的數量,從而降低了起弧點普遍存在的未熔透,停弧點有弧坑裂紋、氣孔等缺陷這一業內技術難題,顯著減少了熱軋支承輥堆焊修復層的焊接缺陷;
15、2)帶有保溫功能的保溫罩,可根據焊槍位置局部打開,最大限度地提高支承輥在堆焊過程的溫度保持性能,從而實現進一步保障修復層的焊接質量穩定性的目的。
技術特征:
1.一種cr5鋼大型熱軋支承輥堆焊修復裝置,包括多機頭埋弧焊機和支承輥支承座,支承輥支承座位于多機頭埋弧焊機橫梁的下方,所述多機頭埋弧焊機具有三把焊槍,三把焊槍在多機頭埋弧焊機的驅動下沿橫梁往復移動;所述支承輥支承座上設有伺服傳動機構,熱軋支承輥在支承輥支承座上按最小分度旋轉,直到支承輥表面全部形成堆焊層,其特征在于,三把焊槍沿同一條行進線路布設且同步移動,相鄰焊槍之間的間距為300-350mm;所述支承輥支承座上設有保溫罩,保溫罩為上下開蓋箱形結構,上箱蓋的頂部沿支承輥的軸向連續排布設有多塊蓋板,每塊蓋板與上箱蓋通過卡口相連接,下箱體內沿內壁設有加熱板,下箱體的一側設有回收口,回收口處設有隔熱封板,下箱體的底部朝向回收口傾斜。
2.根據權利要求1所述的一種cr5鋼大型熱軋支承輥堆焊修復裝置,其特征在于,所述蓋板上設有提手,通過提手使蓋板可打開或扣合。
3.根據權利要求1所述的一種cr5鋼大型熱軋支承輥堆焊修復裝置,其特征在于,所述蓋板的寬度為500-650mm。
4.根據權利要求1所述的一種cr5鋼大型熱軋支承輥堆焊修復裝置,其特征在于,所述加熱板為電熱板或燃氣噴槍。
5.根據權利要求1所述的一種cr5鋼大型熱軋支承輥堆焊修復裝置,其特征在于,所述支承輥兩端輥肩邊緣與保溫罩內壁的距離≥200mm。
6.根據權利要求1所述的一種cr5鋼大型熱軋支承輥堆焊修復裝置,其特征在于,所述保溫罩與支承輥支承座之間為可拆卸連接。
7.根據權利要求1所述的一種cr5鋼大型熱軋支承輥堆焊修復裝置,其特征在于,所述蓋板的內側設有厚度50mm以上的巖棉保溫層。
8.一種cr5鋼大型熱軋支承輥堆焊修復方法,其特征在于,采用權利要求1-7所述任一種cr5鋼大型熱軋支承輥堆焊修復裝置操作,多機頭埋弧焊槍按同一條行進線路往復焊接,相鄰兩道堆焊層的堆焊順序相反,每當堆焊層厚度至~25mm時,停焊,進行一次溫度500±10℃,時間10-16h的熱處理;當堆焊層厚度達到目標值時,停焊,進行焊后熱處理,溫度520±10℃,時間20-24h。
9.根據權利要求8所述的一種cr5鋼大型熱軋支承輥堆焊修復方法,其特征在于,所述多機頭埋弧焊槍從支承輥的一端依次起弧,同步沿支承輥表面移動,在到達支承輥另一端后,依次停弧,支承輥旋轉一個分度角度,多機頭埋弧焊槍再沿支承輥表面反向移動,直至堆焊層覆蓋整個輥面,重復上述操作,直到支承輥修復層厚度滿足要求。
10.根據權利要求8所述的一種cr5鋼大型熱軋支承輥堆焊修復方法,其特征在于,所述多機頭埋弧焊槍所到處相應位置蓋板打開,將堆焊處露出,其他位置蓋板為關閉狀態,隨著多機頭埋弧焊槍的移動,蓋板有序打開或關閉,最大限度減少熱量散失。
技術總結
本發明屬于軋輥修復技術領域,尤其涉及一種Cr5鋼大型熱軋支承輥堆焊修復裝置及其方法,包括多機頭埋弧焊機和支承輥支承座,其特征在于,三把焊槍沿同一條行進線路布設且同步移動,支承輥支承座上設有保溫罩,保溫罩為上下開蓋箱形結構,上箱蓋的頂部沿支承輥的軸向對稱設有多塊蓋板,每塊蓋板與上箱蓋通過卡口相連接,下箱體內沿內壁設有加熱板。多機頭埋弧焊槍按同一條行進線路往復焊接,相鄰兩道堆焊層的堆焊順序相反。與現有技術相比,本發明的有益效果是:多頭焊機的堆焊順序設計,減少了起弧點和停弧點的數量,降低了起弧點存在的未熔透,停弧點有弧坑裂紋、氣孔等缺陷,顯著減少了熱軋支承輥堆焊修復層的焊接缺陷。
技術研發人員:孟慶智,姚成武,王晉,于雙,聶璞林,黃堅
受保護的技術使用者:鞍鋼重型機械有限責任公司
技術研發日:
技術公布日:2024/10/21
- 還沒有人留言評論。精彩留言會獲得點贊!