一種帶肋的塑料合金模板生產系統的制作方法
本申請涉及建筑模板加工的,具體涉及一種帶肋的塑料合金模板生產系統。
背景技術:
1、塑料合金模板具有剛性塑性相結合、強度高、重量輕、抗沖擊強度大,可現場二次加工,耐寒耐高溫等諸多優點,重量較鋁合金輕一半,便于裝配施工,是非常理想的建筑工程模板材料。另外,為了增強模板的結構強度,提高模板的抗折彎能力,模板的內側通常會安裝多個肋條。
2、目前,塑料合金模板在成型后需要進行對其四周進行鉆孔,通常的加工方式是先通過夾具把模板夾緊在工作臺上,再通過鉆孔機對模板四周依次進行鉆孔,鉆孔完成后的模板將被工人疊摞到托盤上,以便后續的裝載運輸。
3、上述相關技術存在以下缺陷:模板的上料、裝夾、鉆孔、拆卸和疊摞均需要工人進行手動操作,導致模板的加工效率低下,因此需要改進。
技術實現思路
1、為了解決上述問題,本申請實施例提供了一種帶肋的塑料合金模板生產系統,提高了模板的加工效率。
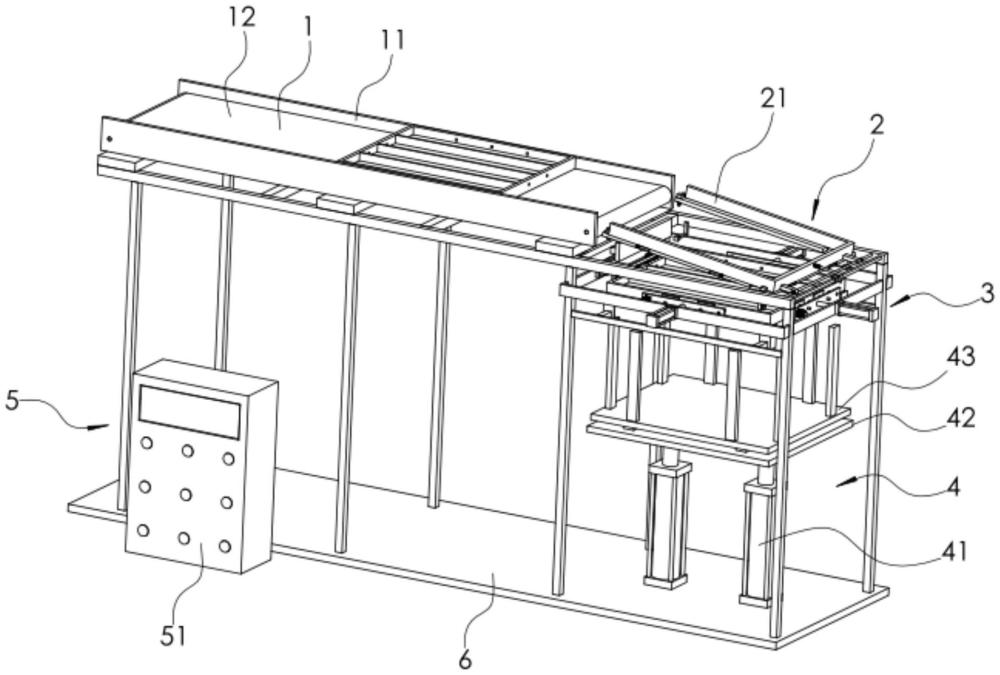
2、本申請實施例為了實現上述目的,具體采用以下技術方案:一種帶肋的塑料合金模板生產系統,包括支架,支架上設有輸送機、翻轉單元、鉆孔單元和疊摞單元;
3、輸送機用于水平輸送模板;
4、翻轉單元的側部設有朝向輸送機的進料口,翻轉單元的底部設有可開合的出料口;
5、鉆孔單元包括四組呈矩形排布的第一液壓缸,第一液壓缸的活塞桿沿水平方向延伸并安裝有安裝板,安裝板上設有可抵觸于或脫離于模板底部的底板、可伸縮的彈性夾緊組件和用于鉆孔的鉆孔組件,底板位于出料口的正下方,彈性夾緊組件的伸縮方向與安裝板的運動方向相同;
6、疊摞單元包括第二液壓缸,第二液壓缸的活塞桿沿豎直方向延伸并安裝有支撐板,支撐板上放置有托盤,托盤位于底板的正下方。
7、可選的,所述輸送機上安裝有兩塊限位板,兩塊限位板相對的一側共同圍成了僅供模板沿輸送機的輸送方向運動的限位腔。
8、可選的,所述翻轉單元包括定位框和定位板,定位框的一端通過水平軸轉動連接于支架,且定位框與支架共同連接有同一個第一扭簧,進料口設于定位框的另一端處,出料口設于定位框的底部,且出料口內設有可上下翻轉的托板;
9、當第一扭簧處于自然狀態時,定位框將呈傾斜設置,進料口將位于定位框的高端處以及輸送機的輸出端處,托板用于支撐滑落至定位框內的模板;
10、定位板安裝在支架上,當模板運動至定位框內并脫離于輸送機后,定位框將向下翻轉抵觸于定位板,此時定位框將處于水平狀態。
11、可選的,所述定位框設有水平軸的一端通過第一彈簧連接有滑桿,滑桿供滑入到定位框內的模板運動下壓,第一彈簧沿模板滑入到定位框內的下滑方向延伸;
12、支架上安裝有固定筒,當第一彈簧處于自然狀態時,滑桿將插接在固定筒內,進料口將位于輸送機的輸出端處;當滑入到定位框內的模板將滑桿下壓后,滑桿將脫離于固定筒。
13、可選的,所述托板共設有三塊并轉動連接于定位框的底部,且托板與定位框共同連接有同一個第二扭簧,托板上滑移連接有插桿,插桿通過第二彈簧連接于托板;
14、定位框上安裝有若干固定殼,固定殼與插桿一一對應,支架上安裝有擋板和若干磁力塊,磁力塊與插桿一一對應,
15、當第二扭簧處于自然狀態時,托板將處于水平狀態并用于支撐定位框內的模板,擋板將與定位框共同圍成僅供模板下滑的掉落腔,插桿將位于磁力塊的正上方,磁力塊將把插桿吸附固定,第二彈簧將發生形變,插桿將下滑脫離于固定殼,定位框內的模板將推動托板向下翻轉。
16、可選的,所述彈性夾緊組件包括壓板,壓板通過第三彈簧連接于安裝板,第三彈簧沿安裝板的運動方向延伸;
17、鉆孔組件包括電機和若干沿壓板的長度方向依次排布的鉆桿,電機的輸出軸沿安裝板的運動方向延伸并同軸連接于其中一根鉆桿,鉆桿繞自身軸線轉動連接于安裝板,且每兩根相鄰的鉆桿均通過帶傳動連接。
18、可選的,還包括控制單元,控制單元包括控制器和接觸式傳感器,接觸式傳感器安裝在其中一塊底板上,接觸式傳感器、第一液壓缸和電機均耦接于控制器;
19、當模板掉落到底板上后,模板將抵觸于接觸式傳感器,接觸式傳感器將向控制器發射加工信號,控制器將控制第一液壓缸帶動安裝板和底板來回運動,壓板將先壓緊于模板,鉆桿再對模板進行鉆孔,底板后脫離于模板再運動復位。
20、可選的,所述第二液壓缸耦接于控制器,當控制器接收到加工信號后,控制器將控制第二液壓缸帶動支撐板下降一個模板的高度。
21、本申請實施例的有益效果為:
22、1.在模板的加工過程中,輸送機將水平輸送模板,模板將傾斜向下滑落至定位框內并推動滑桿滑動脫離于固定筒,模板因自身重力將促使定位框向下翻轉抵觸于定位板,磁力塊將因自身磁力把插桿吸附固定,插桿將下滑脫離于固定殼,定位框內的模板將因自身重力而推動托板向下翻轉,模板將以水平狀態通過掉落腔和出料口豎直向下掉落至底板上并壓緊于接觸式傳感器,接觸式傳感器將向控制器發射加工信號,控制器將控制第一液壓缸和第二液壓缸運動,第一液壓缸將帶動安裝板和底板來回運動,壓板將先壓緊于模板,鉆桿再對模板進行鉆孔,底板后脫離于模板再運動復位,加工完成的模板將向下掉落至托盤內,第二液壓缸將帶動支撐板下降一個模板的高度,使得模板能夠從上至下依次疊摞在托盤內,實現了模板的全自動加工,從而提高了模板的加工效率;
23、2.當模板處于四塊底板上時,四個限位角將分別位于模板的四角處,且限位角的內側將夾持于模板的邊角,使得模板在向下掉落的過程中不易發生晃動,且托盤的底部能夠向下嵌入到凹槽內,使得托盤不易相對限位角發生晃動,以保證模板能夠準確掉落至托盤內部。
技術特征:
1.一種帶肋的塑料合金模板生產系統,其特征在于,包括支架(6),支架(6)上設有輸送機(1)、翻轉單元(2)、鉆孔單元(3)和疊摞單元(4);
2.根據權利要求1所述的一種帶肋的塑料合金模板生產系統,其特征在于,所述輸送機(1)上安裝有兩塊限位板(11),兩塊限位板(11)相對的一側共同圍成了僅供模板沿輸送機(1)的輸送方向運動的限位腔(12)。
3.根據權利要求1所述的一種帶肋的塑料合金模板生產系統,其特征在于,所述翻轉單元(2)包括定位框(21)和定位板(29),定位框(21)的一端通過水平軸(213)轉動連接于支架(6),且定位框(21)與支架(6)共同連接有同一個第一扭簧(214),進料口(211)設于定位框(21)的另一端處,出料口(212)設于定位框(21)的底部,且出料口(212)內設有可上下翻轉的托板(22);
4.根據權利要求3所述的一種帶肋的塑料合金模板生產系統,其特征在于,所述定位框(21)設有水平軸(213)的一端通過第一彈簧(231)連接有滑桿(23),滑桿(23)供滑入到定位框(21)內的模板運動下壓,第一彈簧(231)沿模板滑入到定位框(21)內的下滑方向延伸;
5.根據權利要求4所述的一種帶肋的塑料合金模板生產系統,其特征在于,所述托板(22)共設有三塊并轉動連接于定位框(21)的底部,且托板(22)與定位框(21)共同連接有同一個第二扭簧(221),托板(22)上滑移連接有插桿(25),插桿(25)通過第二彈簧(251)連接于托板(22);
6.根據權利要求1至5任意一項所述的一種帶肋的塑料合金模板生產系統,其特征在于,所述彈性夾緊組件(34)包括壓板(341),壓板(341)通過第三彈簧(342)連接于安裝板(32),第三彈簧(342)沿安裝板(32)的運動方向延伸;
7.根據權利要求6所述的一種帶肋的塑料合金模板生產系統,其特征在于,還包括控制單元(5),控制單元(5)包括控制器(51)和接觸式傳感器(52),接觸式傳感器(52)安裝在其中一塊底板(33)上,接觸式傳感器(52)、第一液壓缸(31)和電機(351)均耦接于控制器(51);
8.根據權利要求7所述的一種帶肋的塑料合金模板生產系統,其特征在于,所述第二液壓缸(41)耦接于控制器(51),當控制器(51)接收到加工信號后,控制器(51)將控制第二液壓缸(41)帶動支撐板(42)下降一個模板的高度。
技術總結
本申請涉及建筑模板加工的技術領域,具體涉及一種帶肋的塑料合金模板生產系統,其包括支架,支架上設有輸送機、翻轉單元、鉆孔單元和疊摞單元;輸送機用于水平輸送模板;翻轉單元的側部設有朝向輸送機的進料口,翻轉單元的底部設有可開合的出料口;鉆孔單元包括四組呈矩形排布的第一液壓缸,第一液壓缸的活塞桿沿水平方向延伸并安裝有安裝板,安裝板上設有可抵觸于或脫離于模板底部的底板、可伸縮的彈性夾緊組件和用于鉆孔的鉆孔組件,底板位于出料口的正下方;疊摞單元包括第二液壓缸,第二液壓缸的活塞桿沿豎直方向延伸并安裝有支撐板,支撐板上放置有托盤,托盤位于底板的正下方。本申請的有益效果為:提高了模板的加工效率。
技術研發人員:祁波,郭偉毅,劉亞斌,郭旭晨,王治方,黃偉,孟占勇,車新穎,張琦
受保護的技術使用者:中鐵七局集團鄭州工程有限公司
技術研發日:
技術公布日:2024/10/21
- 還沒有人留言評論。精彩留言會獲得點贊!