一種用于飛機蒙皮的锪窩限位裝置及锪窩方法與流程
本發明涉及裝配制造,具體地說,涉及一種用于飛機蒙皮的锪窩限位裝置及锪窩方法。
背景技術:
1、飛機在大曲率蒙皮中需要進行锪窩時,主要用于對工件的表面進行局部锪平或锪孔以安裝連接件,如螺紋底孔、沉頭孔等或者為配合其他零件做準備,而锪窩深度直接決定連接件安裝后的凹凸量,現代飛機對氣動表面的技術要求極高。目前,在對蒙皮進行锪窩時,通常是將劃窩鉆安裝在锪窩定深裝置上,如圖1所示,利用锪窩定深裝置能夠保證各個锪窩的深度一致,但是現有的锪窩定深裝置在對大曲率蒙皮進行锪窩時,由于不同曲率的蒙皮與锪窩定深裝置的端部的接觸面積不同,導致了锪窩定深裝置與曲率蒙皮的間隙不一致,進而導致了锪窩定深裝置同一個刻度針對不同曲率的孔位锪窩深度不一致,影響了蒙皮的锪窩質量。
技術實現思路
1、本發明針對現有的锪窩裝置在锪窩時,需根據蒙皮曲率的變化頻繁調節锪窩設備的問題,提出一種用于飛機蒙皮的锪窩限位裝置及锪窩方法;通過設置第一伸縮件和第二伸縮件調節弧形板的彎曲弧度,在壓縮第一伸縮件的過程中,將其內部的氣體轉移至第二伸縮件內,使得第二伸縮件膨脹并推動弧形板發生彎曲,實現弧形板能夠滿足不同曲率的蒙皮使用,保證了弧形板與蒙皮之間具有較小的間隙,從而保證了蒙皮上的孔位的锪窩深度能夠保持一致,提高了飛機零部件加工過程中的精準度。
2、本發明具體實現內容如下:
3、一種用于飛機蒙皮的锪窩限位裝置,包括锪窩定深裝置本體、定位單元;
4、所述锪窩定深裝置本體上設有劃窩鉆,所述定位單元套設在劃窩鉆上;
5、所述定位單元包括第一伸縮件、第二伸縮件、第一固定筒、第二固定筒、弧形板、固定片;
6、所述第一伸縮件套設在所述劃窩鉆上部,所述第一固定筒套設在所述劃窩鉆中部,所述第二固定筒套設在所述劃窩鉆下部;
7、所述弧形板設置在第一固定筒與第二固定筒之間;
8、所述固定片設置在所述弧形板的內側,且所述固定片的一端與所述第一固定筒固定連接,另一端呈懸空狀態,不與第二固定筒接觸;
9、所述第一伸縮件通過氣管與所述第二伸縮件連通;
10、所述第二伸縮件設置在所述弧形板與所述固定片之間,與弧形板和所述固定片可拆卸地連接。
11、為了更好地實現本發明,進一步地,所述定位單元還包括第三固定筒、第四固定筒;
12、所述第四固定筒套設在所述第三固定筒上部,通過所述第三固定筒外壁上設置的外螺紋與所述第四固定筒內壁設置的內螺紋連接;
13、所述第一伸縮件套設在所述第三固定筒的下部,與所述第三固定筒密封連接。
14、為了更好地實現本發明,進一步地,所述第四固定筒的底部設置有凸臺;
15、所述第四固定筒的外徑大于第一伸縮件的外徑;
16、所述凸臺為圓環結構,且所述凸臺的外徑小于所述第四固定筒的外徑;
17、所述第一伸縮件的一端套設在所述凸臺上,另一端套設在所述第三固定筒上。
18、為了更好地實現本發明,進一步地,所述弧形板朝向固定片方向上設置有安裝盲孔;
19、所述固定片上設置有通孔;
20、所述第二伸縮件上設置有第一安裝管、第二安裝管,所述第一安裝管、第二安裝管均與所述第二伸縮管連通;
21、所述第一安裝管安裝在所述安裝盲孔內,所述第二安裝管安裝在所述通孔內。
22、為了更好地實現本發明,進一步地,所述弧形板、所述固定片上均設置有導向槽;
23、所述弧形板上的導向槽的一端與所述弧形板的一側連通,另一端與所述安裝盲孔連通;
24、所述固定片上的導向槽一端與所述固定片一側連通,另一端與所述通孔連通。
25、為了更好地實現本發明,進一步地,所述通孔內設置有導向桿;
26、所述導向桿依次穿過所述第一安裝管、第二安裝管后插入至所述安裝盲孔內。
27、為了更好地實現本發明,進一步地,所述安裝盲孔的內壁兩側設置有安裝腔,所述安裝腔內設置有彈性件、鎖緊塊;
28、所述導向桿的側壁上設置有鎖緊孔;
29、所述彈性件用于推動所述鎖緊塊插入至所述鎖緊孔內,將所述導向桿固定在所述安裝盲孔內。
30、為了更好地實現本發明,進一步地,所述導向桿未伸入至安裝盲孔內的端部上設置有連接孔,所述連接孔與所述鎖緊孔連通;
31、所述連接孔內設有解鎖桿,所述解鎖桿通過螺紋與所述連接孔連接;
32、所述導向桿的連接孔內壁上設置有凹槽,所述導向桿位于第二伸縮件內的側壁上設有氣口,所述氣口與所述凹槽連通;
33、所述導向桿的端部設有旋轉頭,所述氣管伸入至所述解鎖桿內,且所述氣管從所述解鎖桿位于凹槽內的側壁伸出。
34、為了更好地實現本發明,進一步地,所述弧形板、所述固定片、所述第二伸縮件的數量均設置為四個;
35、所述弧形板、所述固定片分別繞著劃窩鉆呈陣列分布在所述第二固定筒的圓周側壁上。
36、根據權利要求-任一項所述的用于飛機蒙皮的锪窩限位裝置,所述第一伸縮件為波紋管,所述第二伸縮件為氣囊。
37、基于上述提出的用于飛機蒙皮的锪窩限位裝置,為了更好地實現本發明,進一步地,提出一種用于飛機蒙皮的锪窩方法,具體包括以下步驟:
38、步驟s1:旋轉第四固定筒擠壓第一伸縮件,將第一伸縮件內部的氣壓通過氣管轉移至第二伸縮件內,推動弧形板彎曲;
39、步驟s2:根據待加工的蒙皮曲率調整弧形板的彎曲度,保證弧形板與待加工的蒙皮具有較小的間隙;
40、步驟s3:將锪窩裝置本體與鉆機連接,并調節劃窩鉆在定位單元內的伸出量;
41、步驟s4:啟動鉆機,對待加工的蒙皮進行锪窩,根據锪窩深度再次重復步驟s3,直到锪窩的深度滿足加工要求。
42、本發明具有以下有益效果:
43、(1)本發明利用設置的第一伸縮件在被壓縮的過程中,能夠將其內部的氣體轉移至第二伸縮件內,使得第二伸縮件膨脹并推動弧形板發生彎曲,進而使得弧形板能夠滿足不同曲率的蒙皮使用,保證了弧形板與蒙皮之間具有較小的間隙,從而保證了蒙皮上的孔位的锪窩深度能夠保持一致,提高飛機零部件加工過程中的精準度。
44、(2)本發明設置的第二伸縮件在加工的過程中被鐵屑劃傷時,能夠快速從弧形板與固定片之間拆卸,方便更換,同時利用設置的導向桿使得第二伸縮件在與劃窩鉆高速旋轉的過程中不易脫落,保證第二伸縮件在使用中的穩定性。
技術特征:
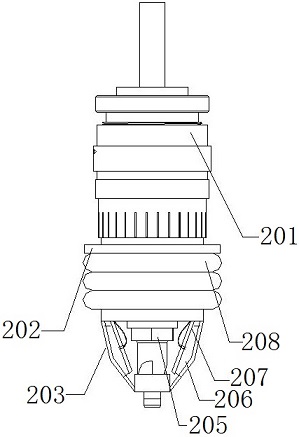
1.一種用于飛機蒙皮的锪窩限位裝置,其特征在于,包括锪窩定深裝置本體(201)、定位單元;
2.根據權利要求1所述的一種用于飛機蒙皮的锪窩限位裝置,其特征在于,所述定位單元還包括第三固定筒(211)、第四固定筒(202);
3.根據權利要求2所述的一種用于飛機蒙皮的锪窩限位裝置,其特征在于,所述第四固定筒(202)的底部設置有凸臺;
4.根據權利要求1所述的一種用于飛機蒙皮的锪窩限位裝置,其特征在于,所述弧形板(203)朝向固定片(207)方向上設置有安裝盲孔(224);
5.根據權利要求4所述的一種用于飛機蒙皮的锪窩限位裝置,其特征在于,所述弧形板(203)、所述固定片(207)上均設置有導向槽(223);
6.根據權利要求4所述的一種用于飛機蒙皮的锪窩限位裝置,其特征在于,所述通孔內設置有導向桿(215);
7.根據權利要求6所述的一種用于飛機蒙皮的锪窩限位裝置,其特征在于,所述安裝盲孔(224)的內壁兩側設置有安裝腔,所述安裝腔內設置有彈性件(217)、鎖緊塊(212);
8.根據權利要求6所述的一種用于飛機蒙皮的锪窩限位裝置,其特征在于,所述導向桿(215)未伸入至安裝盲孔(224)內的端部上設置有連接孔,所述連接孔與所述鎖緊孔連通;
9.根據權利要求1-8任一項所述的用于飛機蒙皮的锪窩限位裝置,其特征在于,所述弧形板(203)、所述固定片(207)、所述第二伸縮件(206)的數量均設置為四個;
10.根據權利要求1-8任一項所述的用于飛機蒙皮的锪窩限位裝置,所述第一伸縮件(208)為波紋管,所述第二伸縮件(206)為氣囊。
11.一種用于飛機蒙皮的锪窩方法,基于如權利要求1所述的用于飛機蒙皮的锪窩限位裝置實現;其特征在于,具體包括以下步驟:
技術總結
本發明涉及裝配制造技術領域,具體地說,涉及一種用于飛機蒙皮的锪窩限位裝置及锪窩方法;通過通過設置的第一伸縮件和第二伸縮件能夠調節弧形板的彎曲弧度,滿足了對不同曲率蒙皮的加工需求,設置的第一伸縮件在被壓縮的過程中,能夠將其內部的氣體轉移至第二伸縮件內,使得第二伸縮件膨脹并推動弧形板發生彎曲,進而使得弧形板能夠滿足不同曲率的蒙皮使用,保證了弧形板與蒙皮之間具有較小的間隙,從而保證了蒙皮上的孔位的锪窩深度保持一致,提高了飛機零部件加工過程中的精準度。
技術研發人員:黃海川,劉春,何毅,劉僑,孟樂樂,唐恩輝,陳松林,陳亮,顏毅,范曉波,付丹丹,喻龍,李帥,周浩,阮波,薛羽耕,郭濤
受保護的技術使用者:成都飛機工業(集團)有限責任公司
技術研發日:
技術公布日:2024/10/21
- 還沒有人留言評論。精彩留言會獲得點贊!