一種不銹鋼水暖曲腳的冷鐓加工成型方法與流程
本發明涉及水暖曲腳加工方法,具體是指一種不銹鋼水暖曲腳的冷鐓加工成型方法。
背景技術:
1、目前,衛浴產品日益增長,曲腳作為水龍頭的主要配件,其質量問題直接影響水龍頭的整體壽命,曲腳起到連接管道與水龍頭之間的作用,在正常安裝下承受整套龍頭的重量,且經過長時間熱脹冷縮、與堿性物質杰出和材質氧化,造成曲腳的壽命縮短,從而影響到整體龍頭壽命。而現有曲腳的鑄造工藝為:壓型制造-蠟模壓制-蠟模組裝-浸涂料-撒砂-反復硬化及干燥-脫蠟-造型-焙燒-燒注-落砂-清理,局限于工藝的絕響,曲腳成品會有表面的麻坑、凹陷、夾砂等缺陷,影響產品外觀也降低了產品的性能和成品率。且此種生產工藝對生產方的要求會更高,鑄造相對困難,污染嚴重、產能還低下、耗能非常嚴重、質量不穩定,最終制作曲腳兩端的螺紋時,還常常螺紋殘缺不全密封性受到嚴重影響。
2、冷鐓工藝是少無切削金屬壓力加工新工藝之一。它是一種利用金屬在外力作用下所產生的塑性變形,并借助于模具,使金屬體積作重新分布及轉移,從而形成所需要的零件或毛坯的加工方法;冷鐓可使金屬零件的機械性能得到改善、可以提高材料利用率、可大大提高生產率;目前,冷鐓工藝大部分是用來生產螺栓、螺釘、螺母、鉚釘、銷釘等標準緊固件,現有技術中還沒有使用冷鐓工藝加工不銹鋼水暖曲腳的方法。
技術實現思路
1、為解決上述技術問題,本發明提供的技術方案為:一種不銹鋼水暖曲腳的冷鐓加工成型方法,包括以下步驟:
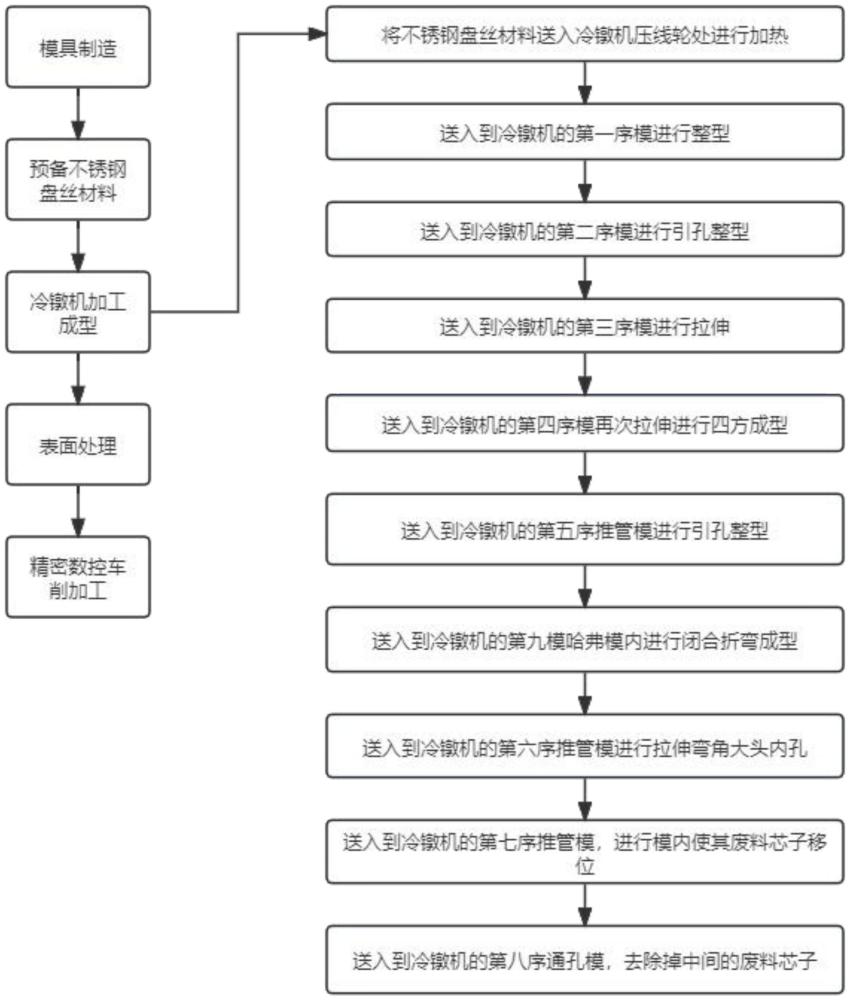
2、(1)模具制造:根據待加工的產品的形狀與尺寸設計加工模具;
3、(2)預備不銹鋼盤絲材料;
4、(3)冷鐓機加工成型:
5、(3.1)將不銹鋼盤絲材料放入冷鐓機的料架上,開啟冷鐓機自帶的調直輪自動送料器,將不銹鋼盤絲材料送入冷鐓機壓線輪處進行加熱,然后再送入冷鐓機內部的切斷裝置切斷成待加工產品所需的克重及長度;
6、(3.2)將經過步驟(3.1)切斷之后的不銹鋼盤絲段使用冷鐓機中的外刀夾送入到冷鐓機的第一序模進行整型;
7、(3.3)將經過步驟(3.2)整形完成之后的半成品材料,通過冷鐓機的第一模夾鉗翻轉送入到冷鐓機的第二序模進行引孔整型;
8、(3.4)將經過步驟(3.3)整形完成之后的半成品材料,通過冷鐓機的第二模夾鉗平移送入到冷鐓機的第三序模進行拉伸;
9、(3.5)將經過步驟(3.4)拉伸完成之后的半成品材料,通過冷鐓機的第三模夾鉗平移送入到冷鐓機的第四序模再次拉伸進行四方成型;
10、(3.6)將經過步驟(3.5)四方成型完成之后的半成品材料,通過冷鐓機的第四模夾鉗翻轉送入到冷鐓機的第五序推管模進行引孔整型;
11、(3.7)將經過步驟(3.6)引孔整型完成之后的半成品材料,通過冷鐓機的第五模夾鉗平移送入到冷鐓機的第六序推管模進行拉伸彎角大頭內孔;
12、(3.8)將經過步驟(3.7)拉伸完成之后的半成品材料,通過冷鐓機的第六模夾鉗平移送入到冷鐓機的第七序推管模,進行模內使其廢料芯子移位;
13、(3.9)將經過步驟(3.8)廢料芯子移位完成之后的半成品材料,通過冷鐓機的第七模夾鉗平移送入到冷鐓機的第八序通孔模,去除掉中間的廢料芯子。
14、(3.10)將經過步驟(3.9)去除掉中間的廢料芯子之后的半成品材料,通過冷鐓機的第八模夾鉗平移送入到冷鐓機的第九模哈弗模內進行閉合折彎成型,形成不銹鋼水暖曲腳工件。
15、本發明與現有技術相比的優點在于:本發明采用冷鐓工藝鍛造不銹鋼曲腳,優化了工藝流程,提高了不銹鋼曲腳的硬度和強度,提高了耐磨性和抗氧化能力,為了不銹鋼曲腳的應用和推廣提供了有力的支持,從而避免了傳統鑄造工藝生產方式伴有的高耗能、高污染、低產能、質量不穩定的嚴重問題,本發明的技術方案采用冷鐓螺母機純機械的生產工藝,完美的將性能優越的sus304或sus316不銹鋼盤絲料經過工藝流程制作成滿足使用需求的水暖曲腳,其技術方案生產過程環保、效率高、質量統一穩定;成本低,產品質量高,有著市場競爭的具大優勢。
技術特征:
1.一種不銹鋼水暖曲腳的冷鐓加工成型方法,其特征在于,包括以下步驟:
2.根據權利要求1所述的一種不銹鋼水暖曲腳的冷鐓加工成型方法,其特征在于,步驟(2)中,不銹鋼盤絲材料采用sus304、sus316不銹鋼盤絲。
3.根據權利要求1所述的一種不銹鋼水暖曲腳的冷鐓加工成型方法,其特征在于,還包括步驟(4)表面處理:處理方式包括噴砂、拋丸、電鍍。
4.根據權利要求1所述的一種不銹鋼水暖曲腳的冷鐓加工成型方法,其特征在于,還包括步驟(5)精密數控車削加工:車削曲腳工件兩頭的螺紋至尺寸精確到技術要求。
技術總結
本發明公開了一種不銹鋼水暖曲腳的冷鐓加工成型方法,包括模具制造、備不銹鋼盤絲材料、冷鐓機加工成型、表面處理、精密數控車削加工,本發明采用冷鐓工藝鍛造不銹鋼曲腳,優化了工藝流程,提高了不銹鋼曲腳的硬度和強度,提高了耐磨性和抗氧化能力,為了不銹鋼曲腳的應用和推廣提供了有力的支持,從而避免了傳統鑄造工藝生產方式伴有的高耗能、高污染、低產能、質量不穩定的嚴重問題,本發明的技術方案采用冷鐓螺母機純機械的生產工藝,完美的將性能優越的SUS304或SUS316不銹鋼盤絲料經過工藝流程制作成滿足使用需求的水暖曲腳,其技術方案生產過程環保、效率高、質量統一穩定;成本低,產品質量高,有著市場競爭的具大優勢。
技術研發人員:楊紅
受保護的技術使用者:瑞安市鵬誠汽車配件有限公司
技術研發日:
技術公布日:2024/10/21
- 還沒有人留言評論。精彩留言會獲得點贊!