一種棒材需坯長度控制方法與流程
本發明涉及棒材處理,尤其涉及一種棒材需坯長度控制方法。
背景技術:
1、針對特殊品種鋼(客戶特殊需求品種,包括合金鋼等)生產過程中存在少量噸位訂單,以及煉鋼能力大于軋制及訂單能力,需要煉制備用坯料;在軋制大規格不同定尺成品時,因大規格的壓縮比系數較小,需要的坯料長度也不相同,不合適的坯料長度與最終對成材率的影響較大;生產過程中雖可通過控制軋制過程中成品尺寸來調節成品軋材長度,但由于大規格延伸系數小,調節范圍較小。
技術實現思路
1、針對現有方法的不足,本發明解決大規格產品坯料長度選擇問題,減少非定尺浪費,提高產品成材率,降低生產成本,提高成本效益。
2、本發明所采用的技術方案是:一種棒材需坯長度控制方法包括以下步驟:
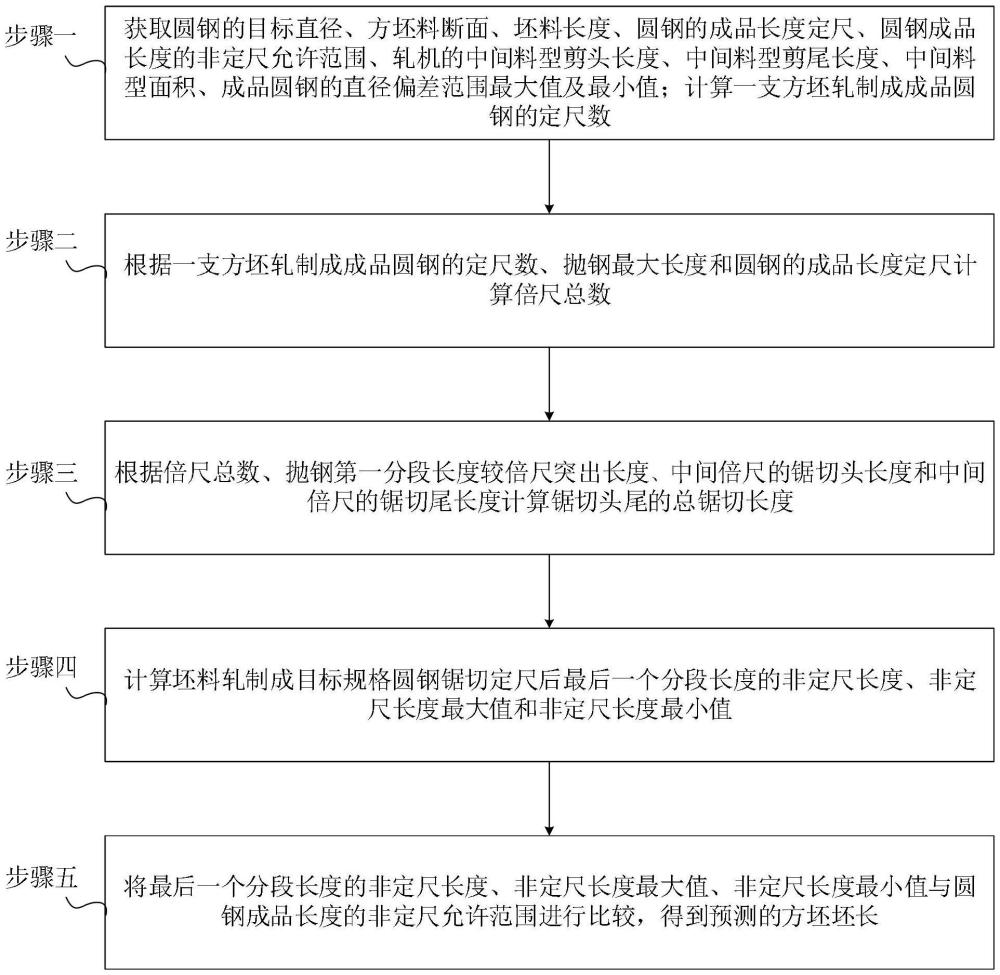
3、步驟一、獲取圓鋼的目標直徑、方坯料斷面、坯料長度、圓鋼的成品長度定尺、圓鋼成品長度的非定尺允許范圍、中間料型剪頭長度、中間料型剪尾長度、中間料型面積、成品圓鋼的直徑偏差范圍最大值及最小值;計算一支方坯軋制成成品圓鋼的定尺數;
4、作為本發明的一種優選實施方式,一支方坯軋制成成品圓鋼的定尺數的公式為:
5、
6、其中,為向上取整,l1為圓鋼的成品長度定尺,s1為方坯料斷面,d為圓鋼的目標直徑,l坯為坯料長度。
7、步驟二、根據一支方坯軋制成成品圓鋼的定尺數、拋鋼最大長度和圓鋼的成品長度定尺計算倍尺總數;
8、作為本發明的一種優選實施方式,倍尺總數的公式為:
9、i=(n/l倍)*l1?(2)
10、其中,l1為圓鋼的成品長度定尺,n為一支方坯軋制成成品圓鋼的定尺數,l倍為拋鋼最大長度。
11、步驟三、根據倍尺總數、拋鋼第一分段長度較倍尺突出長度、中間倍尺的鋸切頭長度和中間倍尺的鋸切尾長度計算鋸切頭尾的總鋸切長度;
12、作為本發明的一種優選實施方式,鋸切頭尾的總鋸切長度的公式為:
13、l鋸總=l0+i*l頭+i*l尾?(3)
14、其中,i為倍尺總數,l0為拋鋼第一分段長度較倍尺突出長度,l頭為中間倍尺的鋸切頭長度,l尾為中間倍尺的鋸切尾長度。
15、步驟四、計算坯料軋制成目標規格圓鋼鋸切定尺后最后一個分段長度的非定尺長度、非定尺長度最大值和非定尺長度最小值;
16、作為本發明的一種優選實施方式,最后一個分段長度的非定尺長度、非定尺長度最大值和非定尺長度最小值的公式為:
17、l非=[s1*l坯-s中*(l2+l3)]/(d2*π/4)-l鋸總-n*l1?(4)
18、l非max=[s1*l坯-s中*(l2+l3)]/((d+δdmin)2*π/4)-l鋸總-n*l1?(5)
19、l非min=[s1*l坯-s中*(l2+l3)]/((d+δdmax)2*π/4)-l鋸總-n*l1?(6)
20、其中,l1為圓鋼的成品長度定尺,l2為中間料型剪頭長度、l3為中間料型剪尾長度,s中為中間料型面積,s1為方坯料斷面。
21、步驟五、將最后一個分段長度的非定尺長度l非、非定尺長度最大值l非max和非定尺長度最小值l非min與圓鋼成品長度的非定尺允許范圍δl非進行比較,得到預測的方坯坯長ln;
22、作為本發明的一種優選實施方式,當l非≥δl非時,ln的范圍為(l坯-δl坯,l坯);其中,δl坯=(l非min-l非)*(d+δdmin)2*π/4)/s1。
23、作為本發明的一種優選實施方式,當l非﹤δl非時,ln的范圍為(l坯-δl坯2,l坯-δl坯1);其中,δl坯1=l非*(d2*π/4)/s1,δl坯2=(l1-δl非)*(d2*π/4)/s1。
24、作為本發明的一種優選實施方式,當l非max≥δl非時,ln的范圍為(l坯-δl坯2,l坯);其中,δl坯2=(l1-δl非)*(d2*π/4)/s1。
25、作為本發明的一種優選實施方式,當l非max﹤δl非且l非min≥0時,ln的范圍為(l坯-δl坯2,l坯),其中,δl坯2=(l1-δl非)*(d2*π/4)/s1。
26、作為本發明的一種優選實施方式,當δl非≤l非min﹤0時,ln的范圍為(l坯-δl坯2,l坯-δl坯1)。
27、本發明的有益效果:
28、1、本發明根據獲取的坯料長度以及坯料軋制成目標規格圓鋼鋸切定尺后最后一個分段長度的非定尺,對坯料的長度的范圍進行預測,有效指導特殊品種鋼的生成,減少非定尺浪費,提高產品成材率,降低生產成本,提高成本效益。
技術特征:
1.一種棒材需坯長度控制方法,其特征在于,包括以下步驟:
2.根據權利要求1所述的棒材需坯長度控制方法,其特征在于,圓鋼的定尺數的公式為:
3.根據權利要求2所述的棒材需坯長度控制方法,其特征在于,倍尺總數的公式為:
4.根據權利要求3所述的棒材需坯長度控制方法,其特征在于,鋸切頭尾的總鋸切長度的公式為:
5.根據權利要求4所述的棒材需坯長度控制方法,其特征在于,最后一個分段長度的非定尺長度、非定尺長度最大值和非定尺長度最小值的公式為:
6.根據權利要求5所述的棒材需坯長度控制方法,其特征在于,當l非≥δl非時,ln的范圍為(l坯-δl坯,l坯);其中,δl坯=(l非min-l非)*(d+δdmin)2*π/4)/s1。
7.根據權利要求5所述的棒材需坯長度控制方法,其特征在于,當l非﹤δl非時,ln的范圍為(l坯-δl坯2,l坯-δl坯1);其中,δl坯1=l非*(d2*π/4)/s1,δl坯2=(l1-δl非)*(d2*π/4)/s1。
8.根據權利要求5所述的棒材需坯長度控制方法,其特征在于,當l非max≥δl非時,ln的范圍為(l坯-δl坯2,l坯);其中,δl坯2=(l1-δl非)*(d2*π/4)/s1。
9.根據權利要求5所述的棒材需坯長度控制方法,其特征在于,當l非max﹤δl非且l非min≥0時,ln的范圍為(l坯-δl坯2,l坯),其中,δl坯2=(l1-δl非)*(d2*π/4)/s1。
10.根據權利要求5所述的棒材需坯長度控制方法,其特征在于,當δl非≤l非min﹤0時,ln的范圍為(l坯-δl坯2,l坯-δl坯1)。
技術總結
本發明涉及棒材處理技術領域,尤其涉及一種棒材需坯長度控制方法,包括獲取圓鋼的目標直徑、方坯料斷面、坯料長度、圓鋼的成品長度定尺、圓鋼成品長度的非定尺允許范圍、軋機的中間料型剪頭長度、中間料型剪尾長度、中間料型面積、成品圓鋼的直徑偏差范圍最大值及最小值;計算一支方坯軋制成成品圓鋼的定尺數;計算倍尺總數;計算鋸切頭尾的總鋸切長度;計算坯料軋制成目標規格圓鋼鋸切定尺后最后一個分段長度的非定尺長度、非定尺長度最大值和非定尺長度最小值;得到預測的方坯坯長。本發明解決大規格產品坯料長度選擇問題,減少非定尺浪費,提高產品成材率,降低生產成本,提高成本效益。
技術研發人員:王一謙,譚貝,武東凱,張宇辰,宋建成,張海東
受保護的技術使用者:常州中天特鋼有限公司
技術研發日:
技術公布日:2024/10/21
- 還沒有人留言評論。精彩留言會獲得點贊!