熱換板焊接方法與流程
本發明涉及焊接領域,具體為一種熱換板焊接方法。
背景技術:
1、換熱板是由一系列具有一定波紋形狀的金屬片疊裝而成的一種新型高效換熱器,各種板片之間形成薄矩形通道,通過板片進行熱量交換。增加熱量傳遞的表面積和速率,提高傳熱效率,有效地利用能量,降低能源消耗,防止不同產品之間的污染,有效地避免交叉污染的問題,提高了產品的質量和安全性,加快生產過程,提高生產效率。現有熱換板焊接技術為傳統的tig焊接。tig焊接速度較慢,生產效率低,并且容易出現焊偏等問題。現有tig焊進行焊接時,通過固定焊縫夾緊工裝對焊縫進行夾持,焊縫夾緊工裝不能靈活使用。
2、鑒于此,有必要提供一種熱換板焊接方法。
技術實現思路
1、本發明提供的一種熱換板焊接方法,有效的解決了現熱換板焊接速度慢、生產效率低的問題。
2、本發明所采用的技術方案是
3、熱換板焊接方法,包括如下步驟:
4、s1、對板材進行檢測;
5、s2、對檢測合格的多層板材按照熱換板的成型形態在焊接工裝上進行堆疊固定;
6、s3、通過多軸機構驅動焊縫追蹤器、擺動焊接頭、壓輪機構一體化設計的焊接機構對多層板材的一側焊縫進行焊接;
7、s4、通過焊接工裝對多層板材旋轉90°,然后重復s3;
8、s5、重復s4,直至多層板材的四個側面均完成焊接;
9、s6、下料。
10、進一步的是:s3包括如下具體步驟:
11、s31、多軸機構驅動焊接機構移動,使得壓輪機構對構成其中一層的焊縫的兩塊板材端部進行壓緊,焊縫追蹤器對焊縫起始位進行瞄定;
12、s32、擺動焊接頭開始從焊縫起始位開始焊接;
13、s33、多軸機構驅動焊接機構沿焊縫運動,運動時壓輪機構和焊縫追蹤器均位于擺動焊接頭行進方向的前側,使得壓輪機構對焊縫兩側的板材進行輥壓、焊縫追蹤器將焊縫信息反饋至控制系統,控制系統將焊縫信息傳輸至多軸機構,使得多軸機構驅動擺動焊接頭沿焊縫運動;
14、s34、依次重復s31、s32和s33,直至同一側的所有焊縫完成焊接。
15、進一步的是:步驟s31中焊縫為從下往上起第一道焊縫。
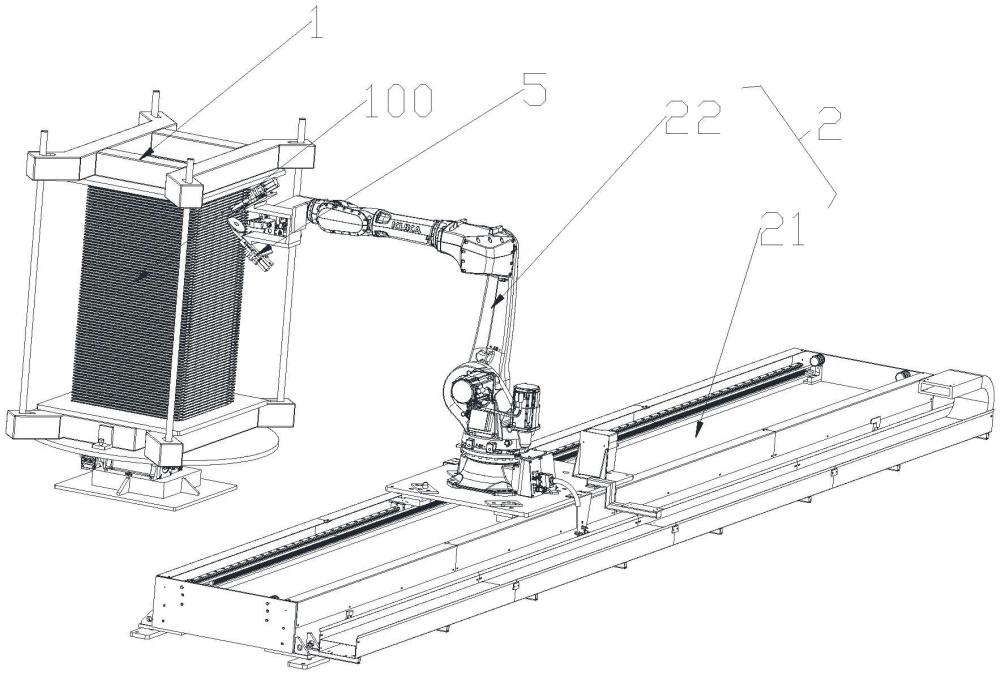
16、進一步的是:所述焊接工裝包括底座、壓板、轉盤、設置在底座上用于驅動轉盤轉動的分度器、設置在轉盤上的底板、若干連接底板和壓板的鎖緊螺桿,所述壓板位于底板上方。
17、進一步的是:所述鎖緊螺桿設置有四根,四根所述螺桿分別與板材的四角對應,所述螺桿與板材之間預留有焊接機構移動的空間。
18、進一步的是:所述多軸機構包括地軌、設置在地軌上的六軸機械手以及設置在六軸機械手輸出端的安裝框,所述焊接機構設置在安裝框上。
19、進一步的是:所述壓輪機構包括設置在安裝框上且關于焊縫追蹤器上下對稱的上壓輪組件和下壓輪組件,所述上壓輪組件包括斜向下設置在安裝框上的一號板、設置在一號板上的一號直線導軌、滑動設置在一號直線導軌上的一號滑板、固定設置在一號板上用于驅動一號滑板沿一號直線導軌滑動的一號氣缸以及設置在一號滑板下端的一號滾輪,所述下壓輪組件包括斜向上設置在安裝框上的二號板、設置在二號板上的二號直線導軌、滑動設置在二號直線導軌上的二號滑板、固定設置在二號板上用于驅動二號滑板沿二號直線導軌滑動的二號氣缸以及設置在二號滑板上端的二號滾輪。
20、進一步的是:所述一號滾輪邊緣設置有一號直倒角,所述二號滾輪邊緣設置有二號直倒角。
21、發明的有益效果:通過多軸機構壓輪機構對形成焊縫的兩個板材進行實時壓緊,相比較現有的固定式焊縫夾緊工裝使用更加靈活方便,通過焊縫追蹤器能夠對焊縫進行追蹤,使得多軸機構在一定范圍內驅動擺動焊接頭進行校正,實時跟蹤焊縫進行焊接,更加靈活的使用,減少反復示教軌跡的步驟;采用擺動頭可選擇多種擺動圖形、擺幅及頻率。在使用過程中可以根據實際情況使用不同的擺動圖形進行焊接,降低對工件來料尺寸變化要求,滿足于多種場合的焊接需求,穩定性更高,焊接質量更可靠,使焊縫更加光滑完美;光斑在焊接熔池中的攪動,能有效減少焊縫中產生的氣孔等缺陷,而且相對于普通單鏡頭而言,其對焊接有特別顯著的提升,焊縫更加光滑美觀。通過擺動頭焊接,焊接后散熱快,變形小,更加易于控制工件的整體尺寸,便于后期裝配。整機功耗低,所需的耗材少,焊接效率較傳統tig焊能提高50%以上,氬氣使用量較tig焊能減少70%左右,光纖激光器光電轉化效率可達30%以上,整機能耗低,工作噪音低。
技術特征:
1.熱換板焊接方法,其特征在于:包括如下步驟:
2.根據權利要求1所述的熱換板焊接方法,其特征在于:s3包括如下具體步驟:
3.根據權利要求2所述的熱換板焊接方法,其特征在于:步驟s31中焊縫(102)為從下往上起第一道焊縫(102)。
4.根據權利要求1所述的熱換板焊接方法,其特征在于:所述焊接工裝(1)包括底座(15)、壓板(12)、轉盤(13)、設置在底座(15)上用于驅動轉盤(13)轉動的分度器(14)、設置在轉盤(13)上的底板(11)、若干連接底板(11)和壓板(12)的鎖緊螺桿(16),所述壓板(12)位于底板(11)上方。
5.根據權利要求4所述的熱換板焊接方法,其特征在于:所述鎖緊螺桿(16)設置有四根,四根所述螺桿分別與板材(100)的四角對應,所述螺桿與板材(100)之間預留有焊接機構移動的空間。
6.根據權利要求1所述的熱換板焊接方法,其特征在于:所述多軸機構(2)包括地軌(21)、設置在地軌(21)上的六軸機械手(22)以及設置在六軸機械手(22)輸出端的安裝框,所述焊接機構設置在安裝框上。
7.根據權利要求6所述的熱換板焊接方法,其特征在于:所述壓輪機構(5)包括設置在安裝框上且關于焊縫追蹤器(3)上下對稱的上壓輪組件(51)和下壓輪組件(52),所述上壓輪組件(51)包括斜向下設置在安裝框上的一號板(511)、設置在一號板(511)上的一號直線導軌(512)、滑動設置在一號直線導軌(512)上的一號滑板(513)、固定設置在一號板(511)上用于驅動一號滑板(513)沿一號直線導軌(512)滑動的一號氣缸(514)以及設置在一號滑板(513)下端的一號滾輪(515),所述下壓輪組件(52)包括斜向上設置在安裝框上的二號板(521)、設置在二號板(521)上的二號直線導軌(522)、滑動設置在二號直線導軌(522)上的二號滑板(523)、固定設置在二號板(521)上用于驅動二號滑板(523)沿二號直線導軌(522)滑動的二號氣缸(524)以及設置在二號滑板(523)上端的二號滾輪(525)。
8.根據權利要求7所述的熱換板焊接方法,其特征在于:所述一號滾輪(515)邊緣設置有一號直倒角(510),所述二號滾輪(525)邊緣設置有二號直倒角(520)。
技術總結
本發明公開了熱換板焊接方法,包括如下步驟:S1、對板材進行檢測;S2、對檢測合格的多層板材按照熱換板的成型形態在焊接工裝上進行堆疊固定;S3、通過多軸機構驅動焊縫追蹤器、擺動焊接頭、壓輪機構一體化設計的焊接機構對多層板材的一側焊縫進行焊接;S4、通過焊接工裝對多層板材旋轉90°,然后重復S3;S5、重復S4,直至多層板材的四個側面均完成焊接;S6、下料。優點:使用更加靈活方便,能夠對焊縫進行追蹤,采用擺動頭可以根據實際情況使用不同的擺動圖形進行焊接,降低對工件來料尺寸變化要求,穩定性更高,焊接質量更可靠,能有效減少焊縫中產生的氣孔等缺陷。焊接后散熱快,變形小,易于控制工件的整體尺寸,便于后期裝配。整機功耗低。
技術研發人員:唐海波,朱笛
受保護的技術使用者:科羚激光裝備(蘇州)有限公司
技術研發日:
技術公布日:2024/10/21
- 還沒有人留言評論。精彩留言會獲得點贊!