一種氬弧焊充氬裝置的制作方法
本發明涉及管路焊接的,特別是涉及一種氬弧焊充氬裝置。
背景技術:
1、在對不銹鋼管進行氬弧焊時,充氬是必須的過程。設計圖紙中僅僅對不銹鋼管氬弧焊接的充氬要求進行了簡單說明,但沒有給出具體實施方案。現有的充氬方法是將只不銹鋼管兩端靠近端口的位置進行封堵,然后利用進氣管,將氬氣輸送至不銹鋼管內。但是在不銹鋼管的長度較長時,封堵的空間較大,需要輸送大量的氬氣,這就導致時間、資源的浪費。另外,不銹鋼管氬弧焊充氣時間較大,也會存在人員等工及安全風險問題。
技術實現思路
1、鑒于以上所述現有技術的缺點,本發明的目的在于提供一種氬弧焊充氬裝置,用于解決現有技術中充氬時間較長,輸送氬氣量大,導致時間、資源的浪費以及存在人員等工及安全風險的問題。
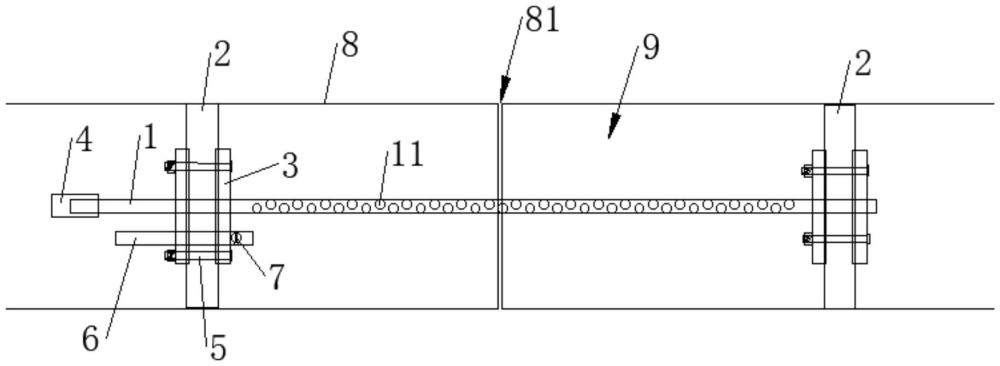
2、為實現上述目的及其他相關目的,本發明提供一種氬弧焊充氬裝置,用于向待焊接的不銹鋼管內充氬,包括封堵件和進氣管,所述封堵件有兩個,兩個所述封堵件分別設置在所述不銹鋼管內靠近焊縫的位置且分別設置在所述焊縫的兩側,以在所述焊縫處的所述不銹鋼管內形成充氬腔體,所述進氣管的一端與氬氣瓶組的出氣口連接且所述進氣管與所述充氬腔體連通,以向所述充氬腔體內輸送氬氣。
3、可選地,所述進氣管固定穿設在兩個所述封堵件上,所述進氣管遠離所述氬氣瓶組的出氣口的一端封閉,所述進氣管位于所述充氬腔體內的部分開設有多個氣孔。
4、可選地,所述封堵件為柔性材料,所述封堵件過盈配合在所述不銹鋼管內,所述充氬裝置還包括支撐板,每個所述封堵件的兩側均對稱固定設置有兩個所述支撐板,所述進氣管先后穿設在所述支撐板和所述封堵件上。
5、可選地,所述支撐板通過螺栓與所述封堵件固定連接。
6、可選地,所述進氣管與所述氬氣瓶組的出氣口連接的一端設置有快速接頭,所述進氣管通過所述快速接頭與所述氬氣瓶組的出氣口連接。
7、可選地,其中一個所述封堵件上設置有排氣管,所述排氣管的一端與所述充氬腔體連通,另一端伸出所述充氬腔體與外界連通,所述排氣管上設置有自動排氣閥。
8、可選地,所述排氣管伸出所述充氬腔體的一端設置有測氧儀。
9、可選地,所述進氣管和所述排氣管均通過硅膠與所述封堵件固定連接。
10、可選地,所述進氣管遠離所述氬氣瓶組的出氣口的一端通過硅膠進行封閉。
11、可選地,所述封堵件為海綿塊,所述海綿塊的厚度≥10cm,密度≥30kgg/m3。
12、在本發明的一種氬弧焊充氬裝置中,通過將兩個封堵件分別設置在靠近焊縫的位置且位于焊縫的兩側,因此形成的充氬腔體空間相對較小,故而將充氬腔體內充滿氬氣所需的氬氣也較少、所花費的時間也相對較少,從而節省了工作時間和資源。另外,由于充氬時長較短,也可以避免人員等工以及安全風險。
技術特征:
1.一種氬弧焊充氬裝置,用于向待焊接的不銹鋼管內充氬,其特征在于,包括封堵件和進氣管,所述封堵件有兩個,兩個所述封堵件分別設置在所述不銹鋼管內靠近焊縫的位置且分別設置在所述焊縫的兩側,以在所述焊縫處的所述不銹鋼管內形成充氬腔體,所述進氣管的一端與氬氣瓶組的出氣口連接且所述進氣管與所述充氬腔體連通,以向所述充氬腔體內輸送氬氣。
2.根據權利要求1所述的氬弧焊充氬裝置,其特征在于,所述進氣管固定穿設在兩個所述封堵件上,所述進氣管遠離所述氬氣瓶組的出氣口的一端封閉,所述進氣管位于所述充氬腔體內的部分開設有多個氣孔。
3.根據權利要求1所述的氬弧焊充氬裝置,其特征在于,所述封堵件為柔性材料,所述封堵件過盈配合在所述不銹鋼管內,所述充氬裝置還包括支撐板,每個所述封堵件的兩側均對稱固定設置有兩個所述支撐板,所述進氣管先后穿設在所述支撐板和所述封堵件上。
4.根據權利要求3所述的氬弧焊充氬裝置,其特征在于,所述支撐板通過螺栓與所述封堵件固定連接。
5.根據權利要求1所述的氬弧焊充氬裝置,其特征在于,所述進氣管與所述氬氣瓶組的出氣口連接的一端設置有快速接頭,所述進氣管通過所述快速接頭與所述氬氣瓶組的出氣口連接。
6.根據權利要求1所述的氬弧焊充氬裝置,其特征在于,其中一個所述封堵件上設置有排氣管,所述排氣管的一端與所述充氬腔體連通,另一端伸出所述充氬腔體與外界連通,所述排氣管上設置有自動排氣閥。
7.根據權利要求1所述的氬弧焊充氬裝置,其特征在于,所述排氣管伸出所述充氬腔體的一端設置有測氧儀。
8.根據權利要求6所述的氬弧焊充氬裝置,其特征在于,所述進氣管和所述排氣管均通過硅膠與所述封堵件固定連接。
9.根據權利要求2所述的氬弧焊充氬裝置,其特征在于,所述進氣管遠離所述氬氣瓶組的出氣口的一端通過硅膠進行封閉。
10.根據權利要求1所述的氬弧焊充氬裝置,其特征在于,所述封堵件為海綿塊,所述海綿塊的厚度≥10cm,密度≥30kgg/m3。
技術總結
本發明涉及管路焊接的技術領域,特別是涉及一種氬弧焊充氬裝置,通過將兩個封堵件分別設置在靠近焊縫的位置且位于焊縫的兩側,因此形成的充氬腔體空間相對較小,故而將充氬腔體內充滿氬氣所需的氬氣也較少、所花費的時間也相對較少,從而節省了工作時間和資源。另外,由于充氬時長較短,也可以避免人員等工以及安全風險。
技術研發人員:廖學東,陶春澤,王一大,顧曉雷,李順豪,吳亞星,周姝伶
受保護的技術使用者:江南造船(集團)有限責任公司
技術研發日:
技術公布日:2024/10/14
- 還沒有人留言評論。精彩留言會獲得點贊!