一種球面板一次成型模具及其制作方法與流程
本發明涉及模具設計與加工,具體是指一種球面板一次成型模具及其制作方法。
背景技術:
1、船舶的駕駛室平臺為了美觀結構設計,在平臺轉角處設計成流線型結構。這種平臺轉角利用雙曲度球面體呈流線型封頭。為便于加工,技術中心將封頭曲面板單獨作為零件,板厚6mm,零件加工后可視作八分之一或十六分之一的空心球面,俗稱“西瓜皮”。此類雙曲度零件車間一般先用油壓機加工一個曲面,然后利用水火彎板完成另一個曲面的曲度。此方案雖然可完成加工但也存在以下問題:
2、1.球面體零件數量多,以常規加工方式工序繁瑣,需多人配合,工作效率極低。
3、2.水火彎板的零件質量與工人技能水平相關,無法確保統一性、準確性。
4、3.部分零件尺寸較小,水火彎板無法完全收縮到位,其外觀質量較差。
5、鑒于以上,有必要提出一種球面板一次成型模具及其制作方法來解決上述問題。
技術實現思路
1、本發明的目的是為了解決上述技術問題,而提供一種球面板一次成型模具及其制作方法。
2、為了實現上述目的,本發明采用了如下技術方案:一種球面板一次成型模具,包括底模具、頂模具,底模具的上部設有凹模,頂模具的下部設有與凹模相配合的凸模,所述凹模的上表面為凹球面,凸模的下表面為凸球面;所述底模具的側邊棱由上向下呈發散狀設置,使底模具的下部形成擴大的底部支撐。
3、進一步的,所述底模具、頂模具合模時形成上小下大的三棱凸臺狀結構,并且頂模具的上端面與底模具的下端面相平行。
4、進一步的,所述底模具、頂模具內部均設有由圍板構成中空的內腔,所述底模具的內腔中設有底模骨架,頂模具的內腔中設有頂模骨架。
5、進一步的,所述底模骨架、頂模骨架均設有縱向龍骨板、橫向肋骨板,橫向肋骨板所在平面與縱向龍骨板平面相垂直。
6、進一步的,所述縱向龍骨板設有一條,縱向龍骨板兩側的圍板為腰側板,剩下的一側圍板為底側板,縱向龍骨板與腰側板交匯處的龍骨邊棱凸出于兩個側腰板的腰板邊棱設計。
7、進一步的,所述縱向龍骨板與橫向肋骨板上均預設有插槽,縱向龍骨板與橫向肋骨板的插槽開口相對并插入使縱向龍骨板與橫向肋骨板形成交錯插接式預固定。
8、進一步的,所述腰側板與橫向肋骨板相連接位置沿焊接方向設有多段式腰孔,所述橫向肋板兩側與腰側板相貼合的棱邊焊接設有焊接輔助板,焊接輔助板與多段式腰孔的連線相重合。
9、一種球面板一次成型模具的其制作方法,
10、a,底模具的制備:
11、a1,將底模具的各板材零件按設計圖下料;
12、a2,底模骨架制作,將縱向龍骨板的各個插槽依次插入一個橫向肋骨板,插入時需測量并矯正縱向龍骨板與橫向肋骨板的垂直度,然后沿縱向龍骨板與縱向肋骨板的交接位置進行滿焊固定;
13、a3,底模骨架焊接在下底板上,將呈“豐”字狀焊接定位好的縱向龍骨板、橫向肋骨板的底邊焊接在下底板上,利用橫向肋骨板之間的間隔使底模骨架與下底板間形成滿焊固定;
14、a4,底側板的焊接,將底側板的底邊與下底板的兩端對齊,并使底側板傾斜與縱向肋骨板的龍骨邊棱相靠接,對齊后點焊預固定,然后將底側板與下底板相接處滿焊固定,龍骨邊棱與底側板相接處滿焊固定;
15、a5,焊接輔助板的焊接,將兩側的腰側板預安裝,即腰側板的底邊兩端與下底板的兩端部對齊并使腰側板傾斜靠向橫向肋骨板上,并在腰側板與橫向肋骨板之間夾持塞入焊接輔助板,焊接輔助板呈長條狀并沿橫向肋骨板的側邊設置;將各橫向肋骨板對應的焊接輔助板夾持預定位,并調整焊接輔助板的方向,使焊接輔助板貼合在腰側板上并覆蓋住多段式腰孔,而焊接輔助板的另一側與橫向肋骨板形成定位夾角,并使橫向肋骨板位于焊接輔助板的中線位置,完成上述預定位后,從內側將橫向肋骨板與焊接輔助板進行點焊預固定,然后將腰側板拆下,再對各個橫向肋骨板與焊接輔助板進行滿焊定位;
16、a6,凹球面的焊接,凹球面組裝在底模骨架上,使凹球面的三個頂點與縱向龍骨板、底側板形成的三個端點相重合即完成定位,點焊固定后,從橫向肋骨板之間的間隔處對底模骨架與凹球面的所有連接縫處進行滿焊固定;
17、a7,腰側板的焊接,將腰側板再次安裝到底模具的兩側,從外側將腰側板四周分別于凹球面、底側板、龍骨邊棱、下底板之間的接縫進行滿焊,利用多段式腰孔與焊接輔助板從外側進行滿焊固定。
18、進一步的,b,頂模具的制備:
19、b1,將頂模具的各板材零件按設計圖下料;
20、b2,頂模骨架制作,將縱向龍骨板的各個插槽依次插入一個橫向肋骨板,插入時需測量并矯正縱向龍骨板與橫向肋骨板的垂直度,然后沿縱向龍骨板與縱向肋骨板的交接位置進行滿焊固定;
21、b3,頂模骨架焊接在頂面板上,將呈“豐”字狀焊接定位好的縱向龍骨板、橫向肋骨板的頂邊焊接在頂面板上,利用橫向肋骨板之間的間隔使頂模骨架與頂面板間形成滿焊固定;
22、b4,底側板的焊接,將底側板的底邊與頂面板的兩端對齊,并使底側板傾斜與縱向肋骨板的龍骨邊棱相靠接,對齊后點焊預固定,然后將底側板與頂面板相接處滿焊固定,龍骨邊棱與底側板相接處滿焊固定;
23、b5,焊接輔助板的焊接,將兩側的腰側板預安裝,即腰側板的頂邊兩端與頂面板的兩端部對齊并使腰側板傾斜靠向橫向肋骨板上,并在腰側板與橫向肋骨板之間夾持塞入焊接輔助板,焊接輔助板呈長條狀并沿橫向肋骨板的側邊設置;將各橫向肋骨板對應的焊接輔助板夾持預定位,并調整焊接輔助板的方向,使焊接輔助板貼合在腰側板上并覆蓋住多段式腰孔,而焊接輔助板的另一側與橫向肋骨板形成定位夾角,并使橫向肋骨板位于焊接輔助板的中線位置,完成上述預定位后,從內側將橫向肋骨板與焊接輔助板進行點焊預固定,然后將腰側板拆下,再對各個橫向肋骨板與焊接輔助板進行滿焊定位;
24、b6,凸球面的焊接,凸球面組裝在頂模骨架上,使凸球面的三個頂點與縱向龍骨板、底側板形成的三個端點相重合即完成定位,點焊固定后,從橫向肋骨板之間的間隔處對頂模骨架與凹球面的所有連接縫處進行滿焊固定;
25、b7,腰側板的焊接,將腰側板再次安裝到頂模具的兩側,從外側將腰側板四周分別于凸球面、底側板、龍骨邊棱、頂面板之間的接縫進行滿焊,利用多段式腰孔與焊接輔助板從外側進行滿焊固定。
26、與現有技術相比,本發明的有益效果是:發明一種球面板一次成型模具的設計、加工模與油壓機的連接設計順利解決了球面殼體零件的一次性加工成型難題,取得了較好的成效:
27、1.零件加工正值高溫天氣,利用加工壓模避免了水火彎板,極大改善了施工環境。
28、2.一次成型的壓模,平均加工時間僅需1分鐘,較大提高了生產效率。
29、3.加工后的零件球面光順美觀,質量較好。
30、4.節省了外協的高成本,為降本增效奠定了基礎。
技術特征:
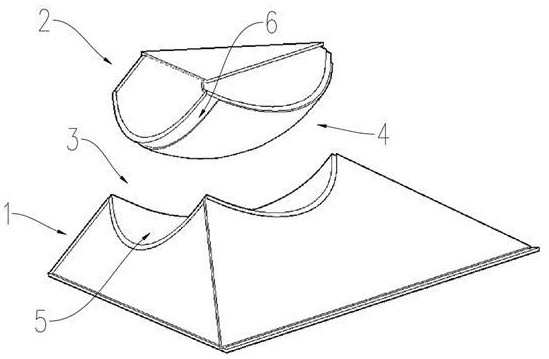
1.一種球面板一次成型模具,包括底模具(1)、頂模具(2),其特征在于,底模具(1)的上部設有凹模(3),頂模具(2)的下部設有與凹模(3)相配合的凸模(4),所述凹模(3)的上表面為凹球面(5),凸模(4)的下表面為凸球面(6);所述底模具(1)的側邊棱由上向下呈發散狀設置,使底模具(1)的下部形成擴大的底部支撐。
2.根據權利要求1所述的一種球面板一次成型模具,其特征在于,所述底模具(1)、頂模具(2)合模時形成上小下大的三棱凸臺狀結構,并且頂模具(2)的上端面與底模具(1)的下端面相平行。
3.根據權利要求1所述的一種球面板一次成型模具,其特征在于,所述底模具(1)、頂模具(2)內部均設有由圍板構成中空的內腔,所述底模具(1)的內腔中設有底模骨架(7),頂模具(2)的內腔中設有頂模骨架(8)。
4.根據權利要求3所述的一種球面板一次成型模具,其特征在于,所述底模骨架(7)、頂模骨架(8)均設有縱向龍骨板(9)、橫向肋骨板(10),橫向肋骨板(10)所在平面與縱向龍骨板(9)平面相垂直。
5.根據權利要求4所述的一種球面板一次成型模具,其特征在于,所述縱向龍骨板(9)設有一條,縱向龍骨板(9)兩側的圍板為腰側板(11),剩下的一側圍板為底側板(12),縱向龍骨板(9)與腰側板(11)交匯處的龍骨邊棱(13)凸出于兩個側腰板的腰板邊棱(14)設計。
6.根據權利要求4所述的一種球面板一次成型模具,其特征在于,所述縱向龍骨板(9)與橫向肋骨板(10)上均預設有插槽(15),縱向龍骨板(9)與橫向肋骨板(10)的插槽(15)開口相對并插入使縱向龍骨板(9)與橫向肋骨板(10)形成交錯插接式預固定。
7.根據權利要求5所述的一種球面板一次成型模具,其特征在于,所述腰側板(11)與橫向肋骨板(10)相連接位置沿焊接方向設有多段式腰孔(16),所述橫向肋板兩側與腰側板(11)相貼合的棱邊焊接設有焊接輔助板(17),焊接輔助板(17)與多段式腰孔(16)的連線相重合。
8.一種球面板一次成型模具的其制作方法,其特征在于,
9.根據權利要求8所述的一種球面板一次成型模具的其制作方法,其特征在于,
技術總結
本發明公開了一種球面板一次成型模具及其制作方法包括底模具、頂模具,底模具的上部設有凹模,頂模具的下部設有與凹模相配合的凸模,所述凹模的上表面為凹球面,凸模的下表面為凸球面;所述底模具的側邊棱由上向下呈發散狀設置,使底模具的下部形成擴大的底部支撐。發明一種球面板一次成型模具的設計、加工模與油壓機的連接設計順利解決了球面殼體零件的一次性加工成型難題,取得了較好的成效:1.零件加工正值高溫天氣,利用加工壓模避免了水火彎板,極大改善了施工環境。2.一次成型的壓模,平均加工時間僅需1分鐘,較大提高了生產效率。3.加工后的零件球面光順美觀,質量較好。4.節省了外協的高成本,為降本增效奠定了基礎。
技術研發人員:劉曉棟,陳利兵,蘇東方,徐焓權
受保護的技術使用者:中船澄西船舶修造有限公司
技術研發日:
技術公布日:2024/9/9
- 還沒有人留言評論。精彩留言會獲得點贊!