機床及移動位置決定方法與流程
本發明涉及一種能夠進行從主軸中心線偏心的真圓加工的機床及移動位置決定方法。
背景技術:
1、作為機床,已知有具備主軸與刀架的nc(numerical?control,數控)車床。在刀架安裝有具有切削工件的刀尖的工具。nc車床用安裝在刀架的工具來加工被主軸固持的旋轉狀態的工件。
2、專利文獻1中公開的車床中,使與偏心軸的偏心量相等的曲柄軸偏心量的主軸對向面內的刀具安裝臺的曲柄運動與主軸旋轉同步,通過刀架的z軸方向的切削進給,利用以偏心量進行圓周運動的車刀來進行偏心軸的加工。
3、[背景技術文獻]
4、[專利文獻]
5、[專利文獻1]日本專利特開平10-151501號公報
技術實現思路
1、[發明要解決的問題]
2、當對旋轉狀態的工件進行從主軸中心線偏心的真圓加工時,如果在與主軸中心線正交的x-y平面內,以偏心中心位置為中心的圓周上的刀尖路徑的一部分位于比工件更靠外側,那么隨著主軸旋轉,刀尖會離開工件或者中途與工件接觸。如果產生這種斷續切削,那么工具破損的風險會變高。因此,要求避免斷續切削并且提高真圓狀的偏心加工的精度。
3、此外,如上所述的問題并不限于車床,在切削機等各種機床中都存在。
4、本發明公開一種能夠避免斷續切削并且提高真圓狀的偏心加工的精度的技術。
5、[解決問題的技術手段]
6、本發明的機床具有以下形態,即,具備:
7、主軸,以主軸中心線為中心與所述工件一起旋轉;
8、刀架,安裝有具有切削所述工件的刀尖的工具;及
9、控制部,使所述主軸與所述刀架的至少一個移動對象沿著所述移動方向移動,使得在所述主軸旋轉時進行以與所述主軸中心線正交的移動方向上的偏心中心位置(pc)為中心的偏心半徑(rc)的真圓加工;
10、所述控制部
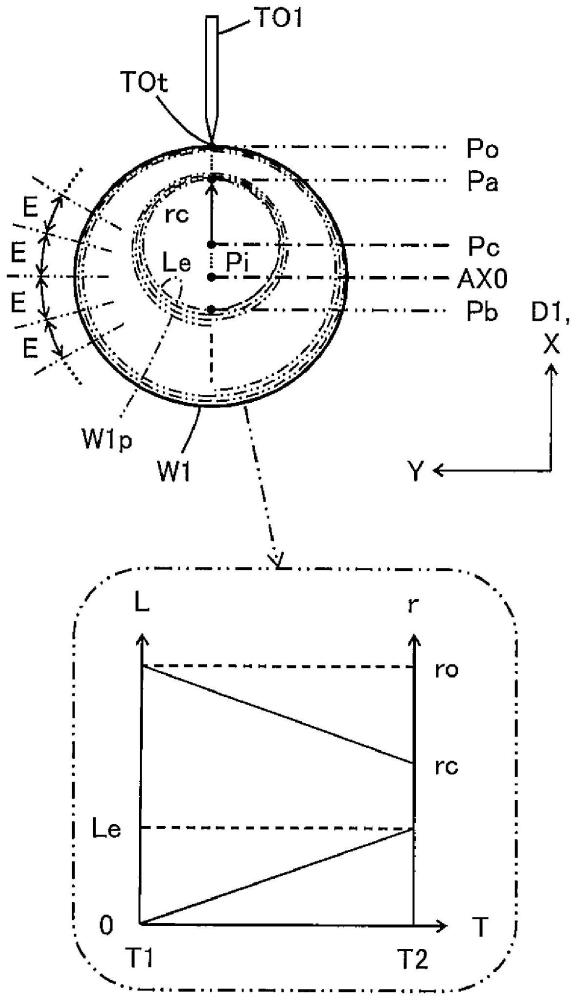
11、基于在所述移動方向上抵接于所述工件的所述刀尖的初始位置(po)、所述偏心中心位置(pc)、及所述偏心半徑(rc),按照比所述主軸旋轉一圈小的每個分割旋轉角度(e),決定所述移動方向上的中途的偏心中心位置(pi)、及以該偏心中心位置(pi)為中心的中途的偏心半徑(ri),使得在所述移動方向上的所述移動對象的移動速度不超過指定的最大進給速度(f)的范圍內所述刀尖持續抵接于所述工件,直到對所述工件進行以所述偏心中心位置(pc)為中心的真圓加工為止,
12、使所述移動對象隨著所述主軸的旋轉而在所述移動方向上移動,使得按照每個所述分割旋轉角度(e)以所述偏心中心位置(pi)為中心對所述工件進行所述偏心半徑(ri)的切削。
13、另外,本發明的移動位置決定方法具有以下形態,即,
14、是用于機床的移動位置決定方法,所述機床具備:主軸,以主軸中心線為中心與所述工件一起旋轉;及刀架,安裝有具有切削所述工件的刀尖的工具;使所述主軸與所述刀架的至少一個移動對象沿著所述移動方向移動,使得在所述主軸旋轉時進行以與所述主軸中心線正交的移動方向上的偏心中心位置(pc)為中心的偏心半徑(rc)的真圓加工,且
15、所述移動位置決定方法包含:
16、第一工序,基于在所述移動方向上抵接于所述工件的所述刀尖的初始位置(po)、所述偏心中心位置(pc)、及所述偏心半徑(rc),按照比所述主軸旋轉一圈小的每個分割旋轉角度(e),決定所述移動方向上的中途的偏心中心位置(pi)、及以該偏心中心位置(pi)為中心的中途的偏心半徑(ri),使得在所述移動方向上的所述移動對象的移動速度不超過指定的最大進給速度(f)的范圍內所述刀尖持續抵接于所述工件,直到對所述工件進行以所述偏心中心位置(pc)為中心的真圓加工為止;及
17、第二工序,決定在所述移動方向上隨著所述主軸的旋轉后的所述移動對象的位置,使得按照每個所述分割旋轉角度(e)以所述偏心中心位置(pi)為中心對所述工件進行所述偏心半徑(ri)的切削。
18、[發明的效果]
19、根據本發明,能夠提供一種避免斷續切削并且提高真圓狀的偏心加工的精度的技術。
技術特征:
1.一種機床,具備:
2.根據權利要求1所述的機床,其中
3.根據權利要求2所述的機床,其中所述控制部基于所述初始位置(po)、所述偏心中心位置(pc)、及所述偏心半徑(rc),決定所述刀尖以所述偏心中心位置(pc)為中心持續抵接于所述工件的所述偏心半徑(rj)。
4.根據權利要求1或2所述的機床,其中所述控制部
5.一種移動位置決定方法,是用于機床的移動位置決定方法,所述機床具備:主軸,以主軸中心線為中心與工件一起旋轉;及刀架,安裝有具有切削所述工件的刀尖的工具;使所述主軸與所述刀架的至少一個移動對象沿著所述移動方向移動,使得在所述主軸旋轉時進行以與所述主軸心線正交的移動方向上的偏心中心位置(pc)為中心的偏心半徑(rc)的真圓加工,且
技術總結
本發明提供一種能夠避免斷續切削并且提高真圓狀的偏心加工的精度的技術。本發明的機床(1)的控制部(U1)基于在移動方向(D1)上抵接于工件(W1)的刀尖(TOt)的初始位置(Po)、偏心中心位置(Pc)、及偏心半徑(rc),按照比主軸(11)旋轉一圈小的每個分割旋轉角度(E),決定移動方向(D1)上的中途的偏心中心位置(Pi)、及以該偏心中心位置(Pi)為中心的中途的偏心半徑(ri),使得在移動方向(D1)上的移動對象的移動速度不超過指定的最大進給速度(F)的范圍內刀尖(TOt)持續抵接于工件(W1),直到對工件(W1)進行以偏心中心位置(Pc)為中心的真圓加工為止,使移動對象隨著主軸(11)的旋轉而在移動方向(D1)上移動,使得按照每個分割旋轉角度(E)以偏心中心位置(Pi)為中心對工件(W1)進行偏心半徑(ri)的切削。
技術研發人員:加茂正太郎
受保護的技術使用者:星精密株式會社
技術研發日:
技術公布日:2024/10/21
- 還沒有人留言評論。精彩留言會獲得點贊!