一種型材定尺設備的制作方法
本技術涉及型材生產的,具體而言,涉及一種型材定尺設備。
背景技術:
1、鋁型材在擠壓完成后,需要將鋁型材截成客戶所需要的長度。現有的處理方式是將鋁型材放置在進料臺上,沿進料臺的輸送方向上設有成品鋸,成品鋸的前側設有定尺擋板,定尺擋板可在滑軌上移動,根據要鋸切鋁型材的長度要求通過螺栓固定好定尺擋板的位置,鋁型材的前端頂在定尺擋板,然后再進行切割。
2、公開號為cn208528221u的中國實用新型專利公開了一種數控無線定尺切割設備,主體結構主要由定尺架機身、托料架機與主體機身連接構成,托料架機身上設有若干個滾輪,定尺架機身一側設有定位合金型材,所述定位合金型材一側的定尺架機身上還安裝有電機減速機,所述主體機身一側連接定尺架機身,另一側連接托料架機身,主體機身內設有鋸切機構與定位板、液晶操作面板。
3、然而,上述型材定尺設備在對型材進行切割時,型材可能會發生偏移,導致型材的切割口不整齊,型材成品尺寸存在誤差。
技術實現思路
1、基于此,為了解決述型材定尺設備在對型材進行切割時,型材可能會發生偏移,導致型材的切割口不整齊,型材成品尺寸存在誤差的問題,本實用新型提供了一種型材定尺設備,其具體技術方案如下:
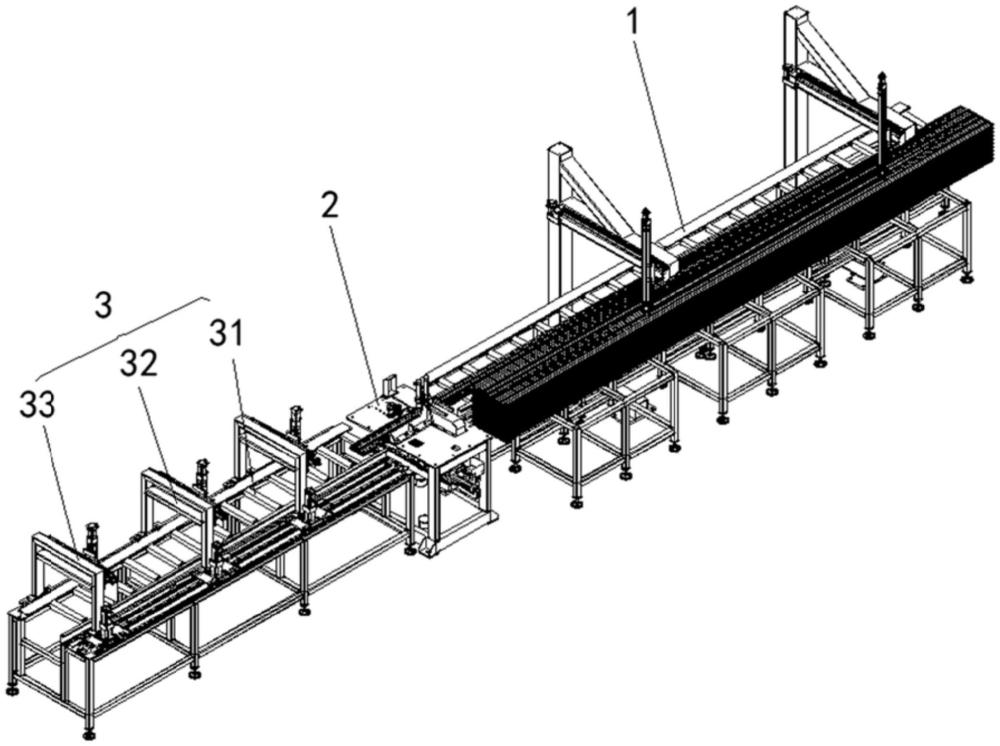
2、一種型材定尺設備,包括依次設置的第一輸送裝置、鋸切裝置和第二輸送裝置:所述第一輸送裝置用于將型材輸送到所述鋸切裝置上;所述鋸切裝置包括鋸切機架、設置在鋸切機架上的夾持部件和鋸切部件,所述夾持部件用于對型材進行夾持動作,所述鋸切部件用于對夾持住的型材進行鋸切動作;所述第二輸送裝置包括第二輸送部件和定尺部件,所述第二輸送部件包括第二機架和間隔設置在第二機架上的第二輸送滾筒,所述第二輸送部件通過所述第二輸送滾筒轉動而將完成鋸切后的型材輸送出所述鋸切機架,所述定尺部件包括可相對于所述第二機架進行上下移動的定尺板。
3、上述型材定尺設備,通過第一輸送裝置將型材輸送到鋸切機架上、直至型材頂觸到定尺板,夾持部件對型材進行夾持后,再利用鋸切部件來對夾持住的型材進行鋸切動作,保證型材在切割時被固定住,避免型材因切割受力而會發生偏移,從而使型材的切割口整齊,降低型材成品尺寸誤差。
4、進一步地,所述夾持部件包括設置在所述鋸切機架上的第一夾板、夾持氣缸、以及設置在夾持氣缸輸出桿端的第二夾板,所述第一夾板和所述第二夾板之間形成用于夾持型材的夾持空間。
5、進一步地,所述鋸切部件包括固定安裝在所述鋸切機架上的固定座和鋸切單元、驅動單元,所述鋸切單元包括可相對于所述固定座進行滑動的滑動座、設置在滑動座上的鋸切電機、與鋸切電機依次傳動連接的主動帶輪、同步帶、從動帶輪和鋸片;所述驅動單元用于驅動所述鋸切單元相對于固定座進行移動。
6、進一步地,所述驅動單元包括驅動氣缸;所述驅動氣缸的固定端鉸接在所述固定座上,伸縮端鉸接在所述滑動座上。
7、進一步地,所述鋸切部件還包括集屑單元,所述集屑單元包括集屑罩和集屑槽,所述集屑罩圍設在所述鋸片周邊并設有出屑口,所述集屑槽設置在所述出屑口處。
8、進一步地,所述鋸切部件還包括設置在所述第二夾板上的頂壓單元,所述頂壓單元包括分別設置在所述鋸片兩側的第一頂壓件和第二頂壓件,所述第一頂壓件和第二頂壓件分別頂壓型材鋸切口處的型材端。
9、進一步地,所述第二輸送裝置還包括設置在所述第二機架上的打孔部件,所述打孔部件用于對夾持后的型材進行打孔動作。
10、進一步地,所述打孔部件包括移動組件和打孔組件,所述移動組件包括第一移動單元、第二移動單元和第三移動單元,所述第三移動單元用于驅動所述打孔組件進行上下移動,所述第二移動單元用于驅動所述打孔組件進行左右移動,所述第一移動單元用于驅動所述打孔組件進行前后移動。
11、進一步地,所述第一移動單元包括第一移動座、設置在第一移動座上的第一電機、與第一電機傳動連接的齒輪、以及設置在第二機架上的齒條;所述第二移動單元包括設置在所述第一移動座上的第二電機、與第二電機傳動連接的第二絲桿、與第二絲桿傳動連接的第二移動座;所述第三移動單元包括設置在所述第二移動座上的電動缸和活動座,所述電動缸包括固定安裝在所述第二移動座上的缸座、以及可相對于缸座進行伸縮運動的活動桿,所述活動座與所述活動桿連接;所述打孔組件設置在所述活動座上。
12、進一步地,所述第一輸送裝置包括第一輸送機構、置料架和下料機械手,所述第一輸送機構包括第一機架和間隔設置在第一機架上的第一輸送滾筒,所述下料機械手用于將所述置料架上的型材搬運到所述第一輸送滾筒上,所述第一輸送機構通過第一輸送滾筒轉動而將型材輸送到所述鋸切機架。
技術特征:
1.一種型材定尺設備,其特征在于,包括依次設置的第一輸送裝置、鋸切裝置和第二輸送裝置:
2.根據權利要求1所述的一種型材定尺設備,其特征在于,所述夾持部件包括設置在所述鋸切機架上的第一夾板、夾持氣缸、以及設置在夾持氣缸輸出桿端的第二夾板,所述第一夾板和所述第二夾板之間形成用于夾持型材的夾持空間。
3.根據權利要求2所述的一種型材定尺設備,其特征在于,所述鋸切部件包括固定安裝在所述鋸切機架上的固定座和鋸切單元、驅動單元,所述鋸切單元包括可相對于所述固定座進行滑動的滑動座、設置在滑動座上的鋸切電機、與鋸切電機依次傳動連接的主動帶輪、同步帶、從動帶輪和鋸片;
4.根據權利要求3所述的一種型材定尺設備,其特征在于,所述驅動單元包括驅動氣缸;
5.根據權利要求3所述的一種型材定尺設備,其特征在于,所述鋸切部件還包括集屑單元,所述集屑單元包括集屑罩和集屑槽,所述集屑罩圍設在所述鋸片周邊并設有出屑口,所述集屑槽設置在所述出屑口處。
6.根據權利要求3所述的一種型材定尺設備,其特征在于,所述鋸切部件還包括設置在所述第二夾板上的頂壓單元,所述頂壓單元包括分別設置在所述鋸片兩側的第一頂壓件和第二頂壓件,所述第一頂壓件和第二頂壓件分別頂壓型材鋸切口處的型材端。
7.根據權利要求1所述的一種型材定尺設備,其特征在于,所述第二輸送裝置還包括設置在所述第二機架上的打孔部件,所述打孔部件用于對夾持后的型材進行打孔動作。
8.根據權利要求7所述的一種型材定尺設備,其特征在于,所述打孔部件包括移動組件和打孔組件,所述移動組件包括第一移動單元、第二移動單元和第三移動單元,所述第三移動單元用于驅動所述打孔組件進行上下移動,所述第二移動單元用于驅動所述打孔組件進行左右移動,所述第一移動單元用于驅動所述打孔組件進行前后移動。
9.根據權利要求8所述的一種型材定尺設備,其特征在于,所述第一移動單元包括第一移動座、設置在第一移動座上的第一電機、與第一電機傳動連接的齒輪、以及設置在第二機架上的齒條;
10.根據權利要求8所述的一種型材定尺設備,其特征在于,所述第一輸送裝置包括第一輸送機構、置料架和下料機械手,所述第一輸送機構包括第一機架和間隔設置在第一機架上的第一輸送滾筒,所述下料機械手用于將所述置料架上的型材搬運到所述第一輸送滾筒上,所述第一輸送機構通過第一輸送滾筒轉動而將型材輸送到所述鋸切機架。
技術總結
本技術提供了一種型材定尺設備,包括依次設置的第一輸送裝置、鋸切裝置和第二輸送裝置:第一輸送裝置用于將型材輸送到鋸切裝置上;鋸切裝置包括鋸切機架、設置在鋸切機架上的夾持部件和鋸切部件,夾持部件用于對型材進行夾持動作,鋸切部件用于對夾持住的型材進行鋸切動作;第二輸送裝置包括第二輸送部件和定尺部件,定尺部件包括可相對于第二機架進行上下移動的定尺板。通過第一輸送裝置將型材輸送到鋸切機架上、直至型材頂觸到定尺板,夾持部件對型材進行夾持后,再利用鋸切部件來對夾持住的型材進行鋸切動作,保證型材在切割時被固定住,避免型材因切割受力而會發生偏移,從而使型材的切割口整齊,降低型材成品尺寸誤差。
技術研發人員:梁發,崔貝貝
受保護的技術使用者:廣東品銳機械有限公司
技術研發日:20231228
技術公布日:2024/10/21
- 還沒有人留言評論。精彩留言會獲得點贊!