一種多層鋁合金復合板材的制作方法
本發明涉及型材,特別涉及一種多層鋁合金復合板材。
背景技術:
1、鋁合金型材應用于多種場合,如申請號為201811327922.8的中國專利中公開的一種多層鋁合金復合板材,包括兩個鋁合金框體和碳鋼板,所述鋁合金框體包括連接板,所述連接板的一側固定連接有鋁合金插板和鋁合金外板,所述鋁合金插板和鋁合金外板之間形成空腔,其通過在空腔中設置碳鋼板提升了鋁合金板的強度。
2、而被廣泛應用在門窗上的鋁合金型材,不但是門窗的支撐架體,而且在實際設計時還需要考慮其安全性。因為門窗一旦失火時,由于現有的型材缺少滅火或阻燃功能,因此繼續蔓延的火勢會導致型材或玻璃變形或燃燒,現有的鋁合金型材設計時多注重形狀和強度,而在安全性上還有待于進一步提升。
技術實現思路
1、為了解決上述問題,使鋁合金型材能夠抵抗變形,并且應用在建材領域內具有阻燃性,本發明提供了一種多層鋁合金復合板材,包括鋁合金材質的型材、設置在所述型材內的熱效板、填充在所述型材內的滅火介質和填充在所述型材內的發泡劑;
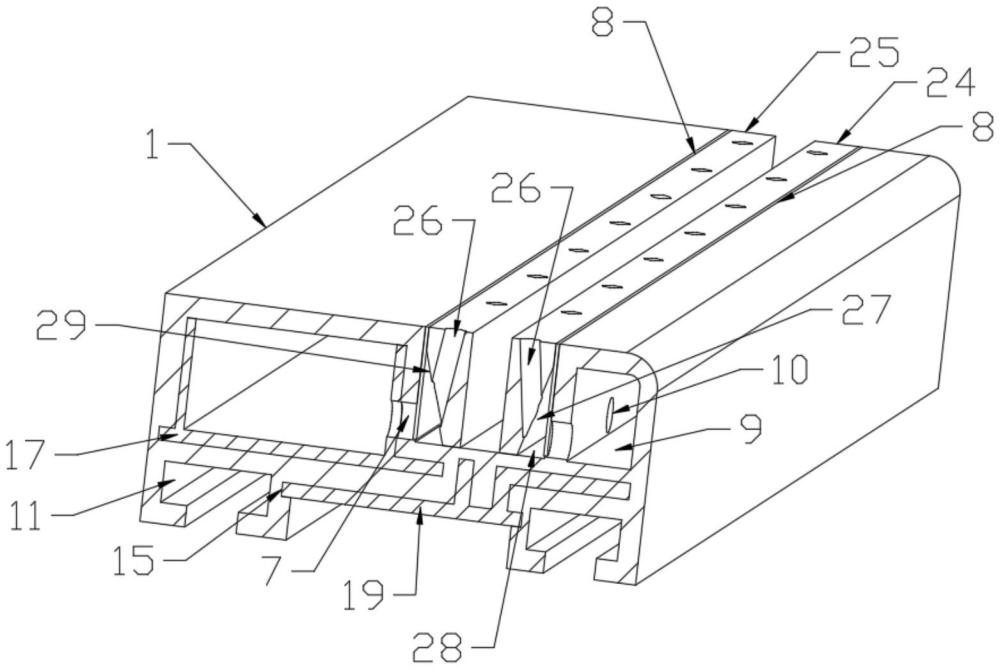
2、所述型材的頂部一次成型有第一型腔、第二型腔以及第三型腔,所述第一型腔成型于所述型材的頂面左側,所述第三型腔成型于所述型材的頂面右側,所述第二型腔成型于所述型材的頂面且位于所述第一型腔和所述第三型腔之間;
3、所述第二型腔內填充有裝夾件;
4、所述型材的底部一次成型有左右兩個定位軌道,左側的所述定位軌道位于所述第一型腔的底部,右側的所述定位軌道位于所述第三型腔的底部,所述型材的底部一次成有位于左右兩所述定位軌道之間的氣道;所述型材內一次成型有位于所述第一型腔底部的第一裝配腔,所述第一裝配腔與所述第一型腔上下相通,所述熱效板包括插放在所述第一裝配腔內的第一板;
5、所述型材內一次成型有第二裝配腔,所述第二裝配腔位于所述第二型腔和所述第三型腔的底部,所述熱效板包括插放在所述第二裝配腔內的第二板;
6、所述第二板的底面位于所述氣道的上方;
7、所述氣道的頂部開設有分氣道,所述第二板的頂面設有垂直向上并裝配在所述分氣道內的第一成型部;
8、所述第二型腔與所述第三型腔的成型面之間開設有一排第一氣孔,所述第二型腔的內腔右面上固定有一片將有所述第一氣孔遮蓋的塑性板,所述滅火介質填充在所述第三型腔內,所述發泡劑壓縮在所述第一型腔內,所述第一型腔的兩端各安裝有一根助力管,兩所述助力管的另一端均連接在所述第三型腔的兩端上,所述裝夾件上開設有與所述第二型腔相通的導流孔。
9、作為進一步優選的,所述發泡劑是聚氨酯發泡劑。
10、作為進一步優選的,所述氣道的兩側開設有第三裝配腔,兩所述第三裝配腔的另一面是兩所述定位軌道,所述第二板的底部兩側分別卡在兩所述第三裝配腔內。
11、作為進一步優選的,所述第二板平行在所述第一板的底部。
12、作為進一步優選的,所述第一板的左右兩側分別設有貼在所述第一型腔的左右兩內壁上的第二成型部。
13、作為進一步優選的,所述第二板的頂端設有彎曲在所述第三型腔底部的第三成型部,所述第一成型部位于所述第三成型部和所述第一板之間。
14、作為進一步優選的,所述裝夾件包括第一夾板和第二夾板,所述第一夾板的外側面固定在所述第二型腔的內腔左面上,所述第二夾板的外側面固定在所述第二型腔的內腔右面上,其中所述第二夾板上開設有一排導流孔,所述第二夾板面向所述第二型腔右側面的一端開設有倒角,所述導流孔的底端到達所述倒角,所述導流孔的另一端傾斜朝上并貫通所述第二夾板的頂面,所述塑性板的底端進入所述倒角的右側,所述塑性板的底端與所述倒角之間形成集氣腔。
15、作為進一步優選的,所述第一型腔與所述第二型腔之間也開設有同時貫通所述第二成型部的一排第二氣孔,所述第一夾板上開設有第二倒角,所述第一夾板的結構與所述第二夾板的結構一致,所述第一夾板上也開設有倒角,所述第二型腔的內腔左壁上也設有一片遮蓋在所述第二氣孔上的所述塑性板,該所述塑性板的底端與該所述第一夾板底端的所述倒角之間也形成一個集氣腔。
16、本發明相比于現有技術的有益效果是:
17、1.高熱量由型材底部反饋到氣道內,并通過氣道的空間釋放熱量,以延長型材可能發生變型的時間,除此之外熱量也會釋放到第一型腔、第二型腔以及第三型腔中,進一步延長型材可能發生變型的時間,而且熱量還會釋放到熱效板上,通過熱效板加快熱量釋放的同時,熱量還會由第一板傳遞到第一裝配腔中,由第一裝配腔快速傳遞到第一型腔中,由于發泡劑壓縮在第一型腔內,因此隨著熱量的不斷升溫,當溫度超過發泡劑的膨脹系數時,發泡劑就會在第一型腔內發泡變大,隨著發泡劑在第一型腔內逐漸發泡變大,會由兩端的助力管分別進入第三型腔中,與此同時產生的高熱量還會傳遞到第二板上,由第二板向氣道內快速釋放,有一部分熱量快速釋放到第三型腔中,此時第三型腔中的氣壓和溫度不斷提高,當第三型腔中的溫度達到塑性板的熔點時,塑性板會塑性變形,例如會由底部向上發生褶皺,造成第二型腔與第三型腔之間的第一氣孔開啟,滅火介質由第一氣孔噴射到第二型腔中,并且隨著發泡劑通過助力管向第三型腔中不斷釋放,第三型腔中的氣壓會不斷上升,第三型腔中的滅火介質進入第二型腔中的壓力就會逐漸增大,滅火介質以高壓噴射的方式涌入第二型腔中,由于玻璃的四個邊通過裝夾件裝夾在第二型腔中,而且裝夾件上開設有與第二型腔相通的導流孔,且從圖中可以以看出,導流孔的開設方向是朝著玻璃的表面,滅火介質以高壓的方式涌入第二型腔中后,最后通過導流孔向上噴射,由于玻璃的邊裝夾在第二型腔中,玻璃的最大面位于導流孔的噴射范圍內,滅火介質通過導流孔向外噴射后,將作用到玻璃表面上,如果玻璃此時燃燒,則用于滅火,如果玻璃此時高溫則用以阻燃。
18、2.發泡劑是聚氨酯發泡劑,當其所在第一型腔中的溫度超過發泡劑的膨脹系數,導致其在第一型腔內發泡膨脹,并沿著兩端的助力管進入第三型腔中,對第三型腔中的滅火介質起助推作用以外,還具有以下作用:眾所周知發泡劑受熱時會迅速膨脹,一部分發泡劑涌入第三型腔中用以助推滅火介質作用以外,還有一部分發泡劑將在第一型腔內逐漸釋放,并造成第一型腔內也形成氣壓,與此同時熱量經第二板逐漸向第一型腔中釋放,熱量超過左側的塑性板的熔點或塑性點時,該塑性板也會變形,并將左側的第二氣孔打開,發泡劑也會由第二氣孔涌入第二型腔中,然后由左側的導流孔向上噴射到玻璃的另一面上,滅火介質噴射到玻璃的異側面上,使玻璃兩面均能實現阻燃或滅火。
技術特征:
1.一種多層鋁合金復合板材,其特征在于,包括鋁合金材質的型材(1)、設置在所述型材(1)內的熱效板(2)、填充在所述型材(1)內的滅火介質(3)和填充在所述型材(1)內的發泡劑(4);
2.根據權利要求1所述的一種多層鋁合金復合板材,其特征在于,所述發泡劑(4)是聚氨酯發泡劑。
3.根據權利要求2所述的一種多層鋁合金復合板材,其特征在于,所述氣道(14)的兩側開設有第三裝配腔(15),兩所述第三裝配腔(15)的另一面是兩所述定位軌道(11),所述第二板(19)的底部兩側分別卡在兩所述第三裝配腔(15)內。
4.根據權利要求3所述的一種多層鋁合金復合板材,其特征在于,所述第二板(19)平行在所述第一板(17)的底部。
5.根據權利要求4所述的一種多層鋁合金復合板材,其特征在于,所述第一板(17)的左右兩側分別設有貼在所述第一型腔(5)的左右兩內壁上的第二成型部(18)。
6.根據權利要求5所述的一種多層鋁合金復合板材,其特征在于,所述第二板(19)的頂端設有彎曲在所述第三型腔(9)底部的第三成型部(21),所述第一成型部(20)位于所述第三成型部(21)和所述第一板(17)之間。
7.根據權利要求6所述的一種多層鋁合金復合板材,其特征在于,所述裝夾件(23)包括第一夾板(24)和第二夾板(25),所述第一夾板(24)的外側面固定在所述第二型腔(6)的內腔左面上,所述第二夾板(25)的外側面固定在所述第二型腔(6)的內腔右面上,其中所述第二夾板(25)上開設有一排導流孔(26),所述第二夾板(25)面向所述第二型腔(6)右側面的一端開設有倒角(27),所述導流孔(26)的底端到達所述倒角(27),所述導流孔(26)的另一端傾斜朝上并貫通所述第二夾板(25)的頂面,所述塑性板(8)的底端進入所述倒角(27)的右側,所述塑性板(8)的底端與所述倒角(27)之間形成集氣腔(28)。
8.根據權利要求7所述的一種多層鋁合金復合板材,其特征在于,所述第一型腔(5)與所述第二型腔(6)之間也開設有同時貫通所述第二成型部(18)的一排第二氣孔(7),所述第一夾板(24)上開設有第二倒角(29),所述第一夾板(24)的結構與所述第二夾板(25)的結構一致,所述第一夾板(24)上也開設有倒角(27),所述第二型腔(6)的內腔左壁上也設有一片遮蓋在所述第二氣孔(7)上的所述塑性板(8),該所述塑性板(8)的底端與該所述第一夾板(24)底端的所述倒角(27)之間也形成一個集氣腔(28)。
技術總結
本發明涉及型材技術領域,尤其是提供了一種多層鋁合金復合板材,包括多層鋁合金復合板材,包括鋁合金材質的型材、設置在所述型材內的熱效板、填充在所述型材內的滅火介質和填充在所述型材內的發泡劑;所述型材的頂部一次成型有第一型腔、第二型腔以及第三型腔,所述第一型腔成型于所述型材的頂面左側,所述第三型腔成型于所述型材的頂面右側,所述第二型腔內填充有裝夾件,熱量超過左側的塑性板的熔點或塑性點時,該塑性板也會變形,并將左側的第二氣孔打開,發泡劑也會由第二氣孔涌入第二型腔中,然后由左側的導流孔向上噴射到玻璃的另一面上,滅火介質噴射到玻璃的異側面上,使玻璃兩面均能實現阻燃或滅火。
技術研發人員:王萬勇,于利輝
受保護的技術使用者:江蘇擎天鋁業有限公司
技術研發日:
技術公布日:2024/10/21
- 還沒有人留言評論。精彩留言會獲得點贊!